В качестве примера приводим анализ работы бригады по изготовлению съемных зубных пластиночных протезов. В бригаде 5 зубных техников. На работу выписывается единый наряд. Каждый техник знает все технологические операции, но опыт работы и квалификация у них различны. Технологический процесс разделен на три операционных участка.
Первый участок. Обслуживает один член бригады. Он обеспечивает отливку моделей, загипсовку в окклюдатор, изготовление индивидуальных ложек и прикусных валиков. Подготавливает металлические части к протезам, изгибает кламмеры или готовит их из воска для передачи в литейную лабораторию, изолирует костные выступы и уплотненные участки слизистой оболочки.
Второй участок. Обслуживают два члена бригады. Они обеспечивают постановку зубов и моделирование, а после замены воска на пластмассу (на третьем участке) проводят окончательную обработку отмоделированных протезов и созданных ими границ.
Третий участок. Обслуживает один член бригады. Он проводит замену воска на пластмассу и полировку протезов.
Таким образом, на трех участках заняты четыре техника. Пятый зубной техник — бригадир. Бригадиром может быть наиболее опытный специалист. Тогда он работает на втором участке и осуществляет сложные постановки зубов, изготавливает сложные системы кламмеров, проводит работы, где требуются параллелометрия, использование артикуляторов, т. е. где необходимы опыт работы и учет индивидуальности в форме протезов. Бригадир может оказать помощь на любом из участков. Вместе с тем бригадиром может быть и не самый опытный специалист, но хороший организатор.
Закрепление техника на определенном операционном участке не означает, что он должен выполнять только указанные операции. Он может проводить и другие работы при условии, что на закрепленном участке выполнил технологические операции и обеспечил фронт работы другим членам бригады. Например, техник с первого участка может произвести постановку зубов.
В такой бригаде весь технологический процесс изготовления протезов сосредоточен в небольшом коллективе. Легко контролируется соблюдение технологии и качество исполнения работы. Например, техник, создавший первоначальную форму протеза из воска, затем оценивает ее качественное исполнение в пластмассе, так как после полимеризации обрабатывает протез.
Как показывает опыт, используя рационализаторские предложения и усовершенствованную нами технологию, бригада из пяти техников в течение рабочего дня изготавливает 22—24 съемных протеза: в среднем 7 полных протезов с пластмассовыми зубами (норма № 1, расценка 2 р. 11,5 коп.), 6 полных протезов с фарфоровыми зубами (норма № 12, расценка 4 р. 43,9 коп.), 6 частичных протезов с пластмассовыми зубами (норма № 5, расценка 1 р. 60 коп.) и 4 частичных протеза с фарфоровыми зубами (норма № 13, расценка 2 p. 60 коп.). Ежедневный заработок бригады колеблется от 60 до 65 руб. Ежедневная производительность труда от 140 до 160%.
Разделение суммы заработной платы по единому наряду в конечном итоге должно быть равномерным, потому что «Едиными нормами времени и расценок на зуботехнические работы» предусмотрена оплата не за технологические операции, а за время, на них затраченное. Коллектив бригады должен предусмотреть оплату за качество (квалификацию) исполнения.
Разделение заработной суммы с психологической и экономической позиции — вначале весьма сложный вопрос. В бригаде могут быть техники разной квалификации. У каждого индивидуальные особенности и скорость выполнения манипуляций. Надо, чтобы в бригаде эти особенности не ущемлялись и развивались в лучшую сторону.
