
Моделирование.
Каркас воссоздает уменьшенную анатомическую форму зуба (моделирование каркаса с учетом формы зуба - см. стр. 24). Благодаря такому моделированию дентальная керамическая масса наносится равномерным слоем и имеет достаточную опору. При этом обязательно должны учитываться требования к работе с соответствующим сплавом (например, стабильность при обжиге).
Обработка металлического каркаса.
Для обработки отлитого металлического каркаса используются твердосплавные фрезы или керамические шлифовальные инструменты. Краевая область каркаса укорачивается до внутреннего края Hohlkehl или препарации культи для создания керамического уступа (лабиально или циркулярно).
Металлические каркасы с заниженными размерами ведут к увеличенной усадке облицовочной керамики и требуют дополнительных корректировочных обжигов. В результате занижения размеров каркаса облицовочная керамика не получает достаточной опоры, что может привести к сколам и трещинам, особенно при работе с толстыми слоями керамики.
Более мягкие сплавы рекомендуется обрабатывать с небольшим нажимом на инструмент. Во избежание Uberlappungen и посторонних включений металлическую поверхность следует обрабатывать всегда в одном направлении. Не использовать для обработки алмазный инструмент. Частицы алмазов могут остаться в сплаве и при обжиге спровоцировать возникновение пузырей в керамике.

^Моделирование каркаса осуществляется в соответствии с данными по статике каркаса...
... и с учетом типа используемого сплава.
Оксидирующий обжиг.
После обработки каркаса провести его тщательную пескоструйную обработку оксидом алюминия AI2O3 тип 100 (специальное средство для пескоструйной обработки Ivoclar Vivadent). Давление для обработки сплавов IPS d.SIGN составляет 1,5-2 бара.
Для пескоструйной обработки металлической поверхности использовать только чистый AI2O3 тип 100 , как одноразовое средство. Также внимательно прочитайте инструкцию.
Пескоструйная обработка улучшает механическое сцепление. К тому же, поверхность объекта становится шероховатой и ее площадь существенно увеличивается. Для того, чтобы избежать включений пескоструйного средства в поверхность сплава, мы рекомендуем обрабатывать сплавы только при указанном давлении, а угол наклона сопла должен быть тупым. Загрязненная поверхность металла может привести к образованию пузырей во время обжига керамики.
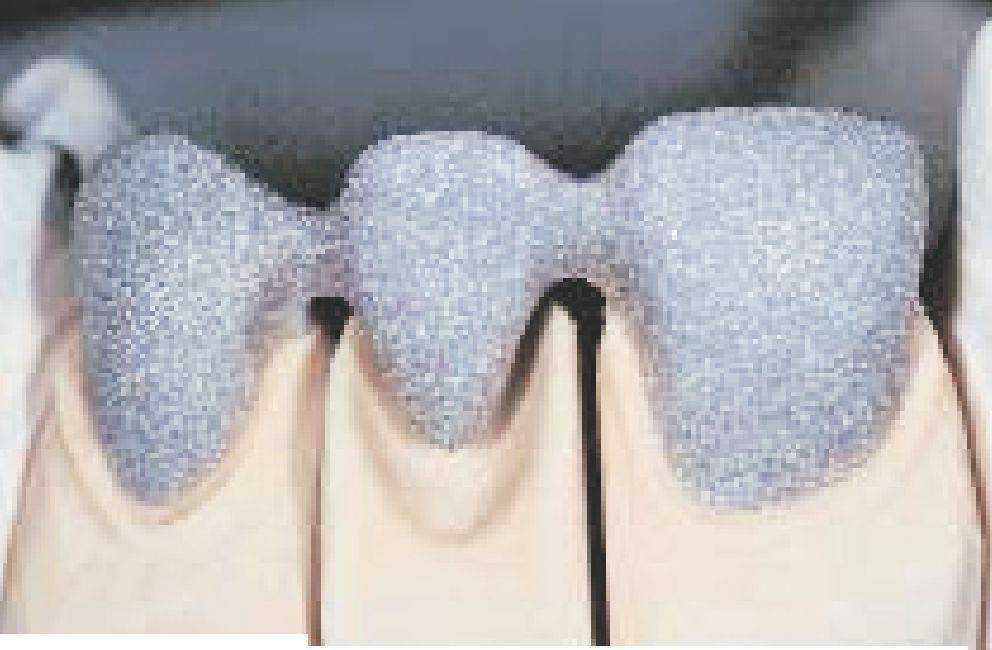
Схематичное.
представление направления пескоструйной обработки.
Правильный угол
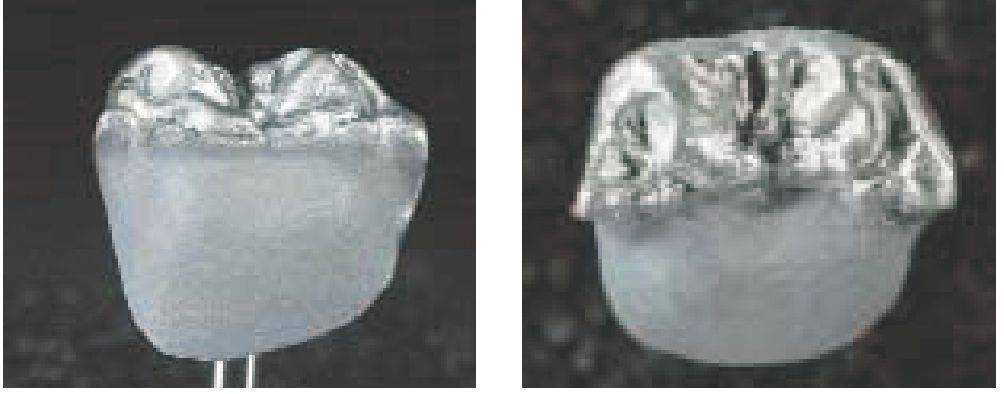
... затем тщательно очищается ...
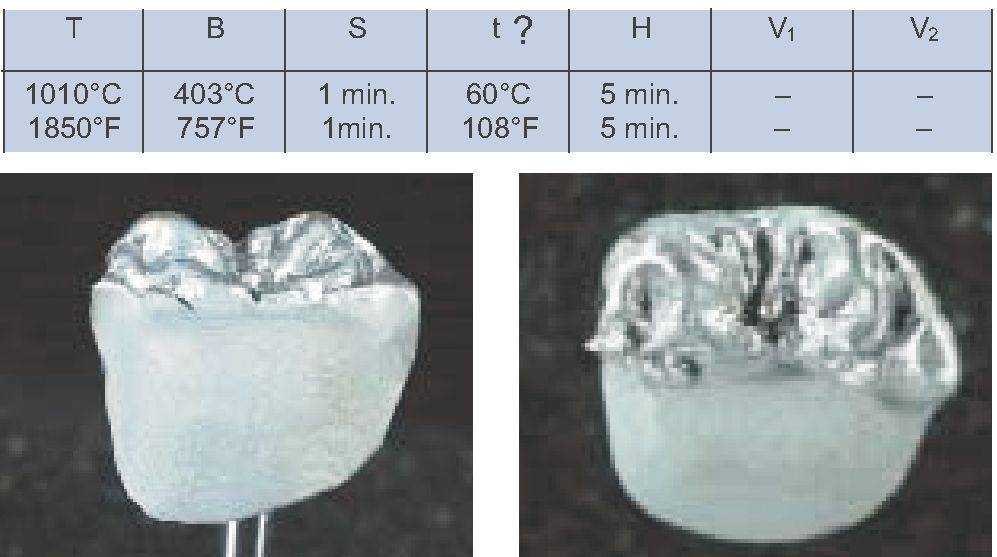
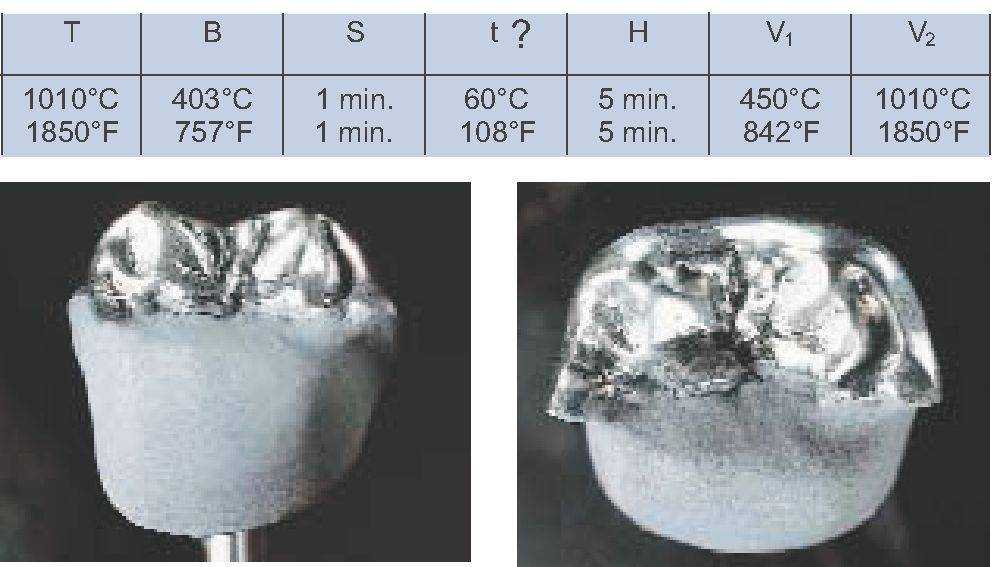
... и оксидируется в соответствии с данными производителя сплава.

