
Преимуществом этого метода является сокращение до минимума усадки вторичной части из пластмассы. Уменьшение усадки дополнительно ведет к тому, что вторичная часть из пластмассы будет легче сниматься с первичной коронки. Перед тем как первый раз снять коронку нужно осторожно обработать пластмассу резиновым полиром в области края, где она затекла за пределы.
Внимание: на моделировочной пластмассе не должны оставаться остатки от резинового полира.
Важный рабочий этап - это сокращение толщины стенок твердосплавной фрезой до толщины около 0,3 мм. Радиус применяемой для этого фрезы должен соответствовать радиусу фрезы, использованной для фрезеровки, тогда в области уступа тоже будет равномерная толщина стенок. В результате зубной техник будет иметь больше места для эстетического оформления облицовываемой пришеечной области. Не облицовываемые части моделируются воском в атомической форме.
Внимание: некоторые моделировочные пластмассы - согласно указаниям производителей - необходимо покрывать, по меньшей мере одним тонким слоем воска! Общая толщина смоделированной вторичной коронки должна составлять, как минимум, 0,3-0,4 мм. Если этого требует выбранный облицовочный материал - на поверхность наносятся ретенционные перлы.

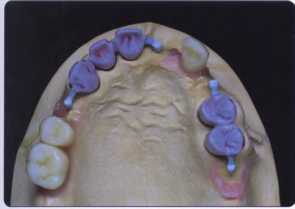
Смоделированные вторичные коронки с Set-up.
Вторичная конструкция из моделировочной пластмассы и моделирование в воске


Нанесение моделировочной пластмассы Pattern Resin в форме двух половинок.
Половинки, соединенные моделировочной пластмассой


Пластмассовые колпачки после обработки пришеечного уступа.
Колпачки с толщиной стенок, сокращенной до 0,3 мм -передние зубы

Колпачки с толщиной стенок, сокращенной до 0,3 мм -премоляры

Set-up и пластмассовые колпачки до моделирования
Моделирование в воске и установка соединительных элементов

Моделировка с Set-up в артикуляторе

Контроль позиции с помощью силиконового ключа

Соединенная с местом для облицовки вторичная конструкция
Установленные соединительные элементы (во фрезерном приборе)

Моделировка с Set-up на верхней челюсти

Определение позиции для соединительных элементов

Установка литников и паковка

Установка литников

Моделировка, уменьшенная для облицовки

Вторична я конструкция, подготовленная к паковке -литье через распределяющие балки

Паковка без металлического кольца

Литье на установке Nautilus® СС plus
Вторичная конструкция, подготовленная к паковке -прямое литье.
В зависимости от технологии соединения (лазерная сварка, пайка, склеивание) подготавливаются необходимые соединительные элементы - заводские или индивидуальные. Кроме того, можно использовать изготовленный для Set-up силиконовый ключ. В идеальном случае заводские или индивидуально изготовленные вспомогательные элементы устанавливаются в измерительном или фрезерном приборе.
Внимание: установка дополнительных вспомогательных элементов, как и соединение вторичных коронок между собой, имеет, наряду со всеми преимуществами, также и недостатки. Например, в этой области может появиться большая усадка, что повлечет за собой неточность прилегания!.
Соединение методом лазерной сварки: к вторичной коронке присоединяется индивидуальная балка - минимум 2 мм (параллельно или 2°). Балка соединяется с каркасом бюгельного протеза швом, выполненным по форме хвоста ласточки (U-образный профиль). Чем лучше припасовка между соединительным элементом и бюгельным протезом, тем лучше результат сварки.
Соединение методом пайки: балку приставляют, как для соединения методом лазерной сварки. Альтернативно во время моделирования каркаса бюгельного протеза к вторичной коронке подводят полоску шириной около