Поясним примером. Один техник делает постановку зубов в полных съемных протезах за 30 мин, другой за 60. Следовательно, надо сохранить- возможность индивидуальной высокой производительности труда первого техника и в то же время бригада заинтересована, чтобы второй техник работал быстрее, поэтому первый техник передает ему свой опыт. Другой пример. Если заболел один из членов бригады, то он будет получать оплату по листку нетрудоспособности. Другой стал выполнять работу «его участка». Надо учесть всю выполненную работу вторым техником. Сделать это довольно просто, если иметь наряды специальной формы. Можно принять за основу форму, в которой имеется основной наряд и отрывные талоны с одним и тем же рабочим номером. Допустим, общая оплата по наряду 4 р. 20 коп. Один из техников помогал другому, проводил отделку протеза. Он отрывает талон и ставит на нем номер нормы 134 и расценку 0-30,2 коп. Собранные талоны предъявляются для оплаты. По мере того как члены бригады достигают одинакового уровня и темпа работы, бригада должна приступать к равномерному разделению заработка с учетом стажа и квалификационной характеристики техника. Иногда случается, что зубной техник с большим стажем работы и высокой квалификацией работает хуже, чем техник, имеющий II и III разряд. Тогда бригада имеет право поставить вопрос о соответствии квалификации.
Организация работы на участке замены воска на пластмассу. На загипсовку восковой композиции формы протеза в кювету, удаление воска, формование пластмассы и полимеризацию по утвержденным нормам времени затрачивается соответственно 13 мин (номер нормы 140)+ 12,5 мин (номер нормы 131)+9,48 мин (номер нормы 133) =34,98 мин (35 мин). Следовательно, один зубной техник должен в течение дня заменить воск на пластмассу у 14 протезов. По предлагаемой нами методике с использованием четырехместной кюветы удается в течение рабочего дня провести формирование и полимеризацию в 7 кюветах, т. е. 28 протезов. Производительность труда на этом этапе повышается в 2 раза. Наиболее значимой, обеспечивающей высокую производительность труда, является организация работы. Необходимо, чтобы все зубные техники к определенному времени подготовили все виды протезов к замене воска на пластмассу. Если в лаборатории мало зубных техников, то формирование протезов можно проводить через день, предусмотрев это в сроках исполнения работ.
Замена воска на пластмассу. Содержание работы. Установление 4-местных кювет. Размещение моделей в нижней рамке кюветы. Подготовка гипса с песком. Заливка в кювету.
Погружение моделей. Обработка поверхности гипса. Установка литников. Погружение нижней части кюветы в воду для создания изоляционного слоя. Установка верхней рамки кюветы. Подготовка гипса (лучше мраморного или супергипса) для создания «рубашки». Нанесение гипса на восковую форму протеза, удаление пор в межзубных промежутках. Подготовка гипса с песком. Заполнение верхней рамки кюветы. Установление прижимной плиты и загрузочной камеры, закручивание барашковых гаек, удаление излишков гипса с наружной поверхности кювет. Удаление воска и нанесение изоляционного покрытия. Помещение кюветы в кипящую воду на 10 мин, вскрытие кюветы, промывка струей горячей воды. Охлаждение на воздухе. Двукратное нанесение изоляционного покрытия (изокола) на рабочую поверхность и машинного масла в литники, удаление изокола с поверхности зубов. Проверка плотности смыкания полости кюветы и определение объема формуемой пластмассы, частичное раскрытие кюветы для удаления остатков воды, охлаждение в холодильнике. Подготовка и установка загрузочной камеры. Отмеривание порошка пластмассы и мономера, интенсивное перемешивание 40—60 с, охлаждение пластмассы 2—3 мин. Формовка, закрытие выводящих литников, уплотнение пластмассы с последующей выдержкой. Направленная полимеризация не менее 30 мин. Перенос в термокамеру для общей полимеризации на 90 мин при + 120°С. Постепенное охлаждение, извлечение протезов из кювет, раскрытие кюветы, выемка протезов, Удаление остатков гипса механическим путем, удаление литников, распределение протезов по нарядам. Очистка аппаратуры и подготовка ее для работы, освобождение деталей кюветы от остатков гипса, смазывание машинным маслом, размещение кювет в рабочие ячейки, подготовка посуды (стаканов, мерных цилиндров и т. п.), полиэтиленовой пленки, заготовка гипса, песка и других материалов.
