|
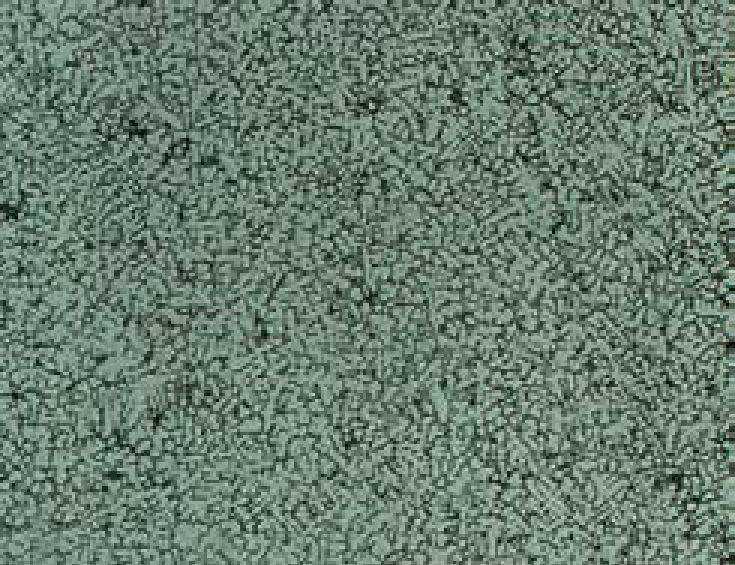
Сравнение результатов литья Каждый результат литья будет зависеть от способа плавления и заливки расплава в литейную полость. Индукционная плавка с заливкой под вакуумом Интенсивность индукционного воздействия регулировали при нагревании расплава до точки заливки. В точке литья напряжение индукции снижают настолько, чтобы поддерживать температуру в расплаве на одном уровне и не перегревать его. При этом теплообмен, вызывающий отклонения от заданного показателя, практически отсутствует. Во всем объеме благородного расплава поддерживают температуру, при которой самые требовательные сплавы имеют оптимальную текучесть до тех пор, пока оксиды не сконцентрируются у края тигля. Только после этого можно выполнять заливку. Расплав заполняет литейную полость под воздействием разрежения и силы тяжести. В пределах 1 секунды происходит изменение давления, и на расплав в это время уже действует давление силой более 2,5 бара. После 1,5 секунд достигнут конечный показатель давления 3,2 бара. Самые чувствительные расплавы заливают в литейную полость кратчайшим прямым путем и максимально быстро уплотняют.
При плавке неблагородных металлов, пригодных в дальнейшем для облицовки керамикой, слой оксида должен дойти до края тигля. Только после этого можно производить литье. При использовании сплавов для литья на огнеупорных моделях картина расплава будет отличаться, так что в этом случае нужно выполнять указания производителя сплава. Индукционная плавка с центробежной заливкой Выгораемую лигатуру благородного сплава предварительно расплавляют индукционными токами, затем форму в собранном виде фиксируют в центробежном устройстве и после полного растворения слоя оксида (по показаниям приборов) под визуальным контролем производят литье. До начала литья устанавливают максимальное значение напряжения индукции и не изменяют его во время заливки.
