|
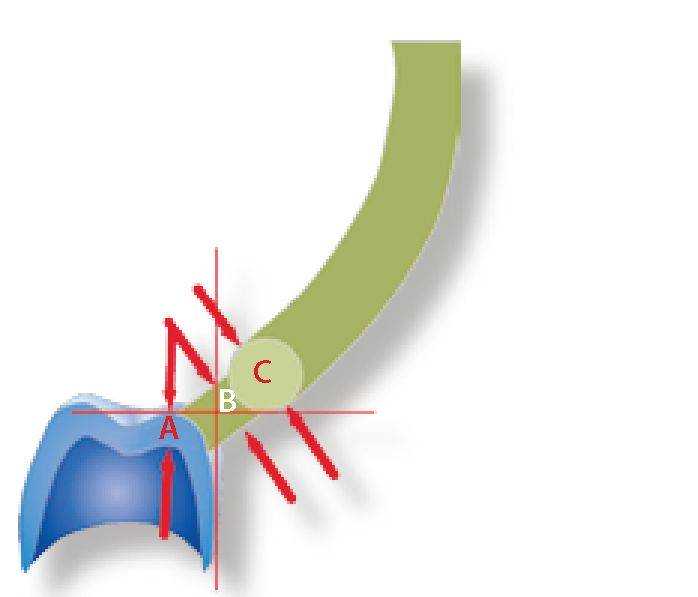
Литниковый канал, соединяющий коллектор с коронкой, мостовидным протезом или промежуточным элементом, называется «питатель». Однородность отливки очень сильно зависит от правильного определения размеров этих питателей „В". Учитывая то обстоятельство, что через них должен не только поступать расплав, но и выходить воздух из литейной полости, диаметр этого канала должен быть больше толщины отливаемой коронки „А". Диаметр питателя будет одинаковым и при центробежном, и при вакуумном литье.
При литье сплавов золота и выгорающих лигатур с высоким содержанием золота сплавов питатель должен иметь диаметр „В" приблизительно 1,5 раза больше толщины стенок коронки „А". При небольшом выгорании, использовании сплавов на основе палладия или неблагородных металлов, диаметр питателя „В" должен быть примерно вдвое больше толщины стенок коронки „В". Минимальный диаметр питателя при литье сплавов благородных металлов - 2,5 мм, при литье серебряно-палладиевых или неблагородных сплавов - 3 мм. При литье промежуточных элементов мостовидных протезов диаметр питателя зависит от поперечного размера „А" отливки. При этом определяют только его объем. Диаметр коллектора „С" должен быть не менее диаметра „А" отливаемого промежуточного элемента. С учетом значительного воздушного обмена рекомендуется изготавливать соединительный канал диаметром 3,5 мм и коллектор диаметром 5 мм. При литье промежуточных элементов мостовидных протезов правильное определение размеров коллектора зависит от диаметра „А" отливки, а при литье коронок и цельнолитых мостовидных конструкций - от диаметра питателей. Однако в любом случае диаметр питателя должен быть не менее 2,5 мм, иначе возникнут проблемы воздушного обмена. При этом коллектор должен иметь диаметр 4 мм. При диаметре питателя от 3 до 3,5 мм, диаметр коллектора должен составлять 5 мм.
Литниковые каналы - текучесть расплава На представленной рядом серии фотоснимков литейная полость в собранной форме снабжена системой литниковых каналов для вакуумного литья. Характер заполняемости идентичен при использовании вакуумного и центробежного литья. Изменяется только расстояние между коллектором и заливочной воронкой. Фазы 1 и 2: При вакуумном литье в литейной полости находится разреженный воздух, так что расплав под воздействием силы тяжести затекает гомогенно и компактно Начальное увеличение сопротивления вызвано высокой температурой и состоянием остаточного воздуха. При центробежном литье расплав затекает вследствие активного внешнего воздействия, на которое не влияет ни укороченный литниковый канал, ни возникающее сопротивление воздуха.
Фаза 3: Нарастающее противодействие сжатого остаточного воздуха способствует непрерывному и компактному заполнению расплавом. Это касается как вакуумного, так и центробежного литья.
Фаза 4: Противодействие сжатого остаточного воздуха становится настолько сильным при резком повышении температуры во время затекания расплава, что вначале заполняется весь коллектор, и только после этого расплав заполняет литейную полость каркаса протеза.
Фаза 5: В этой фазе при обоих способах литья достигают момента, при котором давление затекающего расплава уравнивается с давлением остаточного воздуха. Он не может моментально быть вытеснен расплавом из литейной полости. Таким образом воздух замешивается в расплав.
