|
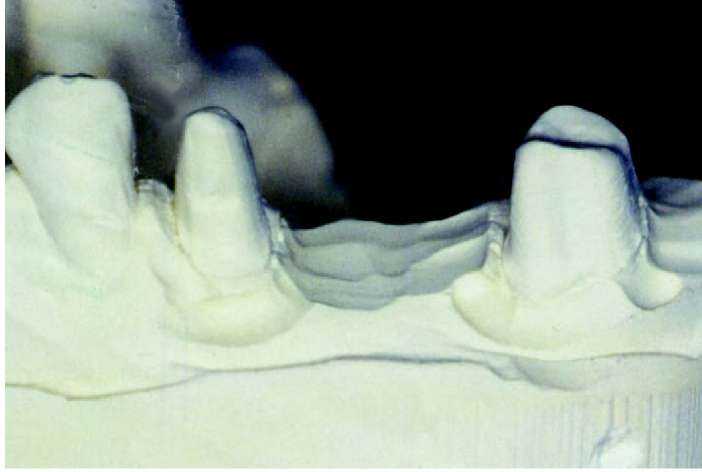
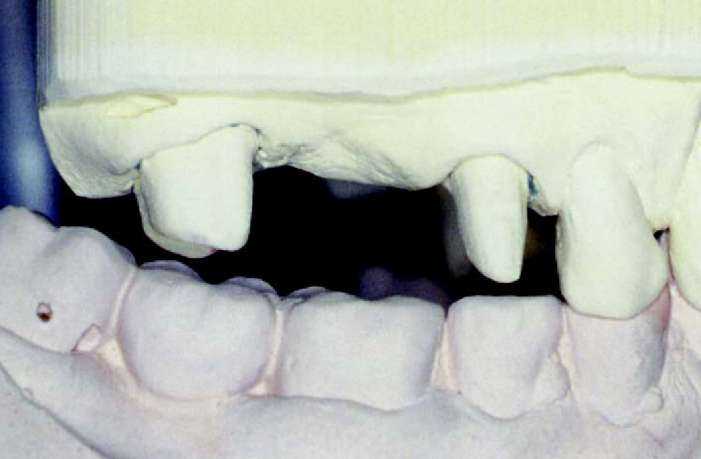
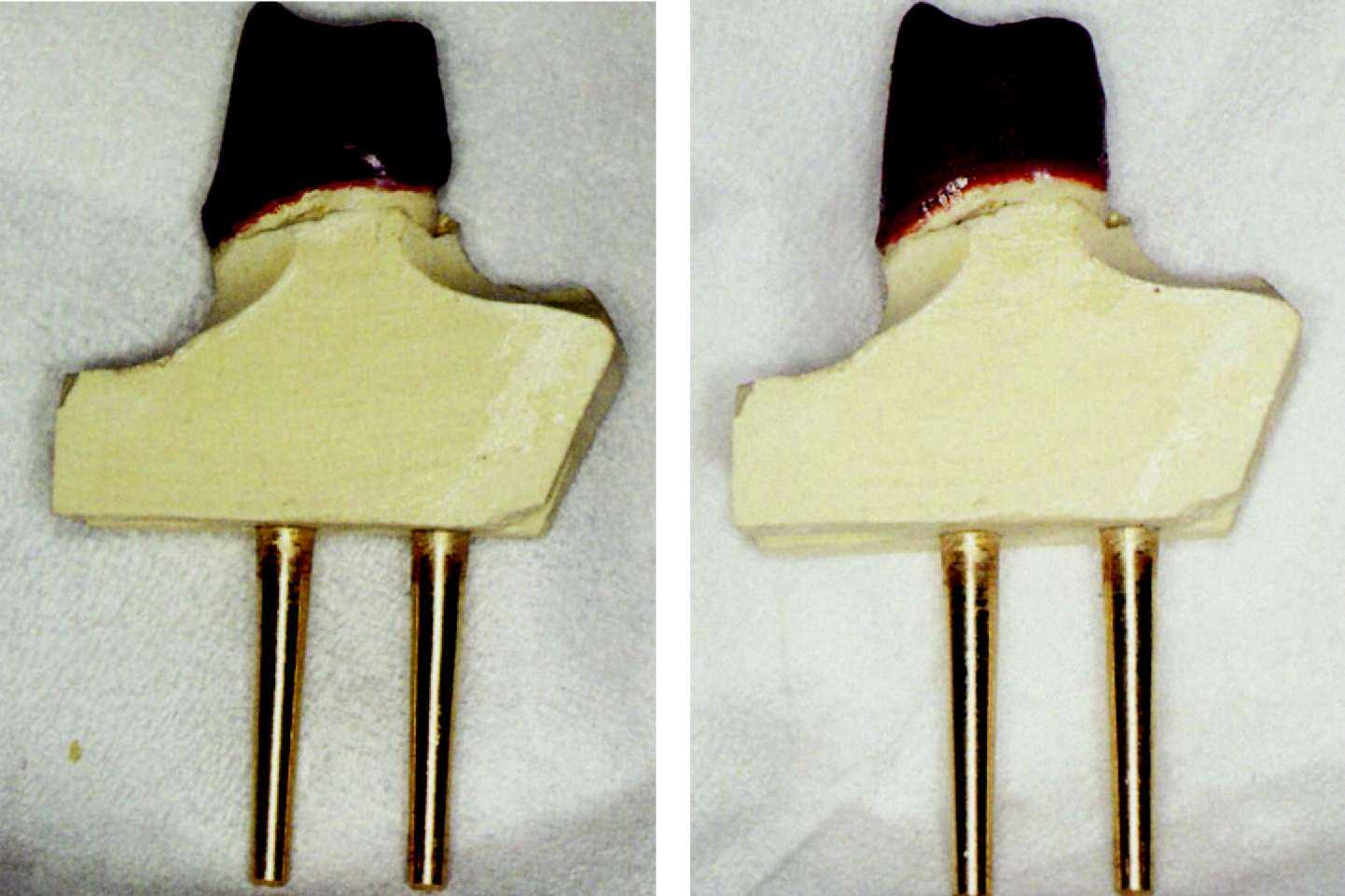
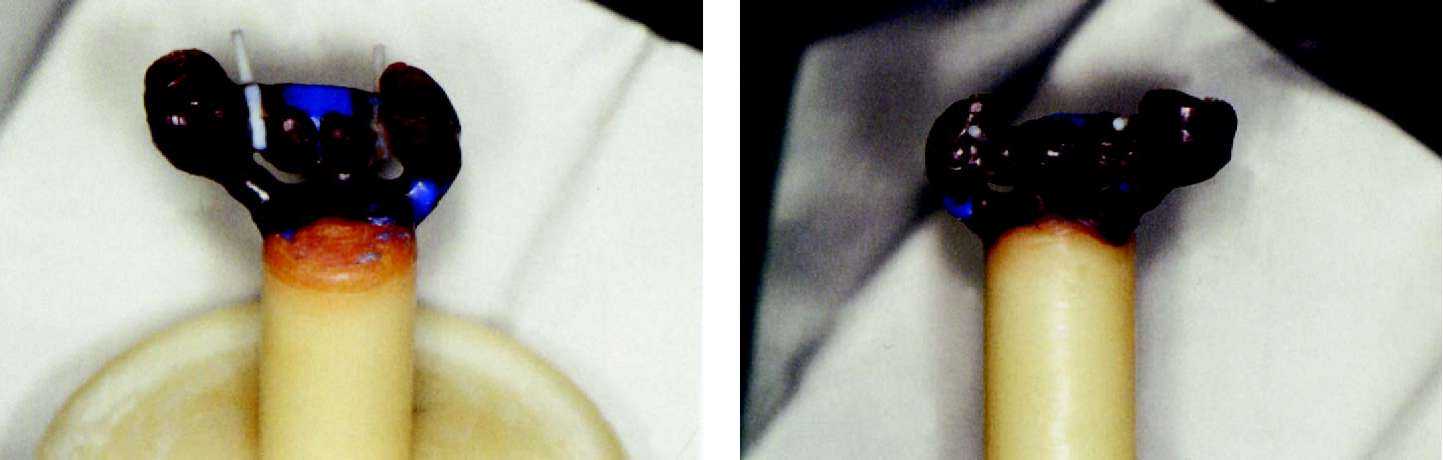
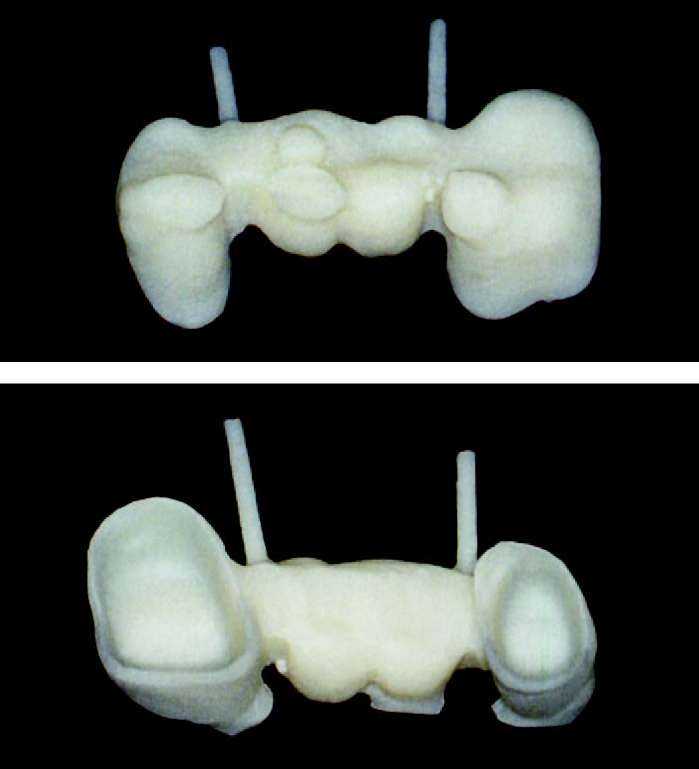
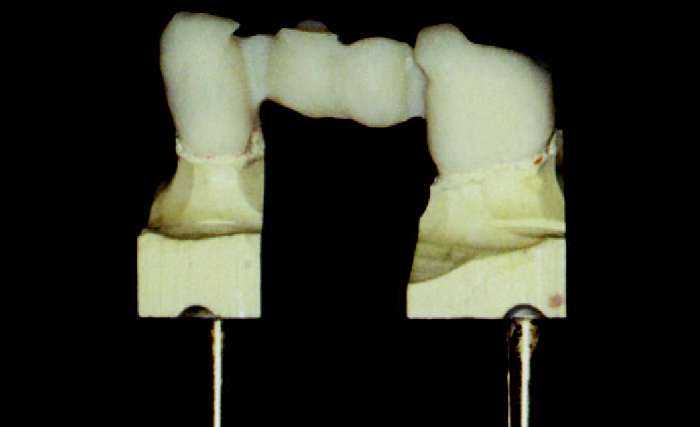
В течение последних 40 лет диагностические и терапевтические возможности в стоматологии претерпели поистине кометообразный взлет, поэтому и связанную с ней область зубной техники в ее современном виде вряд ли можно сравнить с зубной техникой 60-х годов. Цельнометаллическая коронка или коронка, изготовленная из золота с помощью ручной центрифуги, не имеют ничего общего с зубными протезами, изготовленными из прессуемой керамики или фрезерованного оксида циркония, помимо изначальной цели — обеспечить хорошее покрытие ошлифованному остову зуба. Можно предположить, что в Соединенных Штатах, ориентированных на высокое развитие технологий, на сегодняшний день цельнометаллические коронки больше не используются. Развитие новых