|
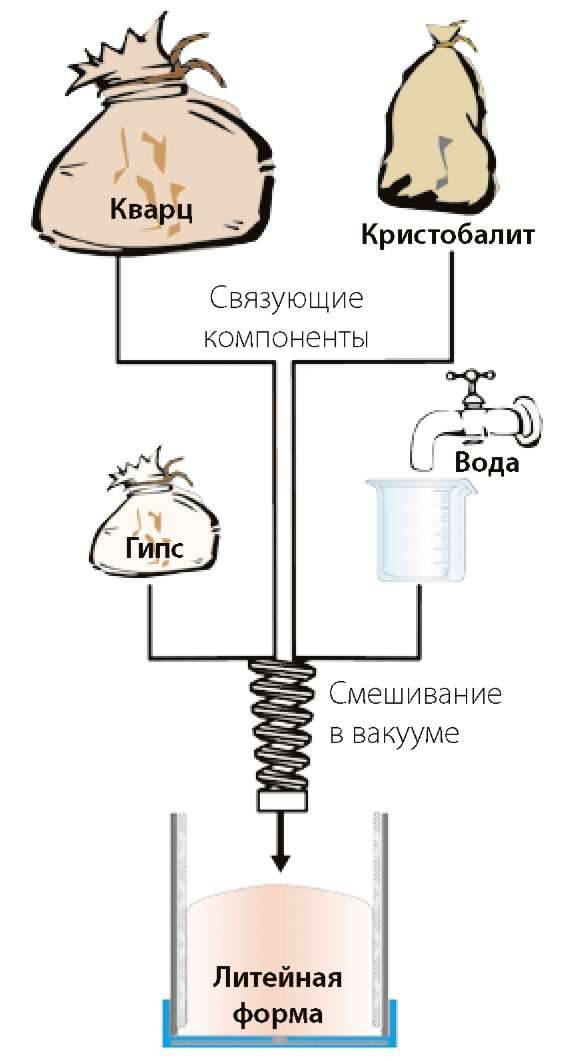
Если для замешивания массы используется небольшое количество жидкости, то повышением плотности смеси кварца, кристобалита и гипса достигается более высокое тепловое расширение. лагодаря высокой степени гидрофильности гипса, как связующего вещества, можно получить более однородную формовочную смесь, используя различное количество жидкости. Это позволяет применять ее для формовки поверхностей любого качества без образования трещин.
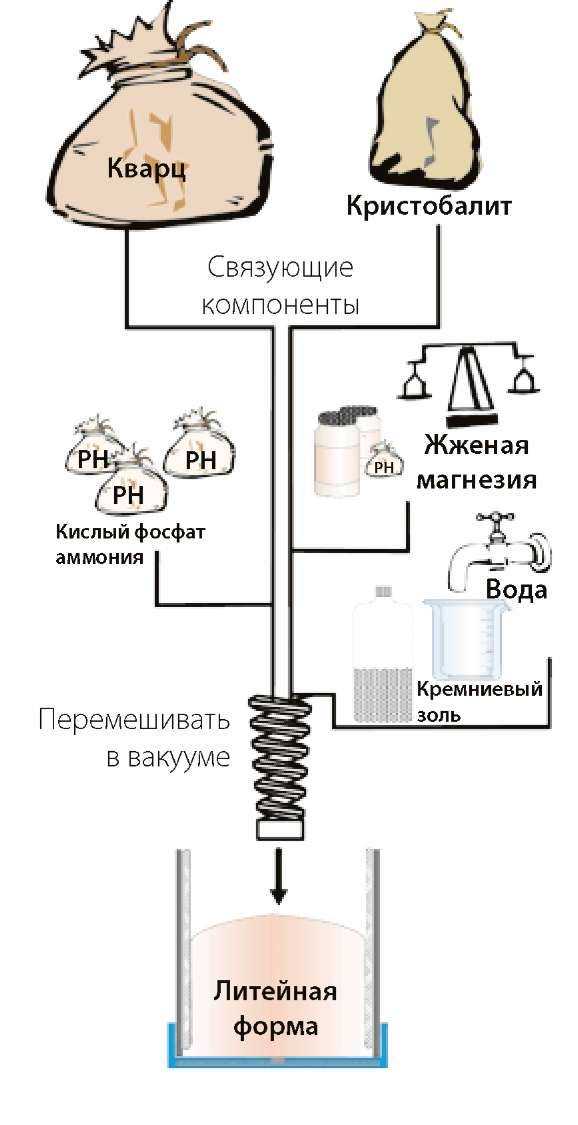
Кварц и кристобалит - это основные компоненты формовочной смеси с фосфатным связующим. В этом случае гипс, как составная часть связки, заменяется фосфатами. Кварц, кристобалит, кислый фосфат аммония и жженую магнезию смешивают до получения гомогенного состояния. Изменяя консистенцию используемых компонентов смеси, производитель может изменять качества формовочной массы и, таким образом, удовлетворять разнообразные требования. Варьируя количество используемой жидкости, при гипсовой связке формовочной смеси можно достичь более точной регулировки расширения, чем при применении фосфатной связки кварца и кристобалита. Фосфаты обладают очень незначительным смачиванием: малые порции жидкости не позволяют смешать формовочную массу гомогенно, в то же время при увеличении количества связующего не возникает никакого дополнительного контактного соединения. Из-за этого литейные формы рвутся и образуют шероховатую поверхность отливки. Чтобы соотношение связующего компонента и порошка изменялось незначительно, в качестве жидкости для смешивания используют кремниевый золь. При комнатной температуре 20 ° C плотность кремниевого золя составляет 1,4 г/см3 , что превышает плотность воды (1,0 г/см3). Высокая плотность кремниевого золя повышает коэффициент расширения смеси, способствуя улучшению кристаллизации и качества формы при затвердевании. Плотность концентрированного кремниевого золя уменьшается при добавлении к нему дистиллированной воды, и, как следствие, уменьшается расширение смеси. Таким образом, на тепловое расширение можно влиять даже при использовании формовочной массы с фосфатным связующим.