пескоструйной обработки поверхности сплава.
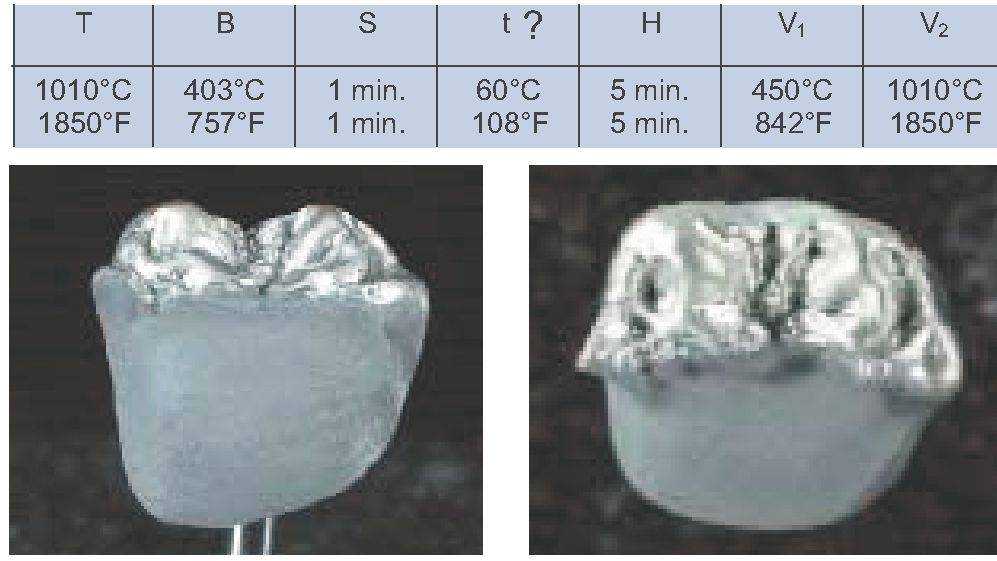
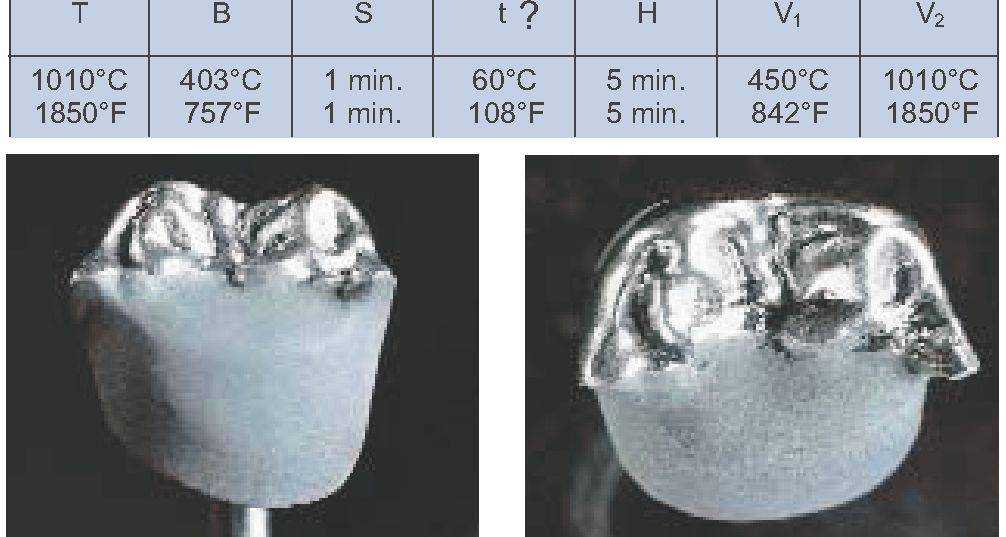
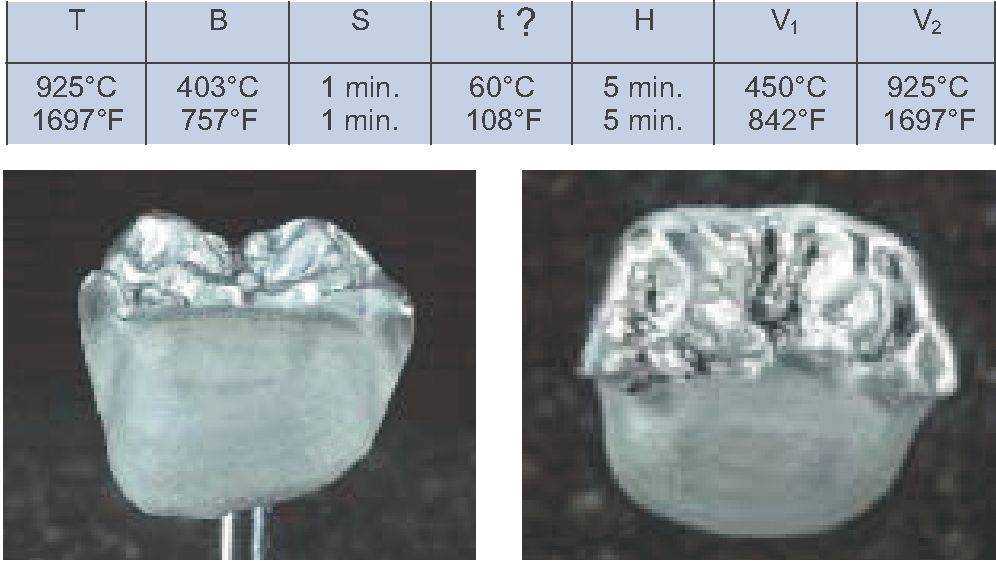
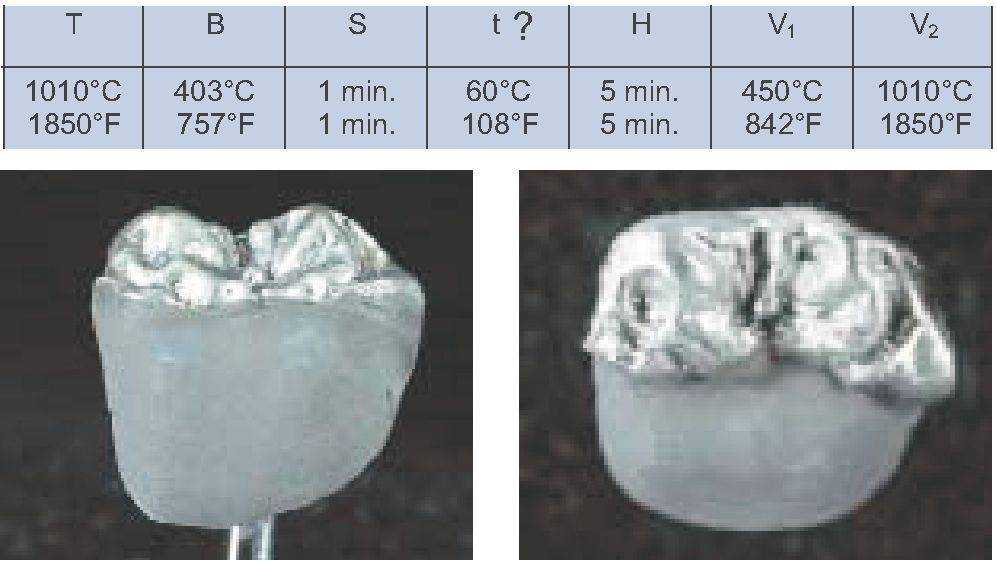
Правильно оксидированные сплавы IPS d.SIGN Параметры обжига, оксидирующий обжиг IPS d.SIGN 98