Фаза 6: Противодействие остаточного воздуха вследствие затекания расплава мгновенно ослабевает, так как воздух уходит в направлении заливочной воронки. По этой причине необходимо, чтобы питатель между коллектором и литейной полостью имел не слишком малые размеры, способствующие нормальному воздушному обмену. Для достаточной толщины в месте прикрепления диаметр канала всегда увеличивают вдвое.
Фаза 7: Теперь давление сжатого остаточного воздуха снова растет из литейной полости в направлении заливочной воронки. Поэтому очень важно, чтобы при вакуумном литье каналы между заливочной воронкой и коллектором имели одинаковые размеры, иначе воздухообмен может не произойти. Это не касается центробежного литья, основанного на внешнем силовом воздействии вращающейся центрифуги. Фаза 8: После этого остаточный воздух выходит через литниковый канал в заливочную воронку наружу. По этой причине при вакуумном литье заливочную воронку можно заполнять только очень незначительно. Иначе возникают проблемы заполнения, так как выход воздуха очень затруднен. При центробежном литье это не имеет значения.
Фаза 9: Теперь литейная полость заполнена расплавом. Однако воздухообмен в ней в процессе заливки питателя будет иметь различный характер в промежуточных элементах значительного объема или в ажурных коронках. В литейной форме промежуточного элемента содержится объем воздуха, для вытеснения которого нужно больше времени, чем в тонкостенном колпачке. Чем больше времени нужно для затвердевания расплава, тем более зернистую структуру будет иметь отливка.
Практический пример: коллектор - блок из шести фронтальных коронок Этот фронтальный протез покрывает коронками и объединяет в блок культи шести зубов. Для изготовления питателей была выбрана восковая проволока диаметром 2,5 мм, а для коллектора - диаметром 4 мм. Так как эту работу отливали в индукционной вакуумной печи, литниковые каналы между коллектором и заливочной воронкой имеют тот же диаметр 4 мм. Вес сплава устанавливается точным взвешиванием воска, чтобы расплав достигал верха заливочной воронки, но не переполнял ее. При таком уровне заполнения металл расплавляется при индукционной плавке так же, как и при плавке открытым пламенем. Однако при плавке открытым пламенем большой суммарный объем литниковой системы не дает возможности заполнить протезную полость расплавом. Горизонтальная проекция отлитого каркаса демонстрирует идеальное направление литниковых каналов, причем их раздвоение начинается от центра собранной формы. Канал, идущий от заливочной воронки к коллектору, должен быть точно зафиксирован в определенном месте, чтобы он состыковался с коллектором между питателями двух внешних коронок. Это гарантирует очень хорошее распределение расплава при заполнении. При литье сплавов неблагородных металлов следует обращать внимание на то, чтобы питатели между каркасом протеза и коллектором были не менее 3 мм длиной и 4 мм диаметром, а подводящие каналы заливочной воронки - не менее 3,5 мм. коллектор боковой мостовидный протез На культи опорных зубов 13 и 14 этого мостовидного протеза изготовлены колпачки для облицовки керамикой, отсутствующие зубы 15 и 16 восстановлены промежуточными элементами, на культе зуба 17 смоделирована цельнолитая коронка. Все перечисленные фрагменты объединены в монолитную конструкцию мостовидного протеза. Коллектор имеет диаметр 4 мм, так как диаметр промежуточных элементов составляет тоже 4 мм. Таким образом, обеспечено достаточное снабжение литейной полости расплавом. В области промежуточных элементов длина питателей определена расстоянием между коллектором и каркасом мостовидного протеза, и составляет 3 мм. Каркас отливали вакуумным методом, поэтому литниковый канал, идущий к заливочной воронке, имел такой же диаметр. На рисунке показано расположение литникового канала точно по центру формы, что создает условия для хорошо сбалансированного охлаждения и затвердевания отливки. В итоге, длина питателей между литейной полостью и коллектором обеспечивается контролем перекрестия. Такие же параметры литниковая система должна иметь при отливке идентичной конструкции протеза из неблагородного сплава с учетом толщины воска в месте крепления штифтов. Диаметр питателей от каркаса протеза к коллектору - по меньшей мере 3 мм, самого коллектора - минимум 4 мм, и между коллектором и заливочной воронкой - минимум 3,5 мм.