Лазерная сварка на установке LaserStar
3 мм. Предусматривается зазор для пайки -максимально 0,2 мм. На площадь для пайки, плоско прилегающую к вторичной коронке, можно нанести слой припоя из белого золота (WG 1 - раб. темп. 1020° С)! Балка из-за своей формы и большей поверхности является наиболее стабильным и надежным вариантом.
Еще одно ее преимущество состоит в том, что термическое воздействие во время пайки находится за пределами коронки.
Соединение методом склеивания: к вторичной коронке приставляется индивидуальная, мин.
2 мм параллельная балка. Зазор для клея не должен превышать 0,2 мм и его необходимо заполнить подходящим композитом.
Внимание: область склеивания должна быть полностью покрыта базисной пластмассой (также область пайки!).
На следующем этапе к вторичным коронкам устанавливаются литейные каналы. При литье через распределительную балку диаметром 5 мм достаточно подвести к объектам литники диаметром от 2,5 до 3,0 мм. Литейные каналы для прямого литья должны быть большего диаметра, примерно на 0,5 мм, если необходимо -с дополнительным резервуаром.
Возможно отклонение от этих рекомендуемых данных, которое диктуется индивидуальными условиями (объект, толщина стенок, литейная установка и т. д.).
3.2 Паковка и предварительный нагрев.
Будущая точность посадки вторичных коронок особенно зависит от концентрации жидкости для паковочной массы, которая имеет существенное влияние на расширение в процессе твердения. С повышением концентрации увеличивается расширение паковочной массы, т.е. с неразбавленной жидкостью достигается максимальное расширение в процессе твердения. На посадку также влияет геометрия штампиков, которая по-разному выражается во внутренней форме вторичных коронок. Здесь, например, необходимо различать между высокими, тонкими фронтальными зубами на одной стороне и низкими, широкими молярами на другой стороне. Равновесие достигается путем регулировки концентрации жидкости для замешивания:.
- Фронтальные зубы 95-100 % BegoSol® НЕ.
- Премоляры 90 - 95 % BegoSol® НЕ.
- Моляры 85 - 90 % BegoSol® НЕ.
(Пример для Bellavest® SH).
На расширение паковочной массы могут влиять и другие параметры, что всегда необходимо учитывать. Поэтому так важно соблюдать константные условия производственного процесса:.
- Хранить паковочную массу при одинаковых условиях (температура, влажность воздуха) -при необходимости пользоваться шкафом с температурным режимом!.
-Соблюдать идентичность процессов замешивания (время предварительного замешивания/ время замешивания, интенсивность)!.
- Использовать одинаковые размеры стакана для одного и того же количества материала!.
- Разное количество материала может повлиять на результат!.
- Не меняйте вакуумные смесители (скорость замешивания, геометрия лопастей)!.
- Разные размеры опок могут влиять на результат! Результаты записывать!.
- Используйте для опок безкольцевую систему.
- Ringless (свободное расширение в силиконовом кольце). Снимать кольцо через 10 минут!.
- Пользуйтесь преимуществами паковки под давлением мин. 4 бара!.
Внимание: затвердевание под давлением не является абсолютно обязательным! Соблюдая константный рабочий процесс, всегда работайте или с давлением, или без давления, так как это влияет на расширение в процессе твердения!.
- Применяйте один и тот же процесс предварительного нагрева: либо традиционно, либо быстрым методом!.
- Выдерживайте конечную температуру - в зависимости от размера и количества опок -минимум 45 минут!.
Внимание: для полного выгорания моделировочной пластмассы необходимо увеличить время!
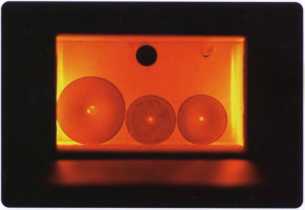
Муфельная печь с опоками.
Указание: при отклонении от общей рабочей инструкции, выраженном в последовательном понижении температуры предварительного нагрева опоки для двойных коронок примерно на 50° С, возможна оптимизация процесса. Чем ниже температура предварительного нагрева опоки, тем меньше образование оксида и тем лучше качество поверхности.
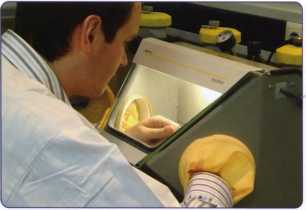
Литье, припасовка и лазерная сварка вторичной конструкции

Каркас, отпескоструенный Perlablast® micro


Опоки из Bellavest® SH после литья

Отпескоструенные стеклянными перлами и отполированные внутренние стенки.
Припасованные с помощью полировки вторичные коронки

