|
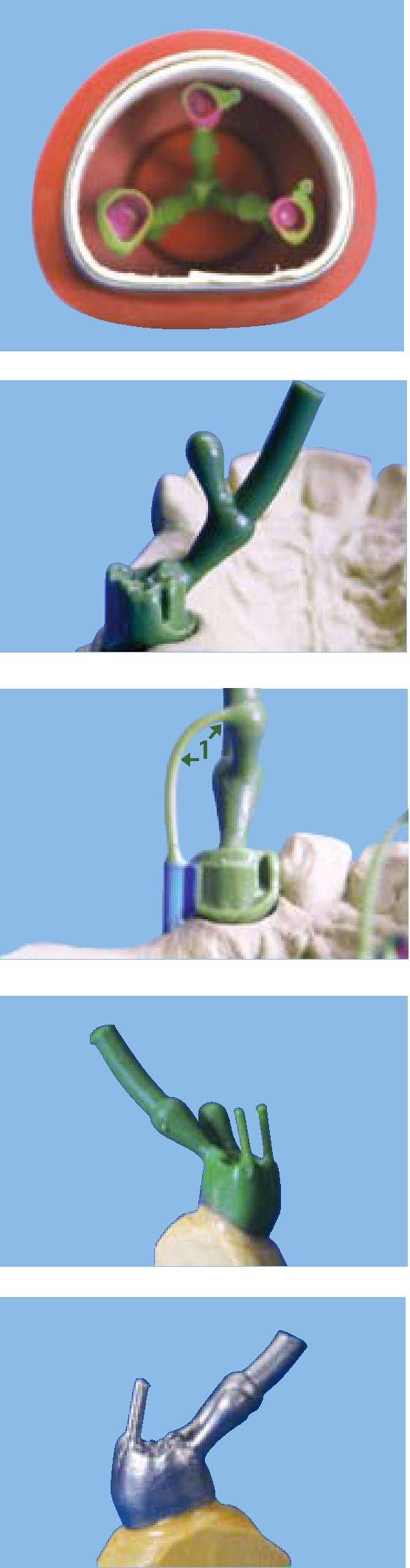
При литье вкладок или коронок однородность отливки достигается выполнением условий направленной кристаллизации. Модель располагают в литейной форме таким образом, чтобы расстояние между восковой композицией и синтетическим полотном или наружным краем составило ~5 мм. Коллектор должен быть расположен в горизонтальной проекции значительно центральнее, чем вкладка или коронка. Если отливают первичные детали телескопических конструкций или одиночные коронки, необходимо создать условия для выхода воздуха из литниковых каналов в прибыль, чтобы он не вытеснялся в края коронок. Это особенно заметно при фрезеровке или припасовке внешних (вторичных) телескопических коронок. Такая конструкция литниковой системы позволяет получить очень однородную структуру поверхности литья и отличный результат при фрезеровке этих конструкций с острыми кромками. Если к коронке или первичной телескопической конструкции прикреплены какие-нибудь вспомогательные элементы, рекомендуется снабжать их дополнительными вентиляционными восковыми проволочками диаметром 1 мм, прикрепленными расплавленным воском к верхней части прибыли на литниковом канале. При изготовлении литниковой системы для цельнолитой коронки, литниковый канал устанавливают на самый массивный бугор под углом 45° к центру литейной формы. Прибыль фиксируют ко второму по величине бугру параллельно литниковому каналу. При литье массивных цельнолитых коронок или накладок из тугоплавкой выгораемой лигатуры или неблагородного сплава, рекомендуется вертикально размещать на щечных буграх по одной восковой проволоке диаметром 1 мм и длиной 15 - 20 мм в качестве охлаждающих ребер для ускорения кристаллизации и получения очень гладких и однородных поверхностей.
|
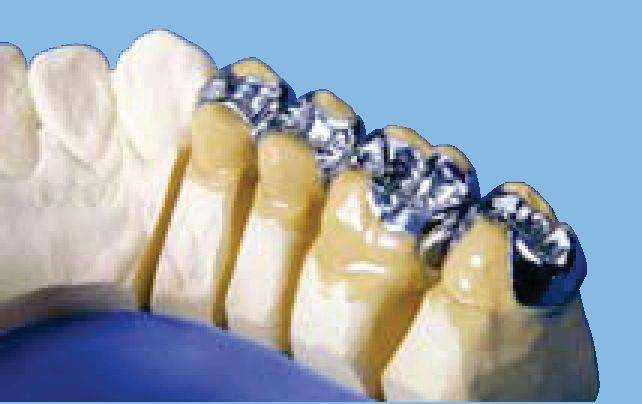
Примеры правильной установки литниковых каналов при литье вкладок и коронок
| Примеры правильной установки литниковых каналов при литье вкладок и коронок bredent-техникой литья по Sabath При литье вкладок, накладок или отдельных коронок отсутствует движение воздуха по литниковым каналам. Весь остаточный воздух должен вытесняться в литейную форму. При литье вкладок вытеснение остаточного воздуха происходит преимущественно в области краев. По этой причине вкладки при оценке состояния краев в микроскопе имеют большей частью неудовлетворительную структуру и шероховатость поверхности. Чтобы получить гладкие и однородные края, литниковый канал снабжают дополнительной прибылью, выводящей воздух в сторону, противоположную движению расплава. В нее вытесняется практически весь остаточный воздух из литникового канала. Обязательно нужно обратить внимание на то, чтобы коллектор литникового канала с прибылью был расположен значительно центральнее, чем отливаемая вкладка, и выполнял функцию отводящего воздух канала.
|