Литниковая система - избегайте ошибки! Пример 1 Это некачественное литье (рис. 1a) вызвано следующими причинами: Слишком много каналов литниковой системы =правильно Тонкие каналы = ошибочно И то и другое не было причиной этого литейного брака. Это правильно -достаточно меньшего количества питателей и меньшей толщины. Диаметра питателей для литья коронок вполне достаточно. Место крепления добавляет толщину коронке. Те же самые причины повторно. В этом случае (рис. 1б) причины следующие: Литниковый канал и коллектор хорошие = ошибочно Тонкие каналы = ошибочно Отчаяние зубного техника можно понять, если по этим причинам работа снова не удается. Потому что правильно: полное заполнение заливочной воронки было ошибкой. Вытеснение воздуха из полости формы при вакуумном литье и выход через заливочную воронку невозможен из-за ее переполнения. Идентичное заполнение и при литье мостовидного протеза на рис. 1 б: только без переполнения заливочной воронки. Проблема затекания расплава полностью устранена. Идеальное расположение литников (рис. 1 в) было бы при соединении 4 отливаемых коронок питателями диаметром 3 мм к коллектору. Диаметра коллектора 4 мм вполне достаточно. Форма заполненной заливочной воронки показывает, что речь идет о вакуумном литье. Таким образом, от заливочной воронки к коллектору будет использован тот же самый диаметр литникового канала 4 мм. После этого точно взвешивают сплав, чтобы при плавлении он достигал заливочной воронки, но не переполнял ее. Это способствует получению очень качественной и однородной отливки.
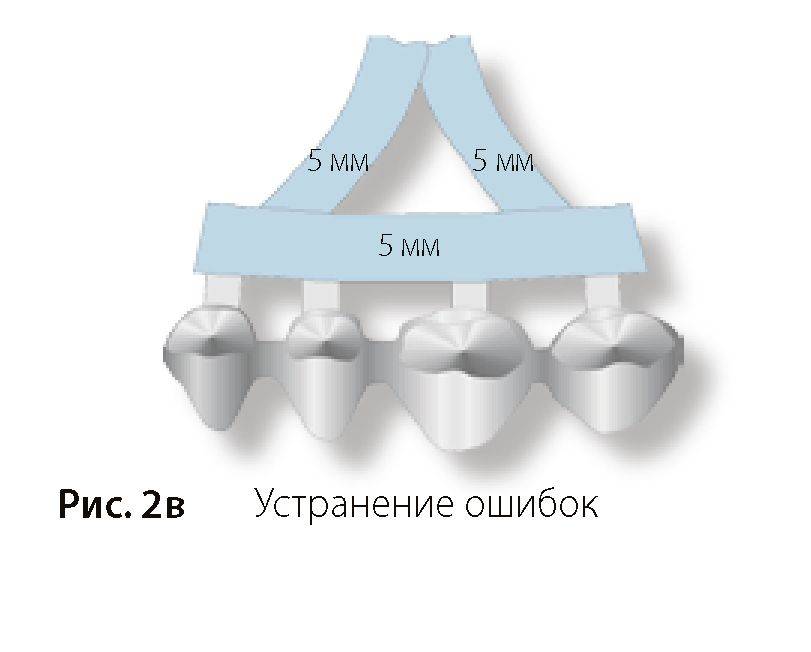
Пример 2 Низкое качество этой отливки обусловлено следующими причинами: Литниковый канал слишком тонкий = относительно верно Поперечный канал слишком тонкий = относительно верно Причины правильны только отчасти. Указанные факторы в данном случае не явились причиной снижения качества отливки. Отливка (рис. 2a) выполнена со следующими параметрами: коллектор имеет диаметр 4 мм, питатель между резервуаром и отливаемым каркасом - 3,5 мм. Каналы заливочной воронки также изготовлены диаметром 3,5 мм. В этом случае (рис. 2б) очевидна ошибка при литье. Для вакуумного литья слишком переполнена заливочная воронка и укорочены каналы между коллектором и заливочной воронкой, что было ошибочным. Этот диаметр каналов применяют только при центробежном литье. При этом диаметры каналов уменьшаются по направлению к заливочной воронке отливки. Форма заполненной заливочной воронки показывает, что речь идет о вакуумном литье. Питание отливки нельзя считать оптимальным. Это литье не выдерживает критики при исследовании шлифов под микроскопом. Идеальные условия для заливки (рис. 2в) были бы созданы, исходя из толщины промежуточной части отливаемого мостовидного протеза, при диаметре питателей от 3,5 мм. В этом случае диаметр коллектора должен составлять 5 мм. Вакуумное литье предусматривает изготовление питающих каналов от заливочной воронки к коллектору также диаметром 5 мм. После этого точно взвешивают сплав (исключая переполнение заливочной воронки), чтобы расплав после застывания достигал нижнего края воронки. Таким образом, все проблемы устранены.
Избегайте ошибок! Пример 3
Изготовление литниковой системы из стандартных восковых заготовок для вкладок и накладок (рис. 3a). Остатки формовочной массы и оксидный слой удаляли после разупрочнения формы химическим способом. Размеры литниковых каналов явно увеличены, вкладки и накладки расположены в той же самой плоскости, что и коллектор.