Перед дальнейшей обработкой (оксидирующий обжиг) металлический каркас следует почистить щеточкой под проточной водой, а затем тщательно обработать пароструем или в ультразвуковой ванне. После очистки каркас высушить.
Каркас следует оксидировать в соответствии с заданными параметрами производителя сплава. Каркас хорошо закрепить на трегере - это особенно важно для мостовидных протезов из нескольких единиц. После оксидирования проверить, не появились ли на поверхности пористость или неравномерный оксид, при необходимости провести дополнительную обработку.
Параметры обжига, оксидирующий обжиг IPS d.SIGN 96

При подготовке каркаса непременно следует соблюдать требования производителя сплава. Оксидирование происходит анологично данным производителя сплава.
После обработки каркаса производится его тщательная пескоструйная обработка оксидом алюминия AI2O3 тип 100 (специальное средство для пескоструйной обработки Ivoclar Vivadent)...
Параметры обжига, оксидирующий обжиг IPS d.SIGN 91

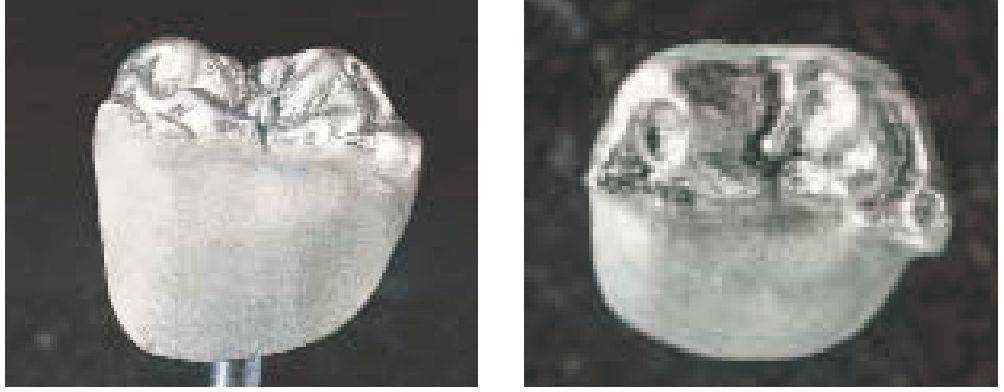
Отлитый металлический каркас обрабатывается твердосплавными фрезами...

... или керамическим шлифовальным инструментом.
Параметры обжига, оксидирующий обжиг IPS d.SIGN 53
Параметры обжига, оксидирующий обжиг IPS d.SIGN 30
Параметры обжига, оксидирующий обжиг IPS d.SIGN 84
В зависимости от типа сплава после оксидирующего обжига либо после пескоструйной обработки оксидной пленки может потребоваться также протравливание поверхности (соблюдать требования производителей сплава). Затем каркас необходимо тщательно почистить в ультразвуковой ванне или пароструем. Оксидирование является очищающим обжигом и служит также контролю качества поверхности каркаса.
Параметры обжига, оксидирующий обжиг IPS d.SIGN 15
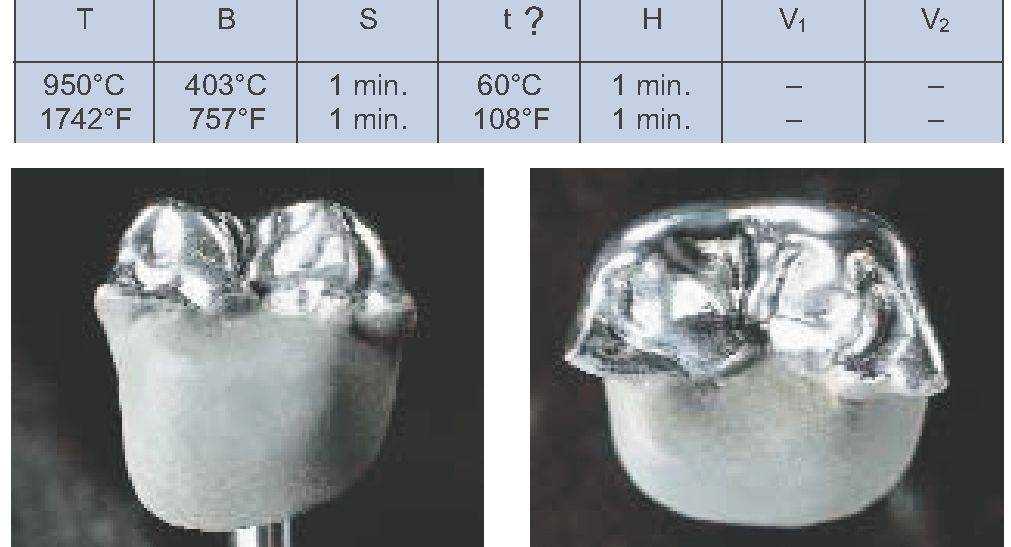
Explanation of firing parameter symbol.
T = Top temperature B = Low temperature.
S = Dry time H= hold time a top temperature.
t ? = heat rate of climb.
Vi = Vacuum start temperature V = Vacuum off temperature
Параметры обжига, оксидирующий обжиг IPS d.SIGN 67
Параметры обжига, оксидирующий обжиг IPS d.SIGN 59
Достать из шприца желаемое количество пастообразного опакера, готового к использованию, и тщательно перемешать. Взятый опакер, как и системы опакеров порошок/жидкость, ни в коем случае не может смешиваться в больших количествах с жидкостью для опакера Opaquer Liquid. Жидкость для опакера Opaquer Liquid служит исключительно для создания пластичной консистенции и минимального разбавления засохшего и уже неоднократно использовавшегося опакера. Избегать любого разбавления водой.
Нанести первый слой опакера (Wash) с помощью кисточки, слой должен быть очень тонким...

Достать из шприца опакер и тщательно перемешать
Жидкость для опакера не может служить для замешивания опакера, как и системы опакеров порошок/жидкость.
Нанести первый слой опакера (Wash) с помощью кисточки, слой должен быть очень тонким. Следите за тем, чтобы неровности и шероховатости на поверхности металла были хорошо заполнены, поскольку Wash является самой важной частью адгезии металла с керамикой.
Параметры первого обжига опакера (Wash)

Ш Важно:.
При использовании другой печи для обжига эти параметры должны быть адаптированны соответствующим образом.
... таким образом, чтобы шероховатости на поверхности металла были хорошо заполнены и закрыты.
Wash, нанесенный тонким слоем ...

