этом следует предусмотреть, чтобы они располагались после загипсовки в центре кюветы. Модели приливают раплавленным воском к боковым стенкам кюветы, обеспечивая прочную фиксацию. Горячим шпателем обрезают выводные литники на уровне нижнего края кюветы. Ставят ее в вертикальное положение и проверяют расположение входных литников. Если необходимо, концы их разогревают и осторожно, чтобы не отломать, пригибают к центральной части кюветы. Следующей манипуляцией является нанесение «рубашки» из прочного гипса на восковую поверхность аппарата и литников. Не ожидая полной кристаллизации «рубашки», в резиновой чашке подготавливают гипс с песком и заполняют всю кювету, проводя легкую вибрацию.
Остальные манипуляции выполняют так же и в той же последовательности, как при работе с одноместной кюветой.
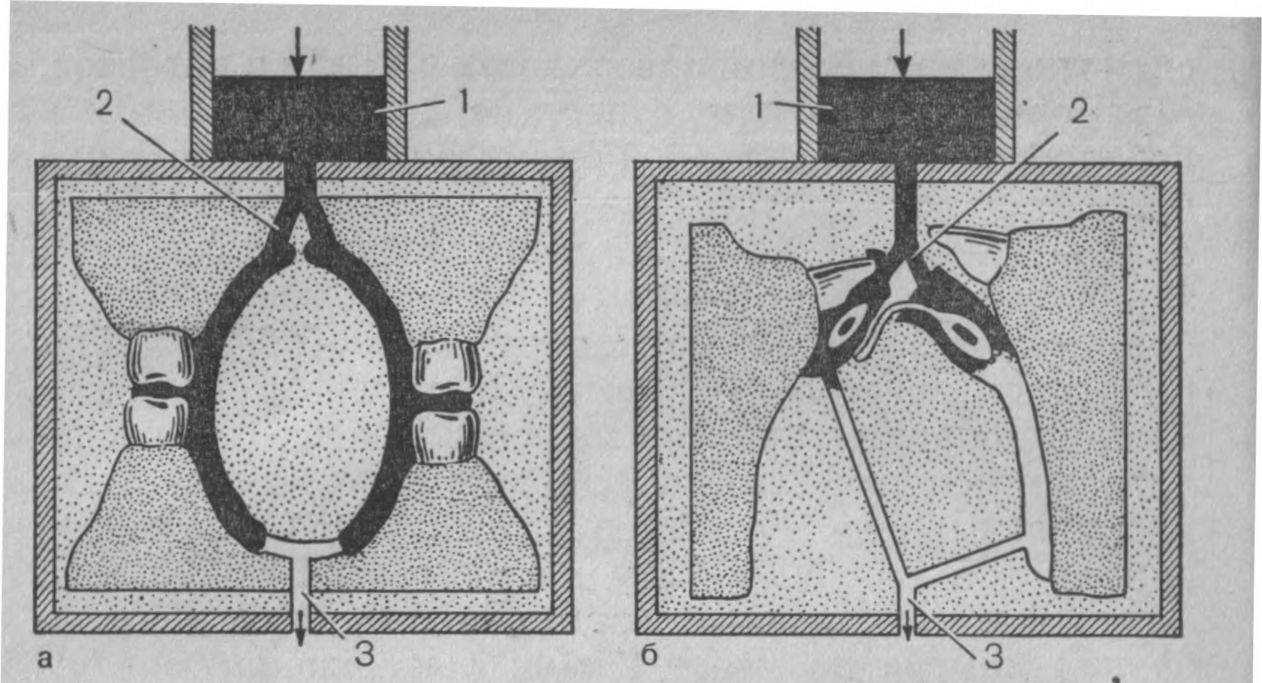
Изложенная методика изготовления ортодонтических аппаратов методом литьевого прессования в неразъемных кюветах в принципе не отличается от методики литья металлических базисов и дуговых протезов. Наш опыт показывает, что при внедрении описанной методики улучшаются качество и точность формы ортодонтических аппаратов. Производительность труда.
зубных техников на данном этапе повышается не менее чем на 15 % при работе с одноместной кюветой и не менее чем на 25 % при работе с двухместной кюветой.