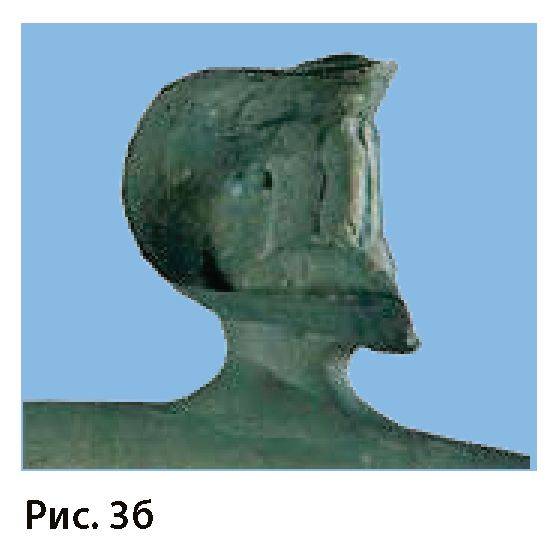
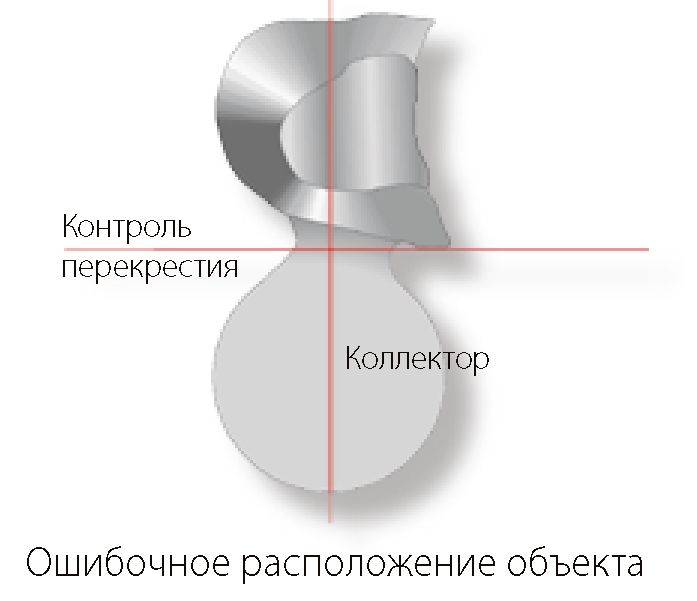
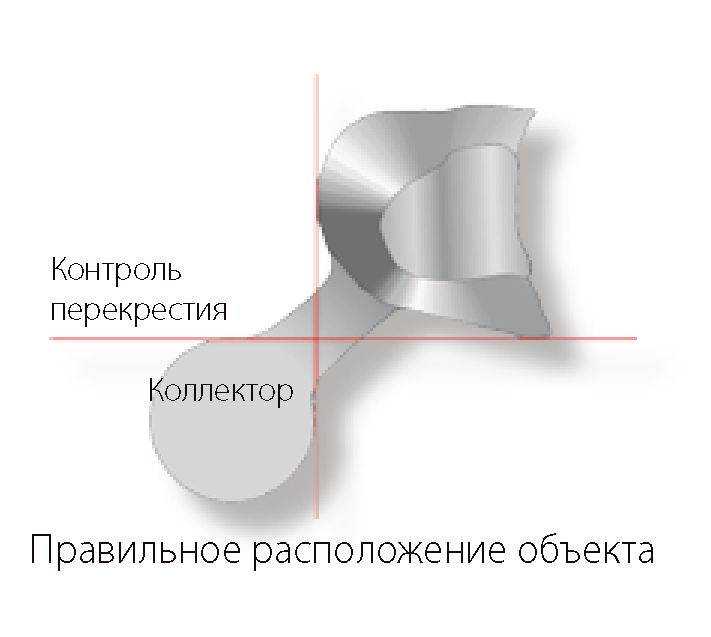
Ошибочное размещение отливаемых конструкций (рис. 3б) точно по коллектору в этом случае очевидно. Здесь не может происходить никакого направленного к центру охлаждения расплава и доходит до контрвсасывающих эффектов между отливкой и коллектором, вследствие чего ухудшается структура сплава и возникает опасность образования усадочных раковин. Внешне не может быть видно, имеет ли отливка однородное строение (рис. 3в). Если возникает втянутая усадочная раковина, это видимое повреждение, в то время как нарушение структуры сплава не может быть установлено без разрушения отливки. Повреждение структуры сплава полностью исключает гомогенность и биосовместимость отлитого каркаса зубного протеза даже в том случае, когда идет речь о так называемом биосплаве. На этом отлитом объекте не только система литниковых каналов полностью преувеличена в размерах, но и переполнена заливочная воронка, чего не должно быть при вакуумном литье. Вследствие этого очень велик риск брака отливки. Ошибочное прикрепление; вкладка расположена точно в плоскости коллектора; это исключает направленное охлаждение и равномерное затвердевание расплава. Возникает опасность получения неоднородного и, следовательно, не биосовместимого зубного протеза. Коллектор имеет слишком большой размер. Правильное питание; правильное расположение вкладки и коллектора в собранном виде. Гарантировано идеальное направленное охлаждение и равномерное затвердевание, структура становится гомогенной и зубной протез обладает полной биосовместимостью. |
Литниковый канал.Практический пример.Ошибки.