... а затем прошедший обжиг в соответствии с параметрами обжига для первого обжига опакера.
Второй слой опакера наносить таким образом, чтобы металлический каркас был полностью покрыт опакером, то есть брать опакера так много, насколько это необходимо, и в то же время как можно меньше. Для индивидуальных ситуаций, когда к реставрации предъявляются высокие эстетические требования, существуют пять уже замешанных, готовых к работе, пастообразных интенсивных опакера. Интенсивный опакер наносится перед вторым обжигом опакера, туда, где это необходимо (например, в цервикальной, инцизальной, оккпюзальной или палатинальной области).
... а затем провести обжиг в соответствии с параметрами обжига для второго обжига опакера.

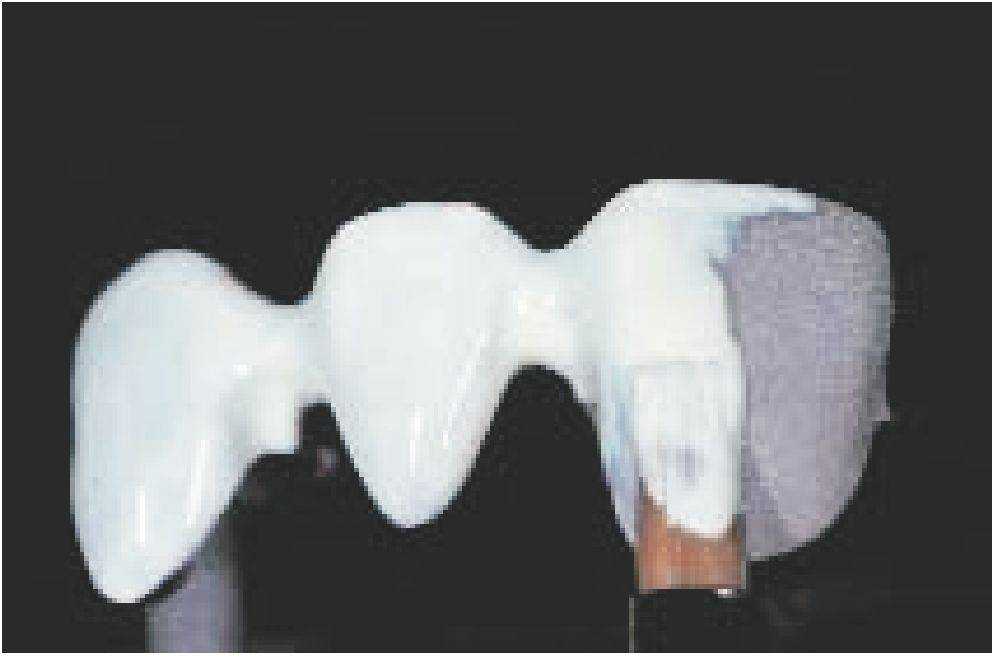
Готовый, прошедший обжиг опакер на разборной модели.
Параметры второго обжига опакера