Лазерная сварка

Вторичная конструкция после лазерной сварки
Обработка резиновым полиром и полировка вторичной конструкции

Отполированные вторичные коронки.
Вторичные коронки после контроля в артикуляторе и обработки резиновым полиром



Отполированная вторичная конструкция с соединительными элементами.
Окклюзионные поверхности после пескоструйной обработки стеклянными перлами

Фрезеровка конусных соединительных элементов.
Отличное прилегание вторичных коронок - соединительные элементы отфрезерованы под углом 2°

3.3 Условия для точного литья.
Для литья неблагородных сплавов применяются обычные методы плавки и литья. Температура литья должна быть возможно низкой! Установка Nautilus® СС plus автоматически распознает момент литья, что значительно упрощает этот процесс в зуботехнической лаборатории. Измерение температуры расплавленного металла осуществляется бесконтактным способом, с помощью программного обеспечения, которое целенаправленно анализирует поступающие данные. На дисплее последовательно, в соответствии со всеми необходимыми этапам литья, появляются запросы или сообщения. Это тоже существенно облегчает работу. Nautilus® СС plus имеет интерфейс в виде устройства для ввода карты с электронным чипом. С помощью карты NautiCard можно переносить данные протокола литья или данные диагностического контроля на компьютер.

Литье на установке Fornax® Г.
Через дополнительный интерфейс для принтера, имеющийся на Nautilus СС plus, можно без компьютера распечатать протокол для каждого объекта литья.
На литейной установке Fornax® Т, в отличие от Nautilus® СС plus, момент литья зубной техник определяет визуально. Для литья неблагородных сплавов может также применяться метод плавки открытым пламенем, в сочетании центрифуги с моторным приводом. Здесь важна правильная регулировка давления потока. Для плавильной горелки Multiplex рекомендуются следующие параметры: давление для пропана 0,5 бар, давление для природного газа и кислорода - 2 бара. Предварительно перед литьем вместе с опоками прогреваются тигли. Цилиндры сплава укладываются в углублении тигля как можно близко друг к другу. Плавка производится круговыми движениями горелки. Плавить надо до тех пор, пока весь металл не покроется общей оксидной пленкой и начнет поддаваться движениям под давлением пламени. Литье производится без разрыва оксидного слоя.
Момент литья Wirobond® 280.
Литье на вакуумной высокочастотной установке для литья под давлением (Nautilus®) и на центробежной индукционной установке (Fornax®): как только последняя твердая часть полностью утонет в расплаве, нагревать дальше от 1 до 5 секунд - в зависимости от мощности индукции литейной машины - и затем произвести литье. Соблюдайте руководство по эксплуатации Fornax® и Nautilus®.
Литье на центрифуге открытым пламенем (Fundor): лить, если последняя твердая часть полностью утонула в расплаве и расплав отчетливо двигается под давлением пламени.
Момент литья Wirobond® С.
На вакуумной высокочастотной установке для литья под давлением (Nautilus®) и центробежной индукционной установке (Fornax®): как только последняя твердая часть полностью утонула в расплаве, нагревать дальше от 0 до 12-ти секунд - в зависимости от мощности индукции литейной машины - и затем произвести литье. Соблюдайте руководство по эксплуатации Fornax® и Nautilus®.
Литье на центрифуге открытым пламенем (Fundor): лить, если последняя твердая часть полностью утонула в расплаве и расплав отчетливо двигается под давлением пламени.
Указание: при отклонении от общей рабочей инструкции, выраженном в последовательном понижении температуры литья двойных коронок примерно на 80° С (Nautilus® СС plus), были получены лучшие результаты (более гладкие поверхности /меньший оксидный слой). Поэтому, оценив конкретные условия, можно попробовать найти более низкую температуру литья. При этом надо следить за тем, чтобы отлитый объект не имел дефектов и “круглых” краев.

