|
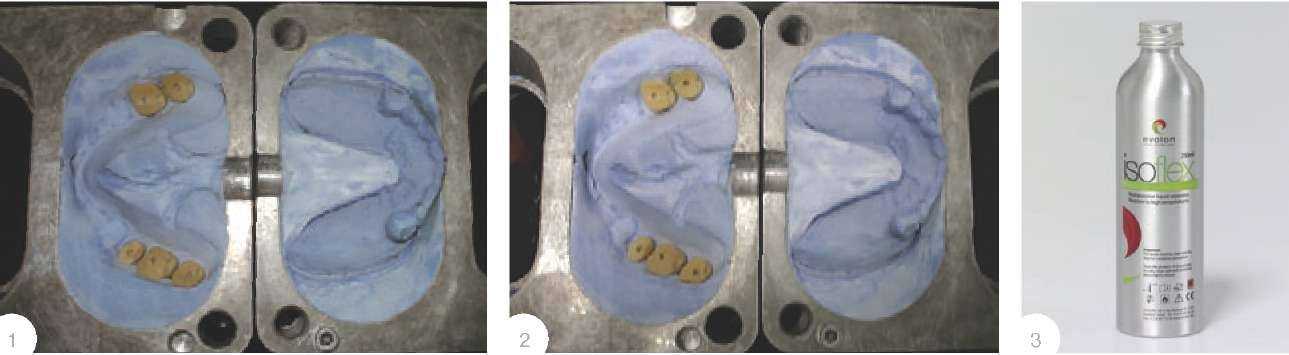
После выпаривания следует процесс подготовки кюветы к инжекции. На этом этапе есть несколько нюансов, на которые мы хотели бы обратить ваше внимание. 1. При выпаривании кювета должна находиться в кипящей воде не менее 15 минут. 2. Открываем кювету, промываем ее горячей водой. Часто задают вопрос о случаях выпадения зубов при промывке кюветы от воска. Следует напомнить, что при описании процесса моделировки мы упоминали об аккуратном использовании моделировоч-ного воска. Если на зубах не осталось воска, они никогда не выпадут из кюветы. 3. С помощью ножа открываем литники, а также все тонкие и слабые стенки в гипсе, которые могут при инжекции сломаться и войти в протез. Обязательно промываем кювету кипятком. Нелишне будет использовать жидкое мыло с целью вымывания остатков воскового жира из гипса (рис. 1, 2). 4. Ждем, пока кювета остынет. Если выпали зубы во время вымывания воска, то аккуратно приклеиваем их клеем. 5. Наносим изоляцию Isoflex (рис. 3). Потребуется несколько минут, чтобы изоляция впиталась в гипс. |
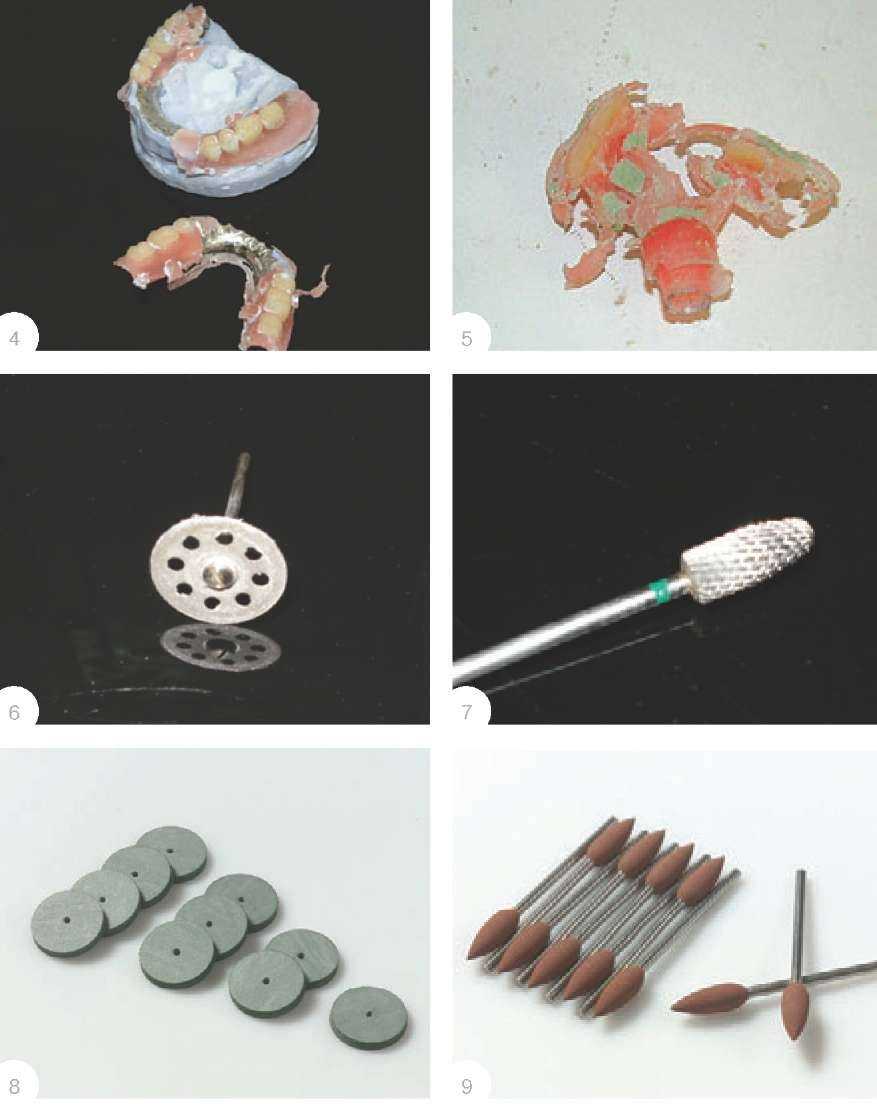
верить, что поверхности кюветы не запачканы. Закрываем кювету уже на 4 болта. Теперь хотелось бы обратить ваше внимание на инжекционный пресс. Качество конечного продукта напрямую зависит от пресса. Наша лаборатория имеет опыт работы с множеством термоин-жекционных систем. На первый взгляд, протезы, которые выходят из различных прессов, ничем не отличаются. Но нас интересует необходимая плотность материала, что повышает долговечность протеза. Нас интересует определенные сила и скорость впрыскивания материала, нагнетание давления после впрыска, состояние и равномерный прогрев кюветы во время инжекции. Данные требования, предъявляемые к прессу, привели нас к использованию оборудования EVOX V8 (фирмы EVOLON Ltd., ранее Ashdodental). Убедившись, что заданная нами программа соответствует материалу, запускаем пресс. Пройдя этапы инжекции, дождавшись, чтобы кювета остыла, открываем ее. Осторожно выбиваем гипс из кюветы, открываем модель. На рис. 4-5 - так выглядят модели после инжекции. Обработка и подготовка к полировке протеза Вначале диском обрезаем литники (рис. 6). Обычной фрезой для акрила (рис. 7) на низких оборотах снимаем неровности, проходим гра-
|


|
ницы протеза. В общем, делаем черновую обработку. Исключительным удобством в работе с материалом Flexi-N512 является то, что для его обработки нет необходимости использовать ни специальные фрезы, ни алмазные боры. Обработка и сглаживание поверхности происходит в несколько этапов. Сначала с помощью зеленой резинки при скорости 20 000-22 000 оборотов (рис. 8). Затем снижаем скорость микромотора до 15 000 оборотов и продолжаем обработку поверхности. Важно помнить, что при обработке и полировке не следует менять направление движения. Уже на этом этапе мы начинаем «подсаживать» работу на мастер-модель. Для того, чтобы загладить границы протеза