Важно:.
При использовании другой печи для обжига эти параметры должны быть адаптированы соответствующим образом. Подъем температуры при втором обжиге опакера не может быть ниже 80 °С/Мин.
Второй слой опакера наносить таким образом, чтобы металлический каркас был хорошо и полностью покрыт опакером...
СОВЕТ: Для того чтобы достичь повышения флюоресцентности уже из глубины реставрации, а также улучшить силу адгезии керамики на опакере, свеженанесенную, еще не обожженную поверхность опакера можно посыпать маргинальной массой IPS d.SIGN Margin желаемого цвета. После короткого времени воздействия порошка IPS d.SIGN Margin на поверхности опакера излишки порошка осторожно сдуть.
Опакер, прошедший обжиг, должен иметь шелковисто-матовый блеск (блеск яичной скорлупы). В этом состоянии обожженный опакер можно сравнивать с цветовой шкалой масс. При слишком сильном блеске температура второго обжига опакера может быть понижена до температуры следующего обжига.
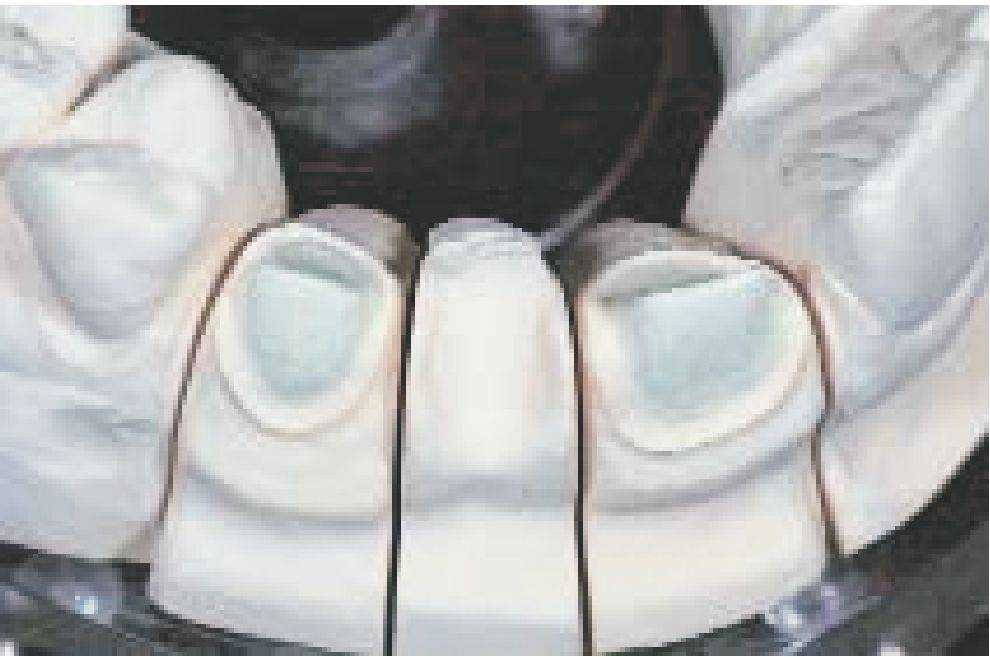
На металлическом каркасе, укороченном при обработке, после обжигов опакеров можно сделать керамический уступ.
Перед созданием керамического уступа модельная культя должна быть изолирована сначала маргинальной изолирующей жидкостью IPS d.SIGN Margin Isolierliquid, а после того, как она высохнет - изолирующей жидкостью IPS d.SIGN Isolierflussigkeit.
СОВЕТ:.
При формировании керамического уступа (особенно у мостовидных протезов) маргинальная масса в интераппроксимальной области может быть несколько завышена, это помогает бороться с интердентальной.
усадкой при последующих обжигах дентина и массы режущего края.
Изолирование модельной культи маргинальной изолирующей жидкостью IPS d.SIGN Margin Isolierliquid и изолирующей жидкостью IPS d.SIGN Isolierflussigkeit
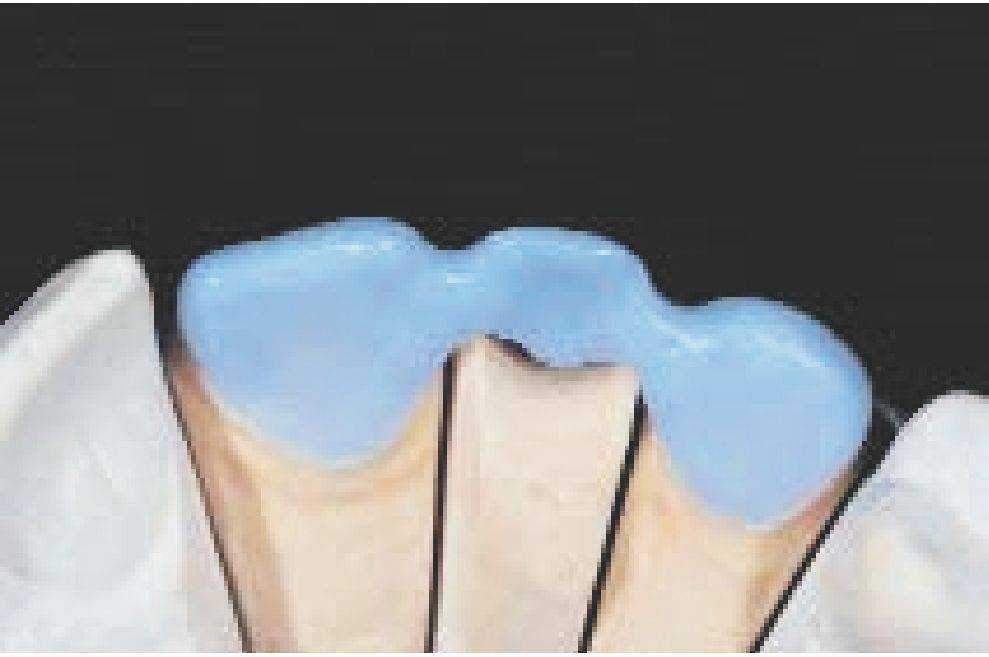
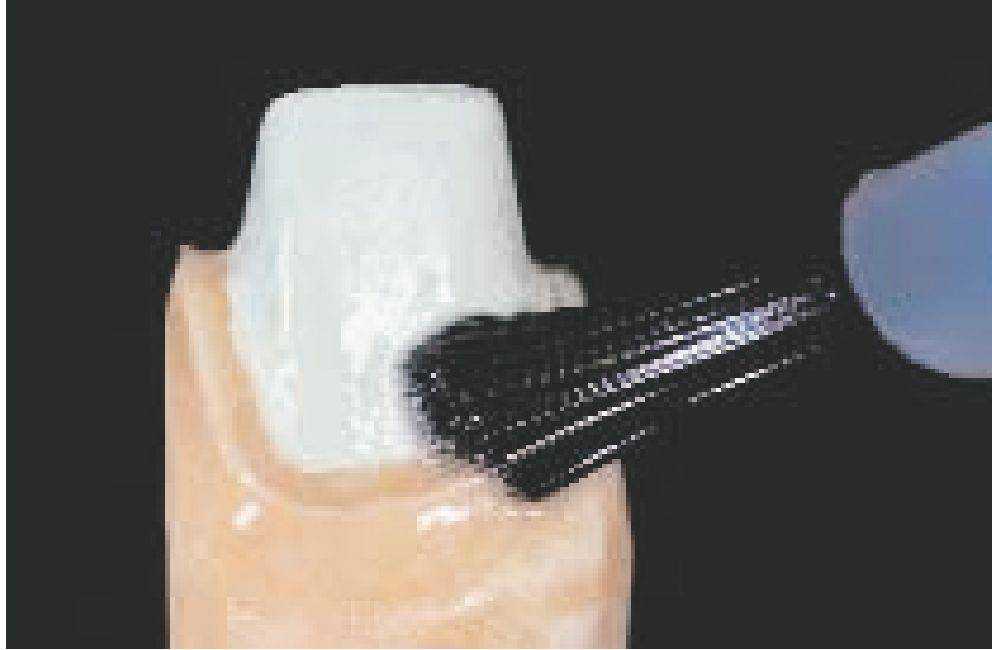
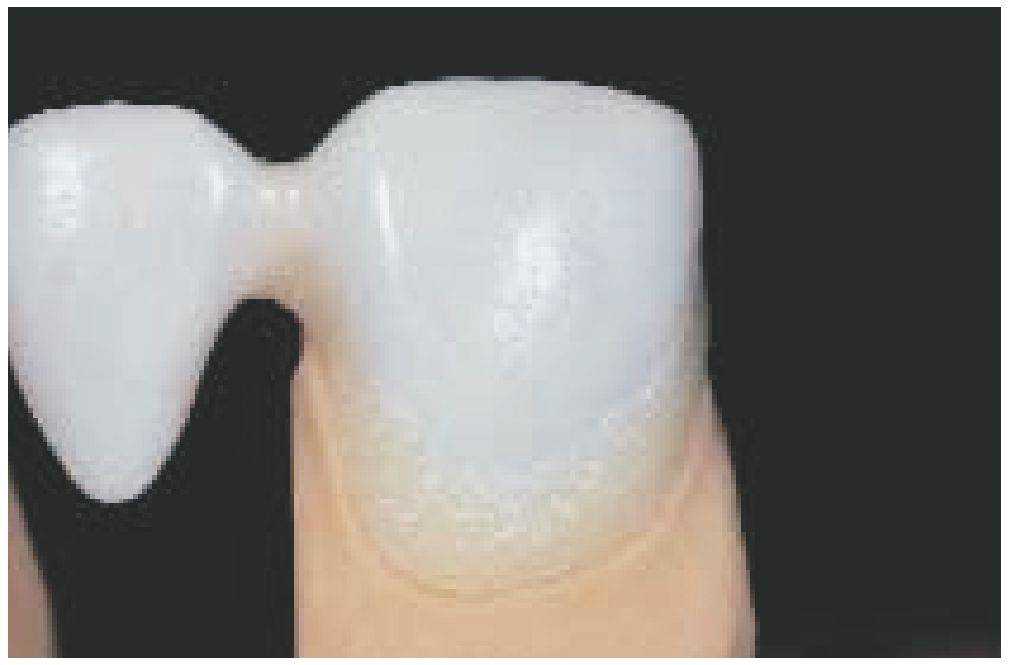
Затем наносится маргинальная масса IPS d.SIGN, соответствующая цвету зуба, цервикально, большими мазками в форме капель (то есть внешняя поверхность керамики должна иметь выпуклую форму) и высушивается. Для эстетических реставраций в Вашем распоряжении находятся четыре интенсивных маргинальных массы. Их можно либо смешивать с другими, либо использовать в чистом виде.
Маргинальную массу IPS d.SIGN Margin Masse нанести цервикально, большими мазками в форме капель...
. и высушить

