|
Применение восковых заготовок деталей для bredentтехники литья по Sabath дает значительную экономию времени. Кроме того, заданные размеры готовых восковых деталей позволяют получить точную однородную отливку. |
|||||||||||||||||||||||||||||||||||||||||||||||
Правильный выбор литникового канала при центробежном литье
| Правильный выбор литникового канала при центробежном литье
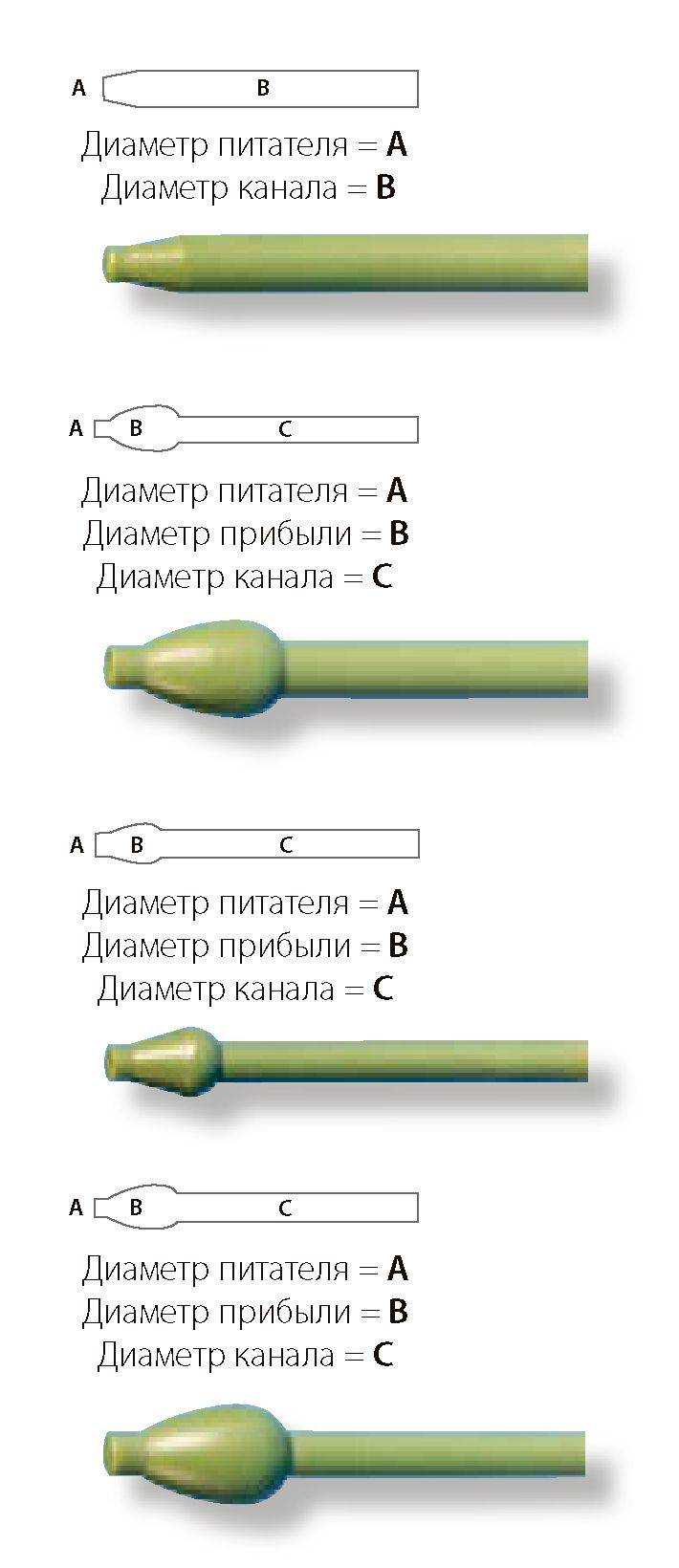
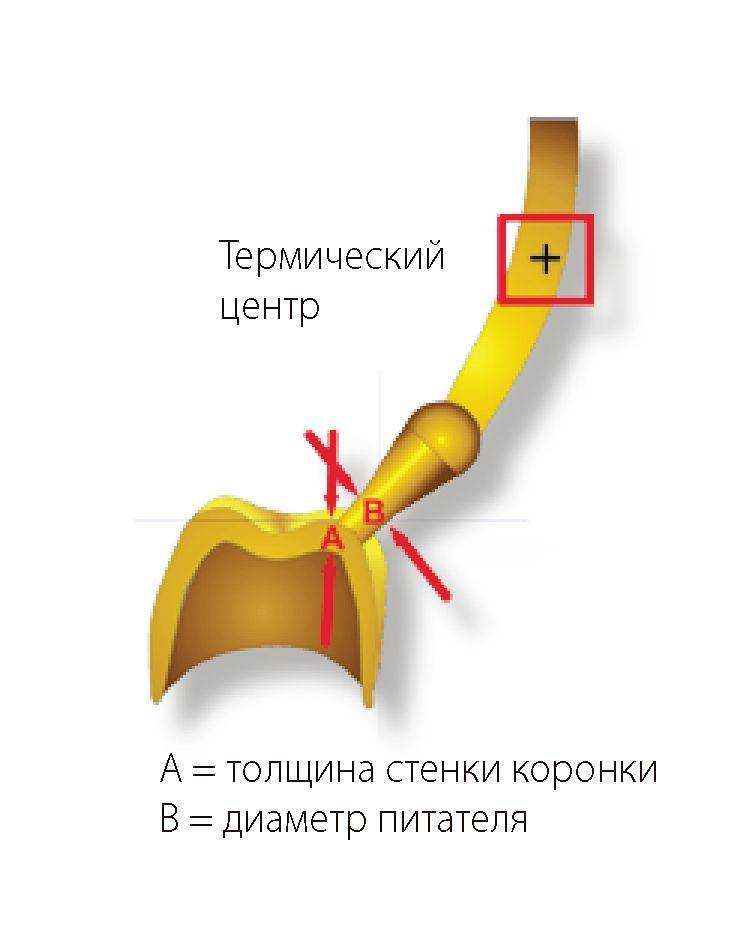
Исходный диаметр и определение размеров прибыли при центробежном литье имеет общие с вакуумным методом принципы только в части затвердевания расплава. При центробежном литье диаметр литникового канала B, как и при вакуумном литье, должен соответствовать толщине стенки коронки A, и ни в коем случае не может быть менее 2,5 мм.
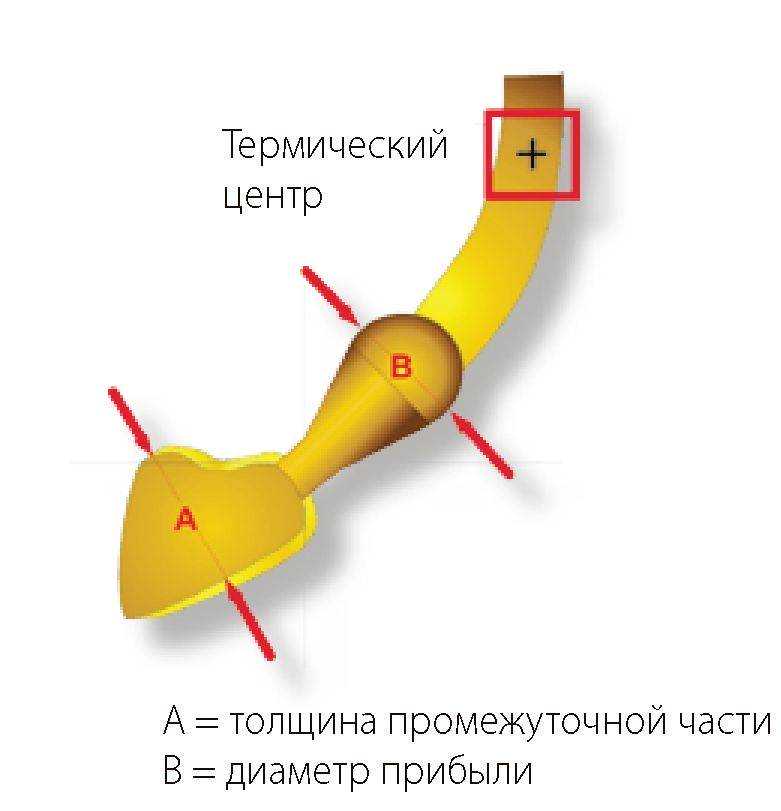
Размеры прибылей при bredent-технике литья по Sabath определены исходной величиной изготовленных из воска элементов протеза. Однако, в отличие от вакуумного литья, сокращается длина литникового канала между прибылью и заливочной воронкой. Уменьшение подводящего литникового канала необходимо, чтобы стабилизировать противоположные силы воздействия (центробежная сила - как основная, центростремительная и сила тяжести) и предотвратить эффект образования завихрений в литниковом канале. При центробежном литье диаметр прибыли B должен быть равен диаметру A промежуточного элемента. Это равным образом относится ко всем видам сплавов, идет ли речь о литье золота, выгорающей лигатуры благородного металла или неблагородных сплавов. Обратите принципиальное внимание на правильное изготовление литникового канала: при bredent-технике литья по Sabath независимо от технологии плавки в сомнительных случаях лучше всегда выбрать несколько больший диаметр. Чем меньше удельный вес сплава, тем больше должен быть диаметр литникового канала. При литье сплавов на основе неблагородных металлов или серебра литниковый канал не делают тоньше 3,5 мм.
Восковые заготовки литниковой системы для bredent-техники литья по sabath имеются на складе в следующем ассортименте размеров. |