и выполнить обработку между зубами используем коричневую резинку (рис. 9). Добившись необходимой гладкости поверхности протеза, переходим к полировке. Полировка Полировка также проходит в несколько этапов. Сначала с помощью щетки (с тремя слоями ткани, рис. 10) и материала Pumi Top (рис. 11) полируем на высокой скорости полировочного мотора. Затем с помощью матерчатой щетки (рис. 12) продолжаем полировку. Щетку следует хорошо смочить. Затем следует снизить скорость полировочного мотора и продолжать полировку. Очень важно! Не сжигать при полировке материал. Не давите сильно на протез, чтобы этого не произошло. Переходим к блеску. Используем матерчатую щетку и материал Shine Do (рис. 13). И на этом этапе необходимо быть осторожным, чтобы не сжечь материал и зубы. Заканчиваем процесс полировки пуфиком на мандрели (рис. 14) и материалом Shine Do. Очистка протезов Еще, уважаемые коллеги, хочу напомнить, что съемные протезы из термопластов воспрещается чистить любыми видами щеток, а рекомендуется тщательно промывать перед и после очистки в растворе специального чистящего порошка. Мы со всей ответственностью можем посоветовать использование препарата D-Cleaner 306 (продукт фирмы EVOLON Ltd.), который был создан с учетом особых физико-химических свойств стоматологических термопластов (рис. 23).
|
|
Раствор препарата предотвращает деградацию полимера, активно очищает и удаляет неприятный запах, зубной налет и пигментацию со съемных протезов, капп и ортодонтических конструкций. Мы настойчиво рекомендуем нашим пациентам очистку протезов в растворе препарата, так как это позволяет сохранить изначальный эстетический уровень изделия, его цветовые оттенки и прозрачность материала. На рис. 24 вы можете увидеть частичный протез, который пациент не чистил почти год. На рис. 25 - тот же протез после очистки (15 минут) в стационарном ультрасонике в клинике. Для удобства пациенты могут приобрести маленький уль-трасоник для домашнего использования. Кстати, мы очищаем в растворе D-Cleaner306 каждый протез, вне зависимости от того, сделан ли он из термопласта или из конвенционального акрила, перед каждой починкой или перебазировкой в целях личной гигиены и общей профилактики протеза. Заключение Дорогие коллеги, мне было приятно встретиться с вами на страницах журнала LAB и поделиться с вами некоторыми нюансами производства съемных протезов из гибкого термопласта, которые все больше и больше входят в спектр предлагаемых пациентам решений для протезирования. Возможно в своем повествовании я что-то упустил. Буду рад ответить на любой ваш вопрос. Официальный дистрибьютор EVOLON Ltd. - ООО "Ирбис-А" Москва, ул. Грина, д. 28, корп. 1 Тел.: (499) 501-14-64, (495) 714-85-44 8-916-900-54-85, 8-916-606-93-89 www.irbis-a.ru E-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Задать вопросы автору и получить дополнительные разъяснения вы можете по адресу: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. |