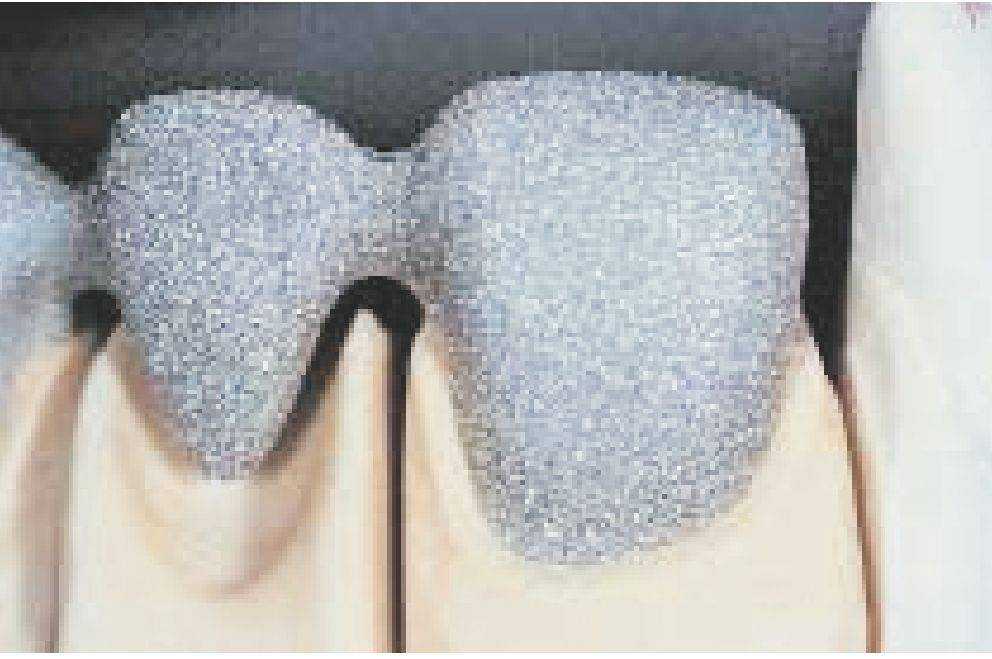
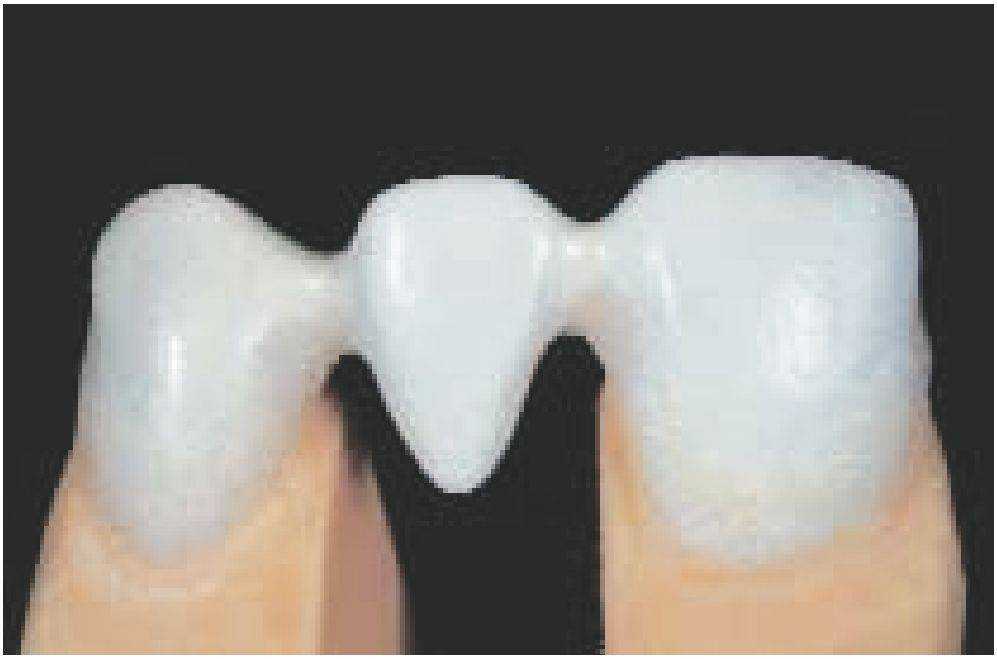
Каркас с нанесенной и высушенной плечевой массой осторожно снять с культи...
Параметры первого обжига плечевой массы

Ввжно:.
При использовании другой печи для обжига эти параметры должны быть адаптированны соответствующим образом.
... а затем обжигать в соответствии с параметрами для первого обжига плечевой массы.
Усадка уступа после первого обжига плечевой массы
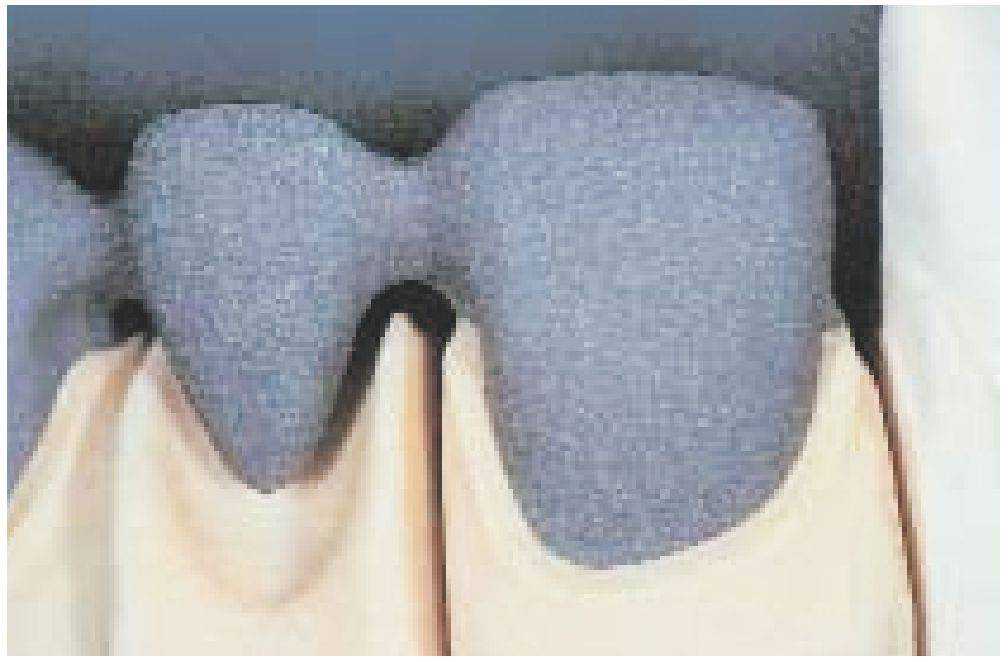
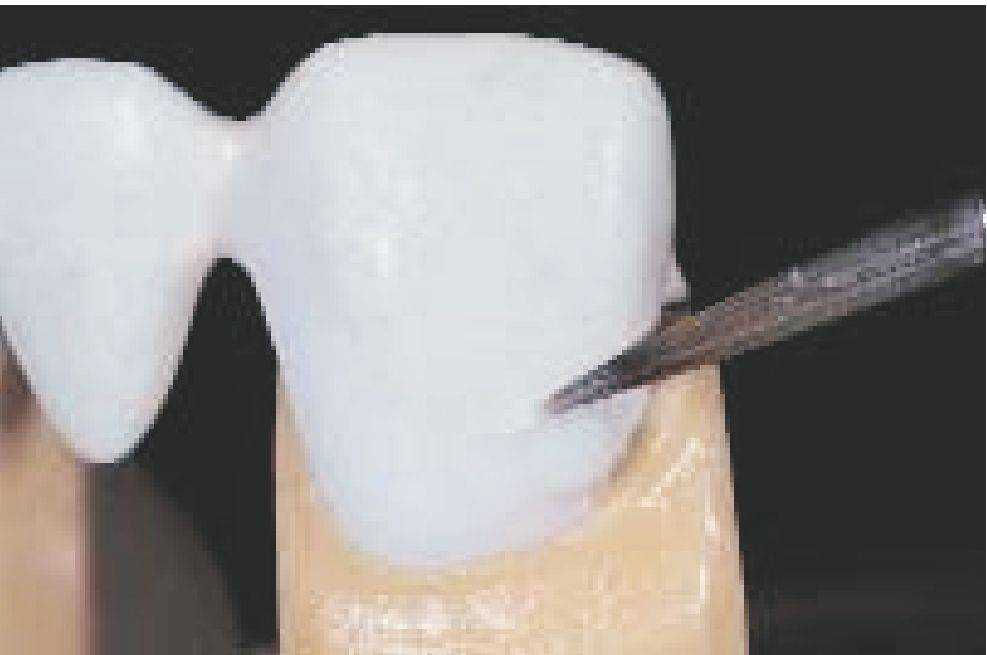
Второй обжиг плечевой массы.
После обжига уступ при необходимости должен быть припасован путем шлифования. Затем точность (усадка при обжиге) уступа