технологий изменило и само отношение к ним, побудило пациентов к формированию новых запросов. Наша задача состоит в том, чтобы поддержать эту тенденцию и удовлетворить желания пациентов на высоком профессиональном уровне. Пациенты, вдохновленные материалами, публикующимися в средствах массовой информации, приходят к нам с четким представлением того, что они хотят получить, ожидая соответствующий результат. После определения лечащим врачом задач, которые должны быть выполнены, команда — врачи и зубные техники вместе — изучают возможности их выполнения и выбор материала, чтобы потом в более широком кругу — пациент, врач, зубной техник — принять окончательное решение. В последние годы пациенты все чаще желают получить прочную безметалловую, керамическую реставрацию. Причины этого различны, их можно найти в списке от «А» до «Я» — от аллергии до зубной эстетики. Если уже в течение долгого времени это желание осуществимо для лечения отдельных зубов, вариант с мостом считается еще достаточно новым. Но и в этой области на основании многолетнего опыта, полученного в этой области, открываются хорошие перспективы. Это утверждение я хочу продемонстрировать на примере мостов «Empress — 2». Необходимо отметить, что на некоторых этапах автор статьи проводил реставрации, представленные в материале, с отклонением от рекомендаций, данных компанией «Ivoclar — Vivadent». Прошу Вас в Вашей работе придерживаться официальных рекомендаций компании «Ivoclar — Vivadent». Планирование Если запланирована установка керамического моста, необходимо, чтобы были выполнены основные требования. Одним из них является отсутствие у пациента ярко выраженного бруксизма. Сильный скрежет может привести к такому негативному воздействию на отдельные зубы и группы зубов, что это может стать опасным и для керамических реставраций в целом. Если проблема не может быть устранена методом терапии, назначаемой в зависимости от причины заболевания (психологическая помощь, шинирование, шлифование и т.