| Литниковый канал
При креплении литникового канала к коллектору необходимо учитывать способ литья. При вакуумном литье литниковый канал имеет такой же диаметр, как коллектор, служащий резервуаром снабжения, так как при вакуумном литье давление оказывает очень незначительное влияние, обусловленное только действием силы тяжести. При центробежном литье диаметр литникового канала должен быть уменьшен по сравнению с диаметром коллектора. Если коллектор выполнен диаметром 5 мм, то литниковый стояк, соединяющий его с заливочной воронкой, должен иметь диаметр 4 мм. Если используют коллектор диаметром 4 мм, диаметр литникового канала должен быть уменьшен до 3,5 мм, а при диаметре коллектора 3,5 мм - до 3,0 мм. Под воздействием противоположно направленных сил (центробежной, центростремительной и силы тяжести), структура расплава стабилизируется и уплотняется за счет сужения канала, подводящего к коллектору. В противном случае может возникнуть эффект обратного потока и привести к возникновению пористости в области перехода широкой части литниковой системы в узкую.
Питатель |
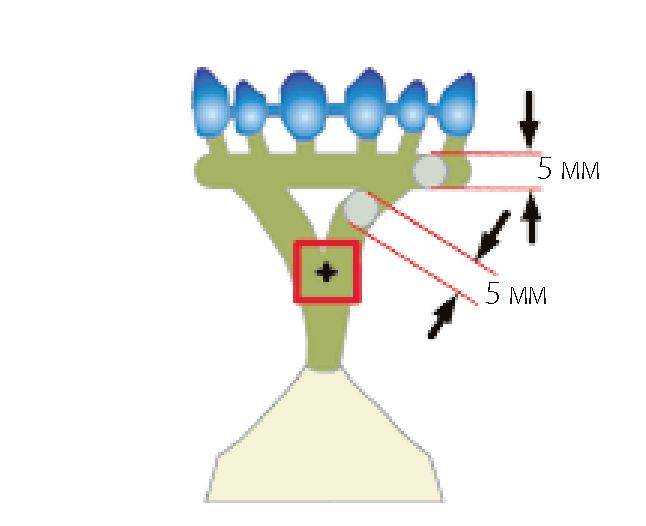
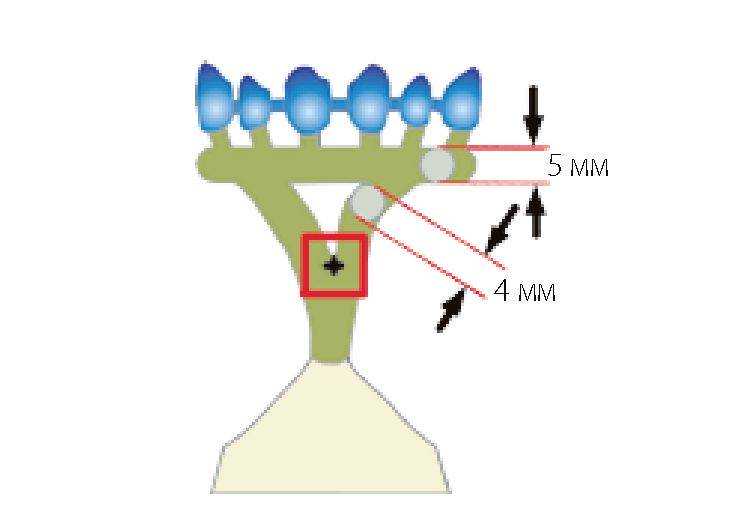
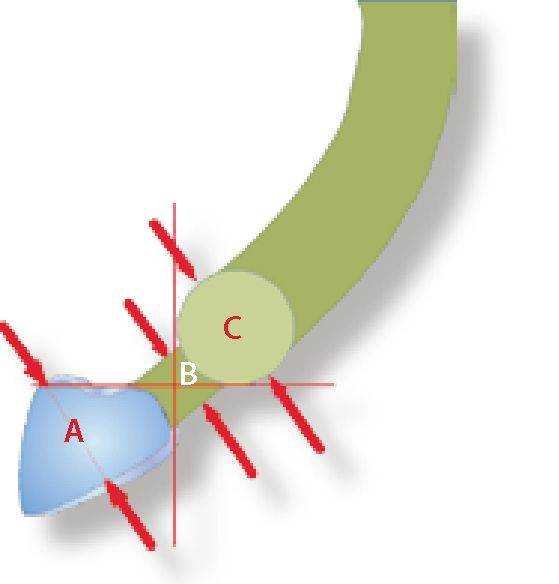
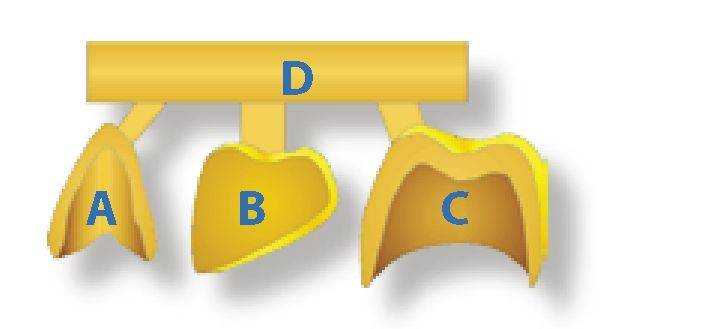
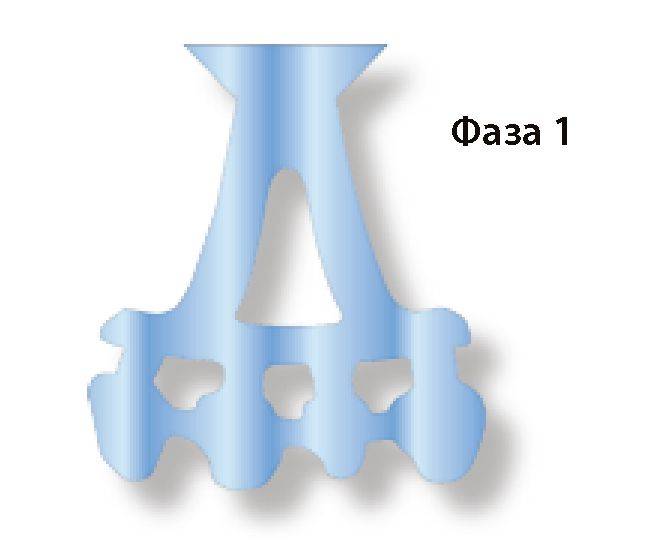