оптимизируется посредством второго обжига плечевой массы. Для этого используются те же самые плечевые массы, что и для первого обжига. Сначала культю необходимо еще раз изолировать с помощью изолирующей жидкости IPS d.SIGN Isolierflussigkeit. Затем достроить отсутствующие области и осторожно поместить плечевую массу в зазор, получившийся при первом обжиге, таким образом уступ приобретает оптимальную посадку. После этого полностью скомплектовать уступ, высушить, каркас с полностью нанесенной плечевой массой осторожно снять с культи и поместить на трегер.
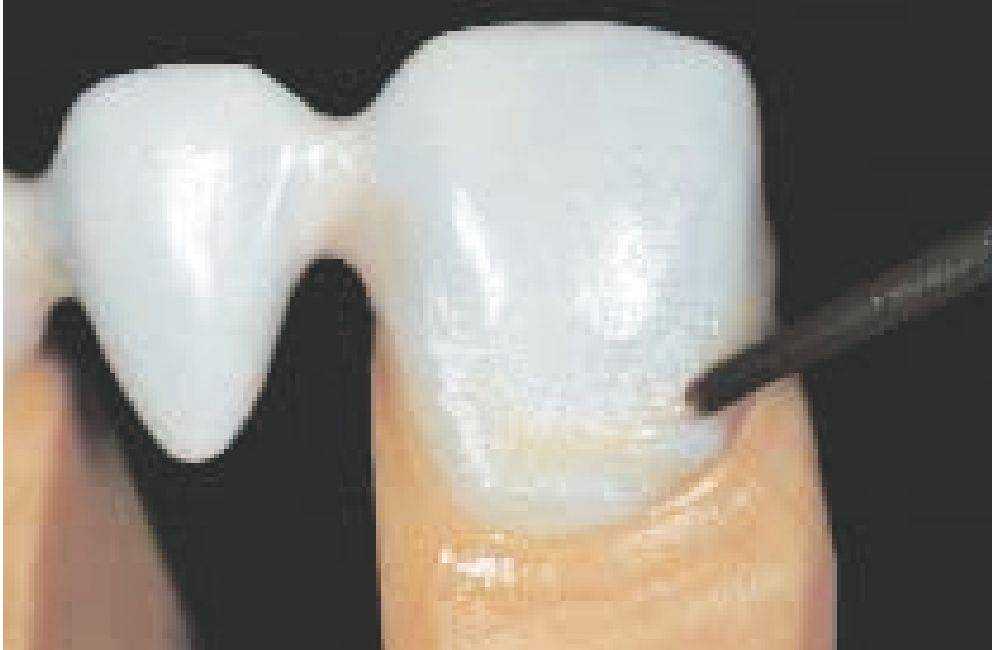
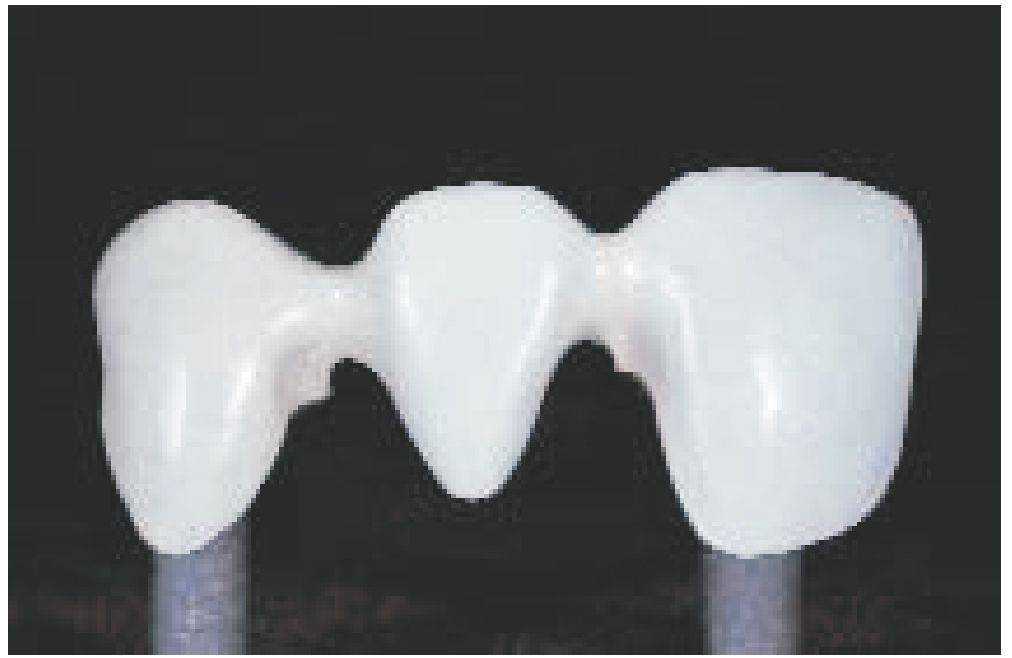
Нанесение плечевой массы ...