д.), для изготовления реставраций необходимо выбрать другой материал (например, металл). Еще одним пунктом является парадонтальная стабильность опорных зубов. Опорные зубы не должны быть патологически подвижны, так как флексия (сгибание, изгиб) цельнокерамических мостов при нагрузке в процессе жевания неуклонно приведет к поломке материала. Также необходимо обратить внимание на наличие возможности препарирования с циркулярным уступом на опорных зубах, что обеспечит необходимую прочность прессуемой керамики. Если все эти требования выполнены, можно начинать препарирование. Я рекомендую своим пациентам использовать циркулярный уступ шириной 0,6 — 0,8 мм. Зубы должны быть обточены слегка конически, во избежание слишком сильного трения при последующей установке опорных коронок (Рис. 1 и 2). Угол наклона должен зависеть от того, имеем ли мы дело с длинными или короткими зубами, и от того, какая способ будет использован при укреплении — приклеивание или цементирование. |
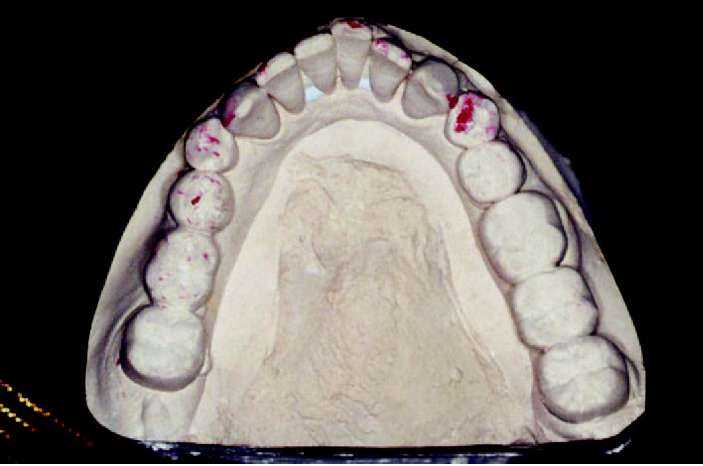
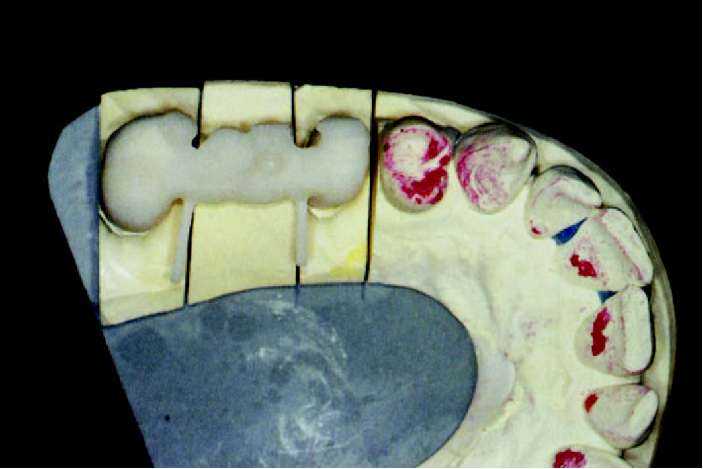
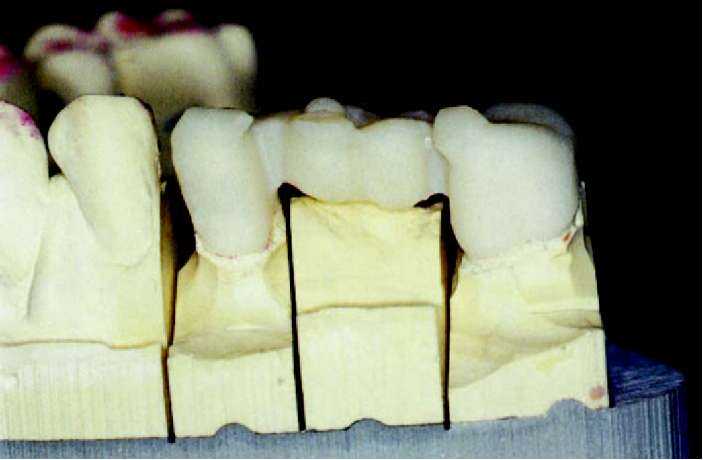
Снижение окклюзиальной высоты на 1,5 — 2 мм должно быть осуществлено на боковых зубах методом бугров и ямок. Ровные моляры и премоляры ушли в прошлое, так как не могли обеспечить достаточной устойчивости опорам, и вследствие слишком большого количества керамики часто легко скалывались (Рис. 10). Палатинальный/лингвальный съем передних зубов должен также проводиться волнообразно, в направлении контура зубов, с целью возможности реконструирования в дальнейшем зубных краев для получения необходимых результатов. Прямые или даже выпуклые поверхности передних зубов не имеют права на существование. Все резцовые или окклюзальные края препарирования должны быть слегка закруглены (например, с помощью Soflex — дисков). Таким образом удастся избежать негативного воздействия на внутренние стороны керамических коронок. (Рис. 