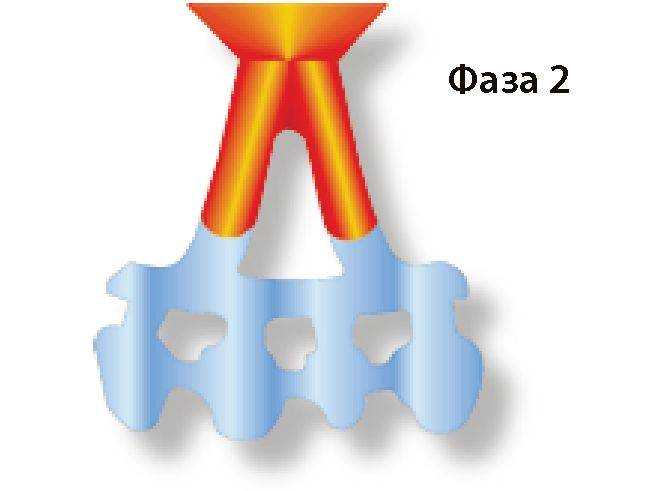
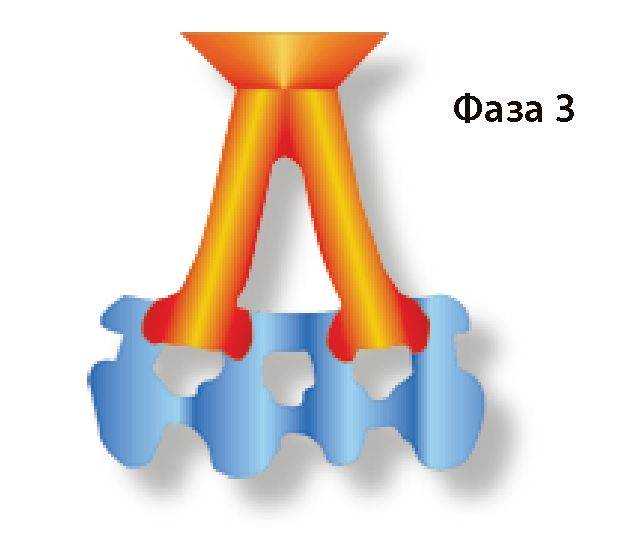
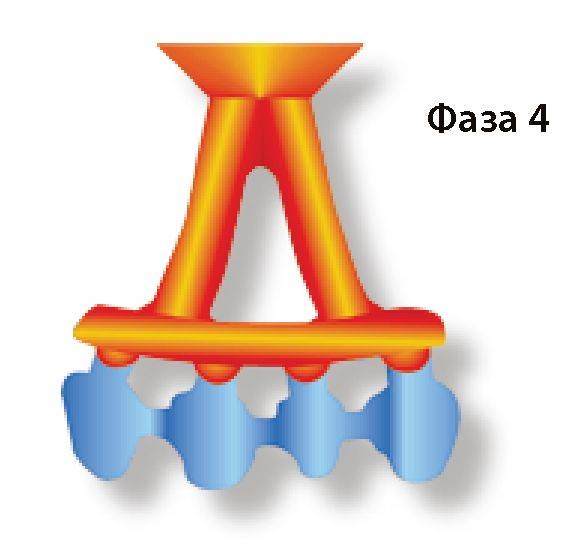
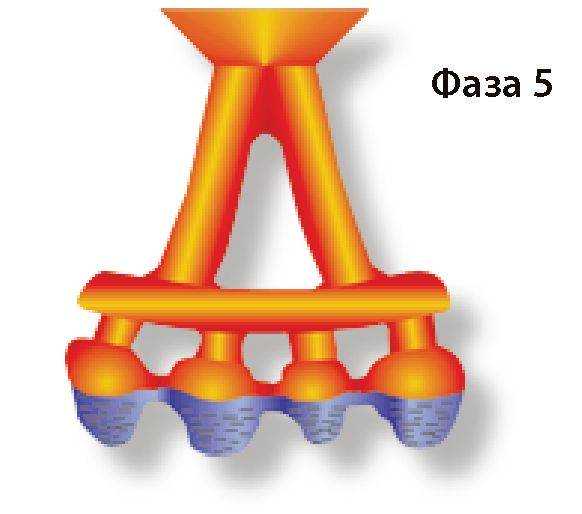
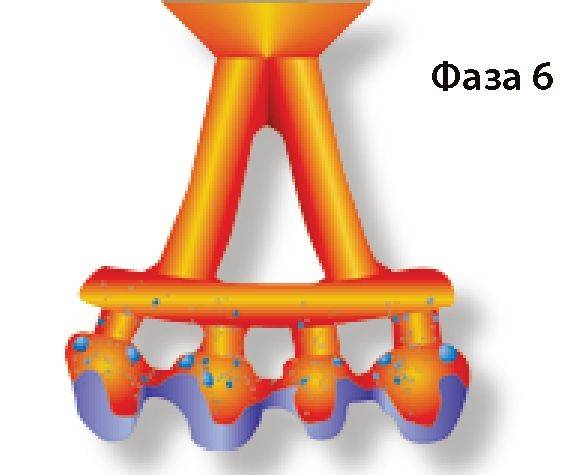
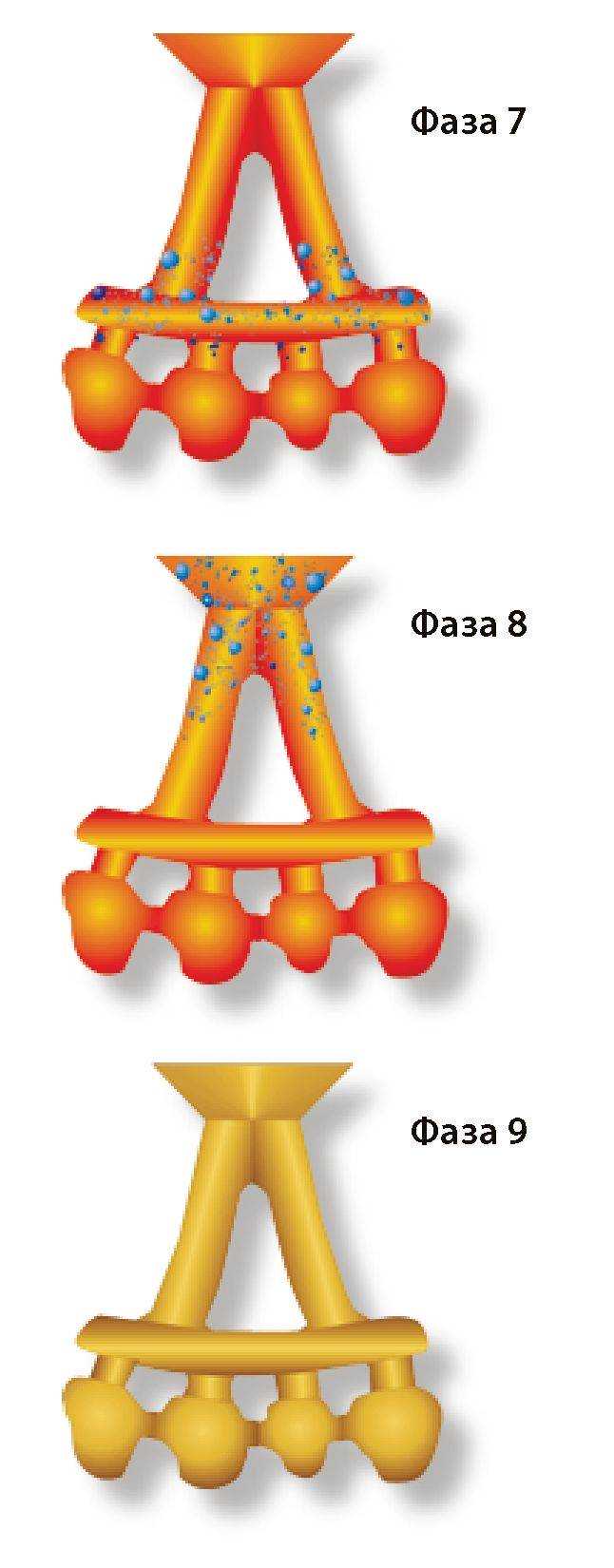
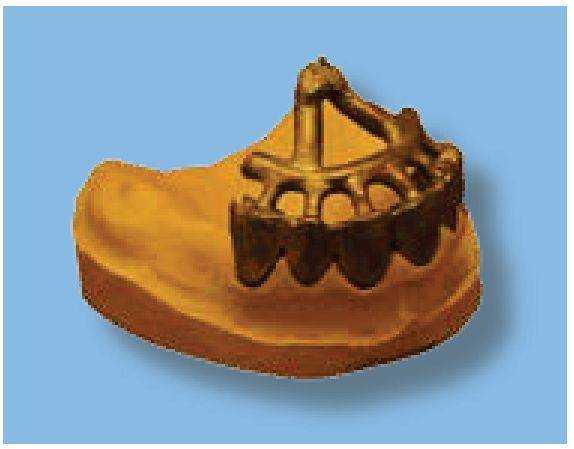
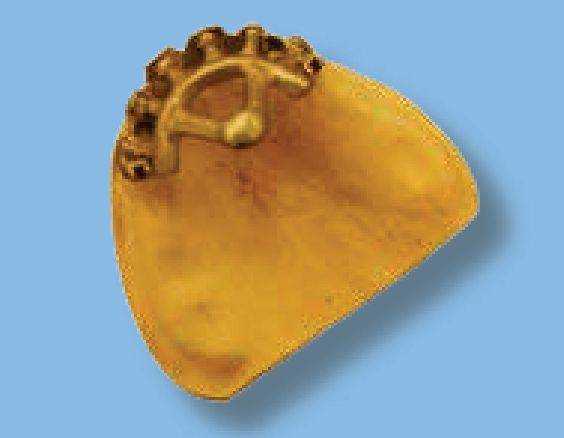
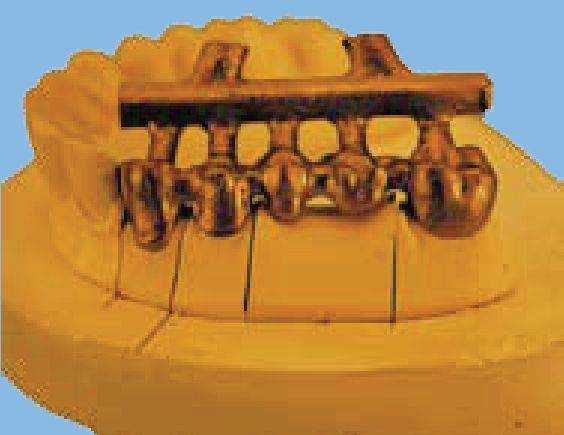
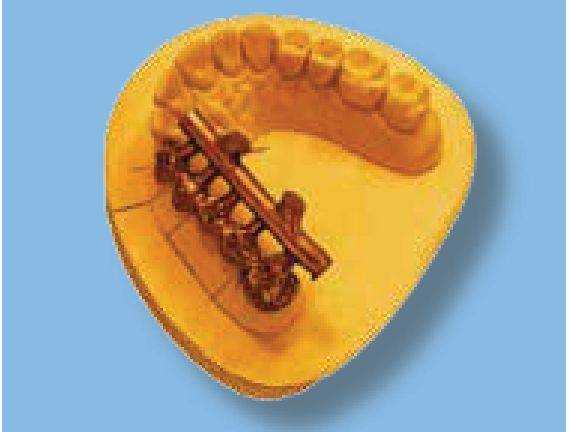

 Рис. 1б
Рис. 1б  Рис. 1в
Рис. 1в