... для оптимизации цервикальной припасовки уступа.
Ввжно:.
При использовании другой печи для обжига эти параметры должны быть адаптированны соответствующим образом
Каркас с нанесенной и высушенной плечевой массой...


Т.. а затем обжигать в соответствии с параметрами для второго обжига плечевой массы.

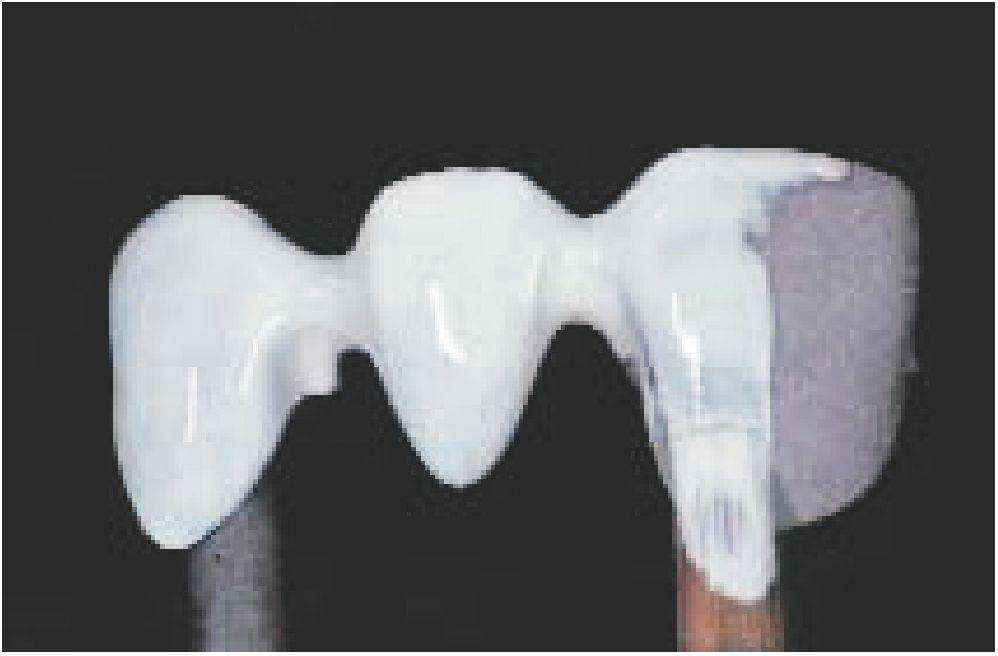
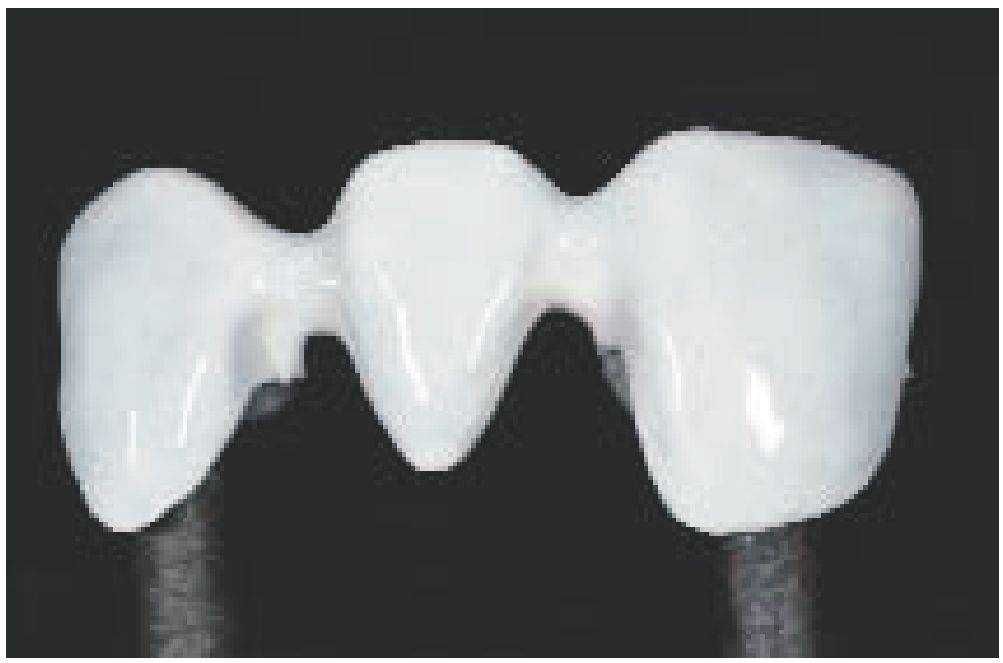
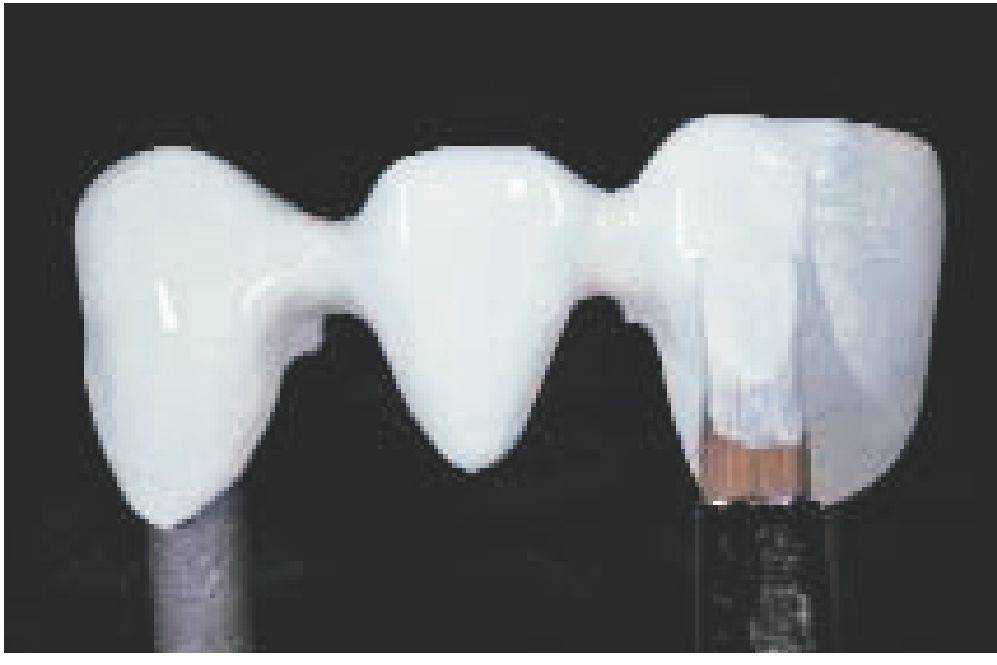
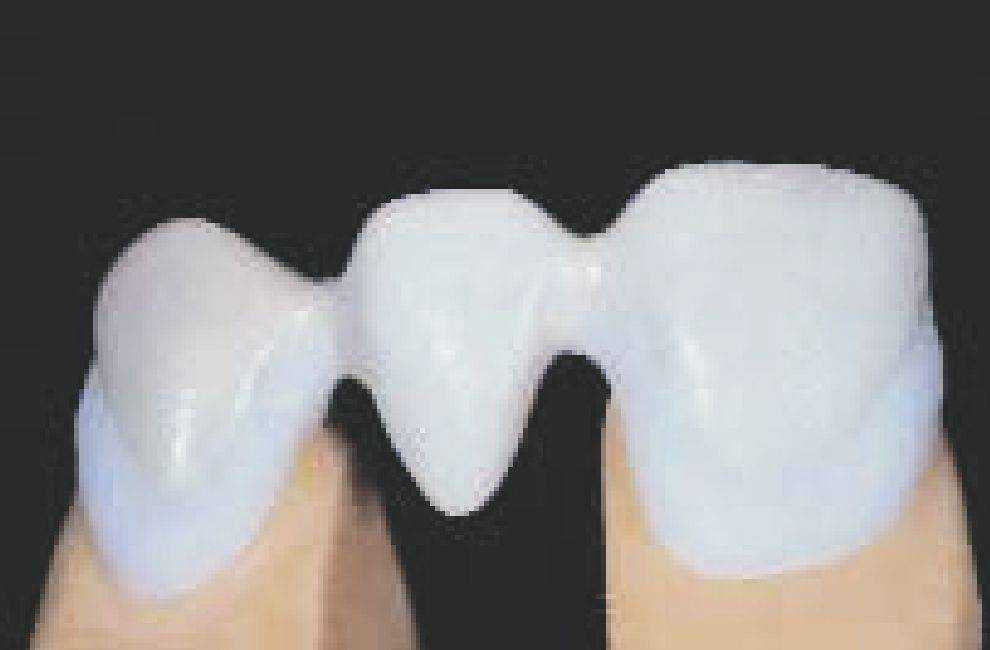
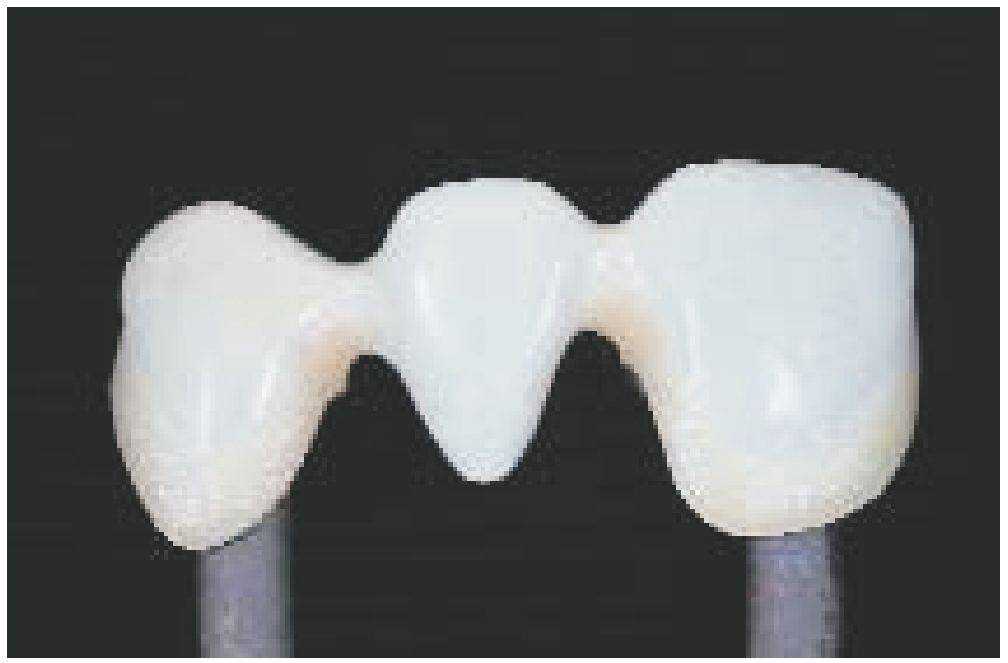
FFотовый каркас с керамическим уступом, прошедшим обжиг.
Окончательные корректировки уступа можно производить с помощью маргинальной корректировочной массы IPS d.SIGN Margin Add-on. Описание этой массы на стр.47.
FKаркас с нанесенной и высушенной плечевой массой...