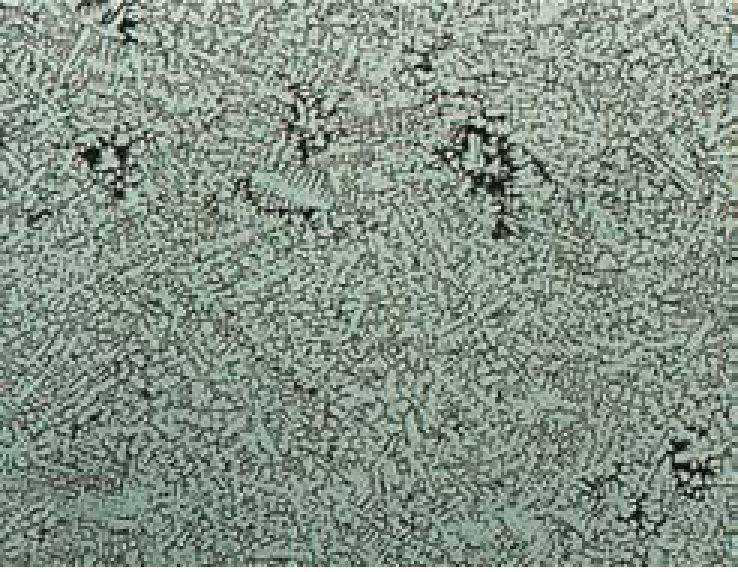
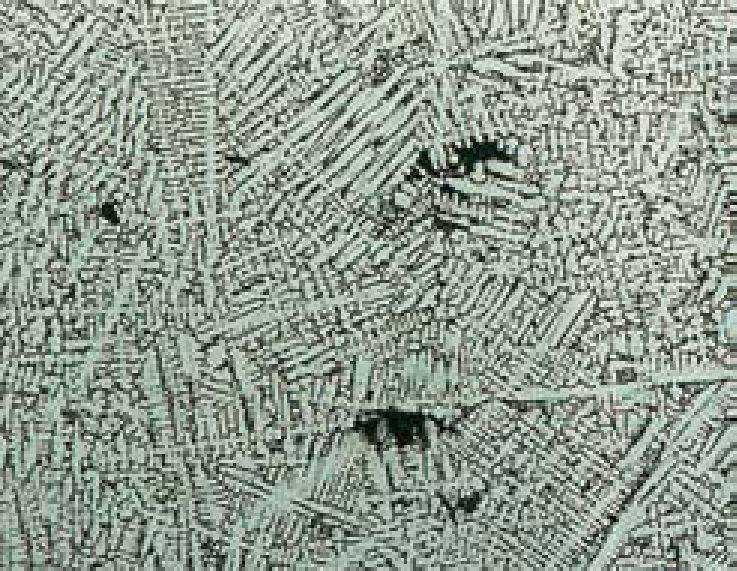
Результат отливки отчетливо указывает на наличие разных кристаллических структур. В то время как в нижнем участке слева на фотографии в растровом микроскопе расплав еще не был нагрет до температуры литья, в шлифе центрального участка обнаруживаются первые дендритные структуры, образовавшиеся из-за перегрева. В остальных участках можно видеть очень хорошую, тонкую структуру сплава. Становится отчетливо видно: во время нагревания сплава возникает повышенное сопротивление. Это приводит к более высокому индуктивному потреблению напряжения, исключая возможность равномерного нагревания. По этой причине не рекомендуют отливать благородный металл при нерегулируемых параметрах индуктора. Следующий недостаток наблюдается при сравнении с образцом 1 по микропористости. При центробежном литье вектор силы инерции, центробежной силы и силы тяжести действует вниз вправо, удлиняя путь расплава при заполнении полости. Это продолжается достаточно долго, пока 3 разнонаправленные силы не стабилизируются, уплотняя расплав. Плавка открытым пламенем + центробежная заливка Сплав расплавляют открытым пламенем согласно инструкции и заливают в центробежной установке, при правильно установленной собранной форме. При плавке открытым пламенем температура сплава не регулируема. Расплав в центре объема должен достичь температуры заливки. По этой причине расплав всегда перегрет снаружи (в месте контакта с пламенем), и из-за образования неметаллических включений алюмосиликата калия в процессе охлаждения расплава в этой области возникают дендритные структуры. Там, где пламя не имело контакта с расплавом, образуется очень хорошая структура сплава. При заполнении расплавом собранной формы, первой в литейную полость всегда попадает однородная фракция, и только после нее - перегретая при соприкосновении с пламенем часть расплава. По этой причине плавку открытым пламенем специально используют для легированных сплавов, чтобы этот перегретый металл не попал в каркас протеза, а остался в литниковой системе.