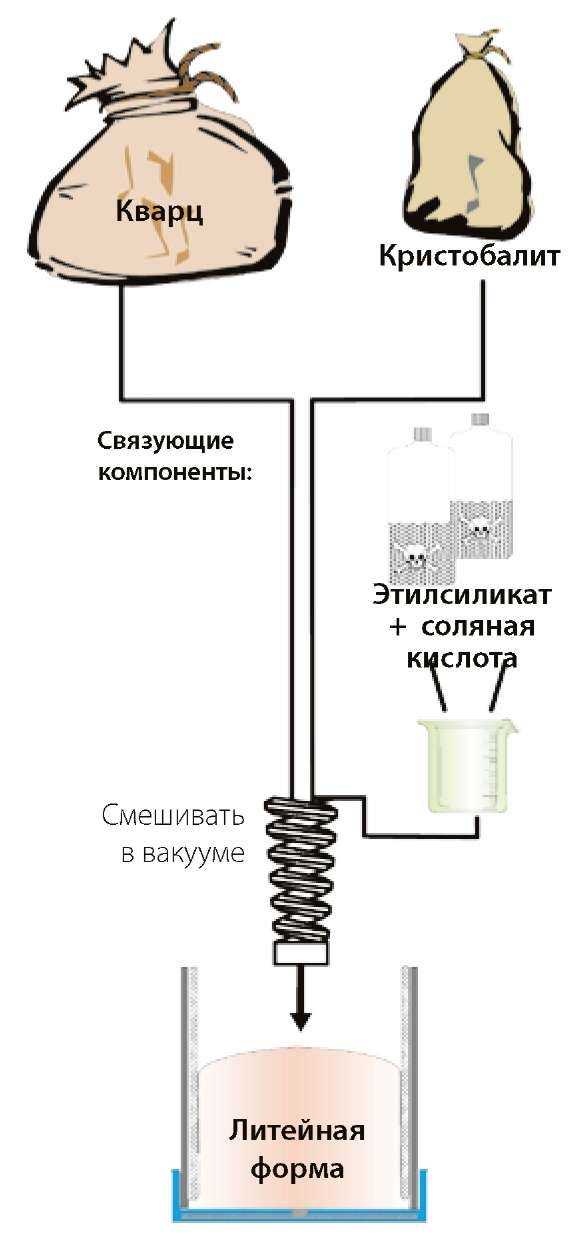
В качестве связующего вещества и жидкости для смешивания формовочной массы на основе кварца и кристобалита используется смесь этилсиликата и соляной кислоты, как основной связующий материал. Порошок формовочной смеси состоит только из кварца и кристобалита. Оба компонента равномерно перемешаны. Расширение формовочной массы определяется производителем в зависимости от процентного состава (%, по массе) между частями кварца и кристобалита и зависит исключительно от нагрева. Изменение термического расширения в зависимости от требований и специфики невозможно, для каждого необходимого расширения нужна другая формовочная масса. Затвердевание жидкой формовочной смеси с образованием литейной полости происходит в процессе нагрева. Во время преобразования кварца и кристобалита этилсиликат, активированный соляной кислотой, в процессе кристаллизации связывает формовочную массу. Связующие вещества формовочной смеси не рекомендуется постоянно хранить в зуботехнической лаборатории. Приоритет необходимо отдать состоянию здоровья зубного техника, а не условиям хранения формовочной массы. Пары кислоты, входящей в состав связующего компонента, могут изменить состав воздуха в помещении и превысить гигиенические нормы.
|