На данном этапе может проводиться полимеризация протезов для других поликлиник или отделений города (если зуботехническая лаборатория централизована). Для учета работы следует иметь специальный журнал.
Примерный распорядок рабочего дня. Начало в 8.00, окончание в 17.00; обеденный перерыв 12—13 ч. Работа по подготовке замены воска на пластмассу начинается вечером накануне следующего рабочего дня (более подробно см. с. 107—108).
Примечание. С целью «перекрытия» рабочего времени целесообразно одновременно работать с двумя группами протезов: поступивших вчера (группа «А») и сегодня (группа «Б»), Целесообразно также использовать нерабочее время, например обеденный перерыв, для направленной полимеризации или охлаждение кювет после окончания работы.
Помимо указанного используются обычное оборудование и инструментарий, имеющиеся в зуботехнической лаборатории.
Экономическая оценка работы. Данные приведены на основании хронометражных исследований, проведенных при участии сотрудников Львовского филиала института экономики АН УССР. При этом учтены нормативные условия труда, организация и состояние рабочего места, состояние оборудования, время на второстепенные операции, являющиеся частью технологического процесса, время на отдых и личные надобности.
На данном этапе производительность труда зубного техника повышается вследствие того, что работы группируются, манипуляции объединяются и рабочее время «перекрывается», т. е. пока одна кювета вскрывается, другая в это время нагревается и т. п. При работе с 4-местными кюветами происходит значительный выигрыш времени (табл. 4).
Таблица 4.
Время, затрачиваемое при работе с 4-местными кюветами
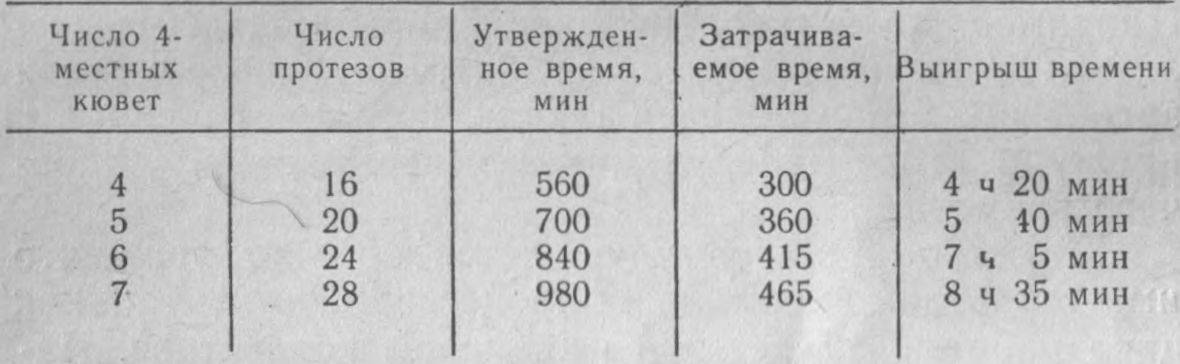
Из приведенных данных следует, что в течение рабочего дня (480 мин) зубной техник при выполнении трех технологических операций: загипсовка в кювету (номер нормы 130), формовка базиса (номер нормы 131) и полимеризация пластмассы (номер нормы 133),— используя 4-местные кюветы, выполняет две нормы.
Наиболее оптимальным рабочим вариантом является изготовление 24—28 протезов в б или 7 4-местных кюветах. Зубной техник при этом не утомляется и работает спокойно. Безусловно, в данном случае успех достигается не только за счет технологии. Большое значение имеют четкая организация работы, обеспеченность материалами, исправность оборудования.
При работе по описанной технологии на данном рабочем участке расход гипса уменьшается на 35—40% за счет использования песка, практически возвращается в производство весь воск, который был затрачен на создание восковых форм протезов. Экономятся электроэнергия и газ, и увеличивается использование оборудования, что снижает себестоимость рабочего места.