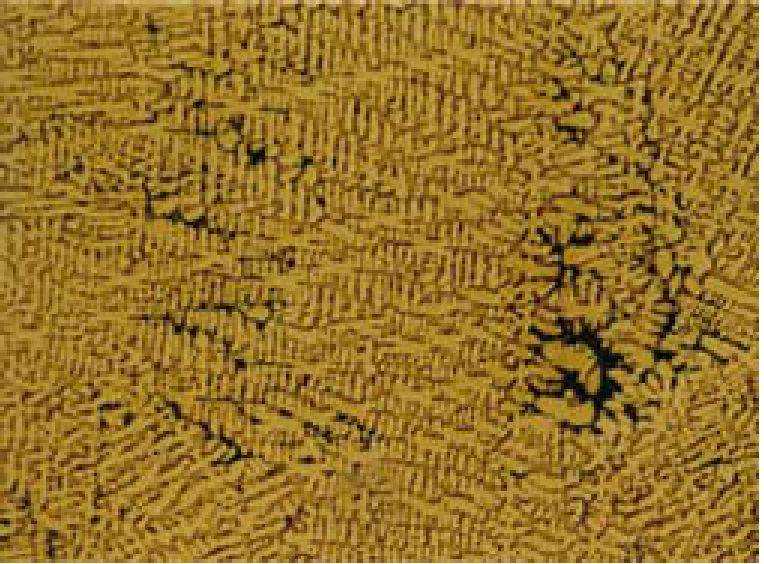
Плавка в печи сопротивления + заливка в вакууме Плавка в печи сопротивления и вакуумное литье дают возможность управлять процессом плавки, получая достаточно хорошую структуру сплава. Погрешности обычно возникают в незначительной мере при использовании сплавов невысокого качества и/или повторного использования сплава. При использовании таких литейных устройств следует учитывать также значительные затраты времени, так как передача тепла от нагревательного устройства требует очень большого времени и энергии для прогрева середины расплава. Нагревательные элементы плавильной печи в процессе эксплуатации изнашиваются, так что с течением времени отмечаются отклонения по температуре и, вследствие этого, значительные отклонения в производственном процессе. Для своевременного распознавания возникающих нарушений необходим постоянный контроль температуры. Эти отклонения могут возникать не только из-за нагревательного элемента, но и по вине термодатчика. Печи сопротивления не подходят для сплавов неблагородных металлов и сплавов для литья на огнеупорной модели. Плавка в печи сопротивления + центробежная заливка Особенности плавки сплава этим методом можно увидеть из пяти предыдущих сравнений. Центробежное литье способствует образованию микропор в структуре сплава, что уже объяснено в примере 2. |
Обзор способов литья и сравнение результатов литья
| Обзор способов литья 1. Открытое пламя + центробежная заливка Сплав расплавляют открытым пламенем и воздействием центробежной силы заполняют литейную полость. 2. Плавка в печи нагрева электросопротивлением + центробежная заливка Сплав расплавляют в печи нагрева электросопротивлением и центробежным вращением заполняют литейную полость. 3. Индукционная плавка + центробежная заливка Сплав расплавляют индукционным нагревом и воздействием центробежной силы заполняют литейную полость.. 4. Дуговая плавка + центробежная заливка Сплав расплавляют электрической дугой и центробежным вращением заполняют литейную полость. 5. Плавка в печи сопротивления + заливка под вакуумом Сплав расплавляют в печи сопротивления, после чего откачивают воздух и заполняют литейную полость расплавом. Окончательное заполнение достигается повышенным давлением. 6. Индукционная плавка + заливка под вакуумом Сплав расплавляют индукционным нагревом, после чего откачивают воздух и заполняют литейную полость расплавом, достигая окончательного заполнения полости формы и гомогенизации сплава при затвердевании воздействием повышенного давления. |