|
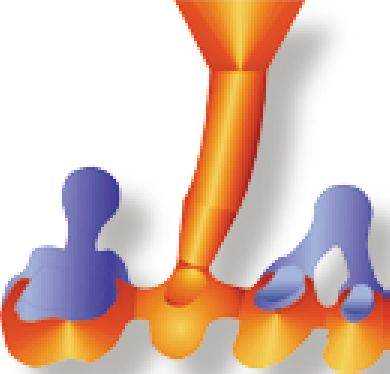
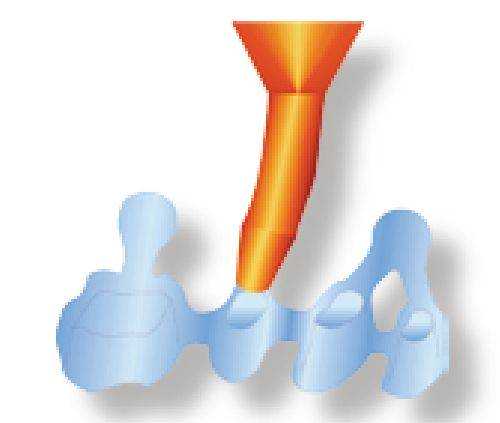
Расплав поступает в заливаемую форму при вакуумном литье под действием силы тяжести, а при центробежном литье - под действием центробежной и центростремительной сил. Благодаря сопротивлению имеющегося в литейной полости воздуха, заливаемая форма очень равномерно заполняется расплавом. Вначале заливаются края коронок, затем расплав поднимается к жевательной поверхности или режущему краю и начинает вытеснять остаточный воздух в прибыль. Одновременно повышается противодействие воздуха, способствуя уплотнению расплава. В этой фазе происходит изменение глубины вакуума. Вакуум снижается и одновременно в течение одной секунды давление повышается до 2,5 бар, дожимая расплав в оставшиеся незаполненными участки литейной полости. При центробежном литье воздействие центробежной силы повышается за счет ускорения вращения кронштейна центрифуги.
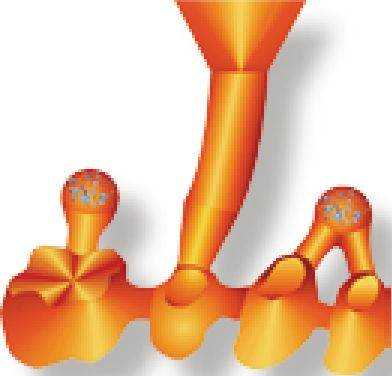
Теперь оставшийся воздух вытесняется и перемещается в прибыль под действием силы поступающего в заливаемую форму расплава. Во время всего процесса заливки, расплав уже оптимально уплотнен непрерывно повышающимся давлением сжимаемого воздуха.
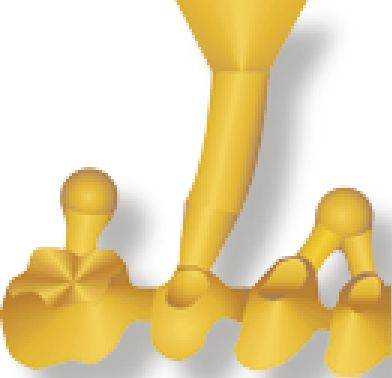
Дальнейшее поступление расплава позволяет окончательно заполнить литейную полость каркаса и вытеснить сжатый воздух из прибыли в формовочную массу. При bredent-технике литья по Sabath сжатый остаточный воздух не перемещается из литейной полости по системе литниковых каналов и оказывает постоянное уплотняющее действие на расплав во время заливки. После заливки и выдержки форму извлекают из литейного устройства и устанавливают вниз заливочной воронкой на шамотном камне до полного охлаждения. |
Выполнение литья каркаса мостовидного протеза bredent -техникой литья по Sabath
| Выполнение литья каркаса мостовидного протеза bredent -техникой литья по Sabath
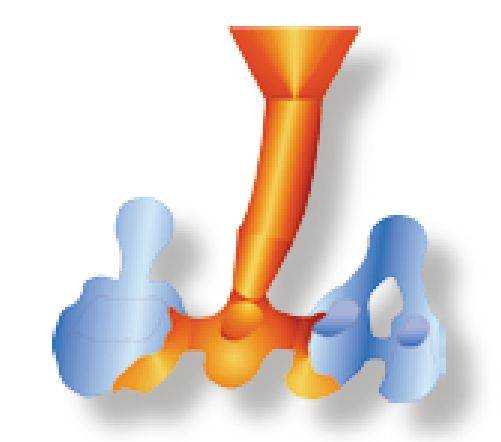
Литейная полость собранной формы с литниковой системой для вакуумного литья с последующим воздействием давления. При центробежном литье используются только литниковые каналы с прибылями. |