Пескоструйная обработка вторичных коронок на Duostar: важно полностью удалить оксидный слой!.
После литья опока медленно остывает до комнатной температуры: ни в коем случае не охлаждать ее резко водой! Иначе это может привести к напряжениям в объекте. После извлечения из опоки вторичные коронки обрабатываются корундовым материалом Когох®250 (оксид алюминия 250 цм). При этом следите за тем, чтобы внутренние поверхности коронки обрабатывались только материалом Когох® 110, под давлением 3 бара. На этом этапе важно полностью удалить оксидный слой. Последующая обработка внутренних сторон коронки и жевательных поверхностей с применением Perlablast® micro (50 цм) выравнивает и уплотняет поверхности и образует шелковис-то-матовый блеск. Припасовка происходит перед обрезкой литейных каналов. В этом случае можно избежать использования цанги для телескопических коронок, и предотвратить опасность деформации.
3.4 Припасовка и установка фрикции
Для припасовки можно пользоваться различными методами:.
-Дополнительное фрезерование видимых помех на первичной коронке (во фрезерном приборе, на мастер-модели или фрезерном цоколе!).
-Обработка внутренней поверхности вторичной коронки резиновыми полирами (зеленый наконечник).
Точечная пескоструйная обработка помех, выделяющихся внутри вторичной коронки (игольчатым соплом, при давлении 3 бара); затем обработка стеклянными перлами Perlablast® micro!.
Полировка выделяющихся помех на первичной коронке (на полировочном моторе, при 1.500 об./мин.), однорядной щеткой и голубой СоСг-полировочной пастой.
Припасовка методом точечной пескоструйной обработки на EasyBlast.
Внимание: при этом методе заранее отполировать до блеска вторичные коронки внутри!.
В качестве вспомогательного средства можно воспользоваться маркером или же коллоидным графитом (Vernax Colloid Graphit )! Лучше всего использовать телескопические цанги с алмазными наконечниками . При применении заклепочного молотка нужно следить за тем, чтобы он приставлялся только к литнику, а не к вторичной коронке. При значительных неточностях припасовки ошибка может скрываться, например, в управлении расширением. Проконтролируйте всю последовательность процесса!.
Установка фрикции зависит, в частности, от количества опорных зубов с двойными коронками. Необходимая сила сцепления протеза распределяется на отдельные зубы. Стоматолог заранее дает лаборатории информацию.
о возможной нагрузке на каждый зуб. Кроме того, необходимо учитывать расположение опорных зубов по отношению друг к другу. Необходимо также учитывать, что если антагонистом протеза является полный ряд естественных зубов, то на него действует большая жевательная сила, чем при контакте с частичным или полным съемным протезом. При уменьшенном жевательном давлении, например, при приеме клейкой пищи, сцепление двойных коронок подвергается меньшей силе тяги.
Нельзя упускать из виду и возраст пациента. Здесь играет большую роль, сколько ему лет -40 или 70. Данные о силе сцепления нельзя применять в общем, они могут служить только как ориентировочные цифры. Их величина лежит в пределах 5-ти Н (Ньютон). Учтите: 1 Н соответствует 100 г! Для сравнения часто приводится известный пример о 5-ти плитках шоколада, которые не смогут оттянуть протез из его ложа.
Не менее важно, чтобы необходимая сила сцепления не была слишком большой. Ее нужно устанавливать таким образом, чтобы протез во время жевательной функции всего лишь фиксировался. Если силу увеличить, то возникнет перегрузка пародонтальных тканей. Это возможно уже при силе сцепления более 7 Н.
Большое значение в этой связи имеет расположение фрикционных площадей. Они должны располагаться по возможности на одном уровне, т.е. при посадке протеза контакт должен происходить одновременно! Если этого не происходит, то существует опасность перегрузки отдельных зубов.
С такой же тщательностью должна устанавливаться фрикция с применением вспомогательных фрикционных элементов. При „фрикционных" двойных коронках требуется плоскостной контакт трения, а не точечная заклинивающая припасовка!.
После обрезания литейных каналов внешние стороны вторичных коронок обрабатываются BEGO-алмазными головками, шлифовальными камнями с керамической связкой или твердосплавными фрезами. Затем в артикуляторе шлифуется окклюзионная поверхность. Поверхности каркаса подготавливаются соответственно используемому композиту.
Внимание: фрикция устанавливается перед обрезкой литейных каналов!

Надежная фиксация протеза с BEGO-WiroFix