1 и 2). Наполнители неизвестных производителей или из неизвестных материалов должны быть удалены при препарировании или, самое позднее, при установке моста. Это необходимо, особенно, если укрепление моста будет проводиться методом приклеивания. Нельзя быть уверенным в том, что материал- наполнитель не вступит во взаимодействие с композитом. Прочное закрепление — это основа основ прочности керамической реставрации. При завершении препарирования опоры должны иметь ровную, микроретентивную поверхность (алмазное красное кольцо/желтое кольцо) (Рис. 2). Если говорить о снятии слепков, нужно отметить, что независимо от материала снятие слепков должно всегда проводиться тем методом, которым лечащий врач на |

 |
| Рис. 9. ...препарирование с использованием, бугров зуба. |
 |
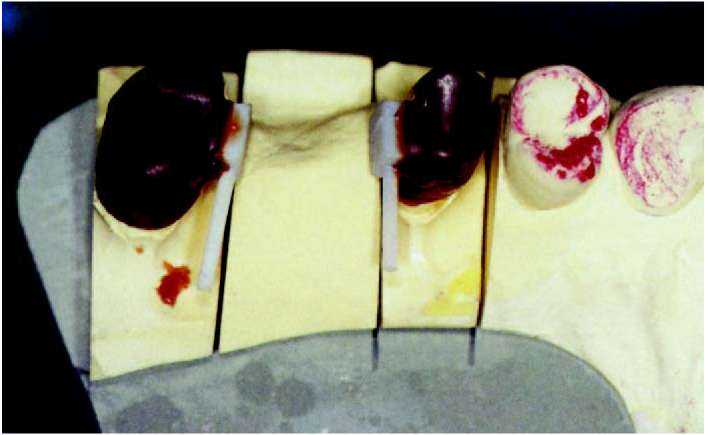
| Рис. 10. В артикуляторе. |
 |
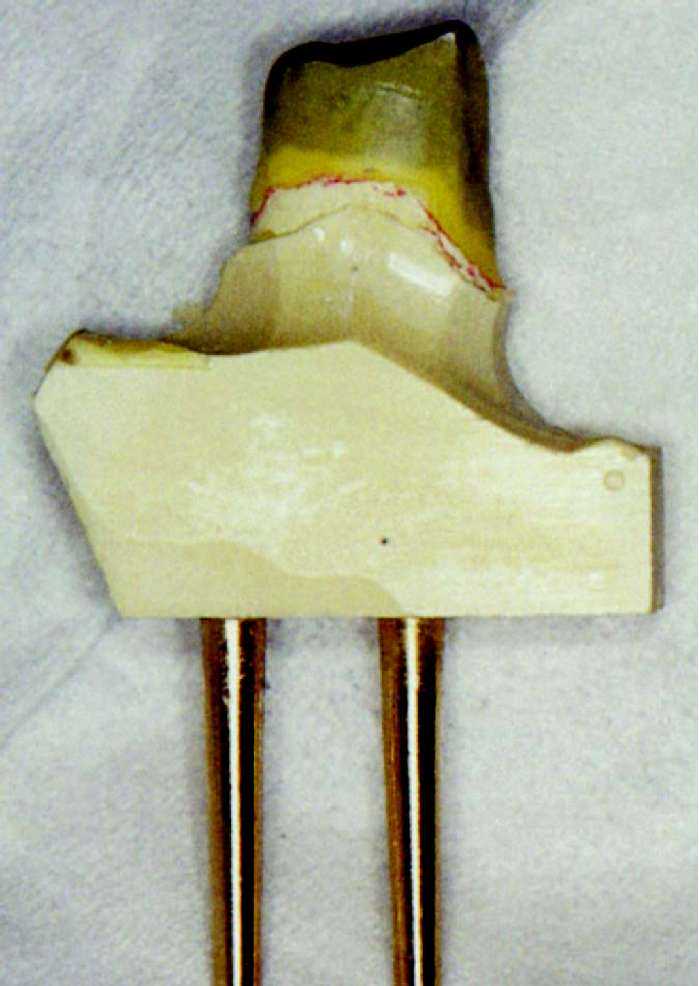
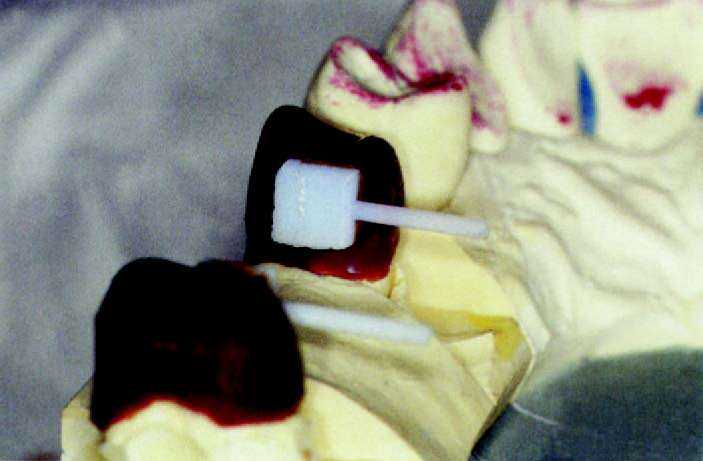
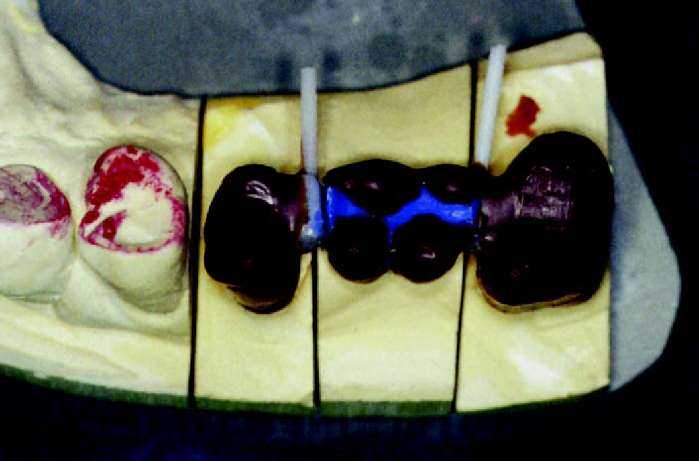
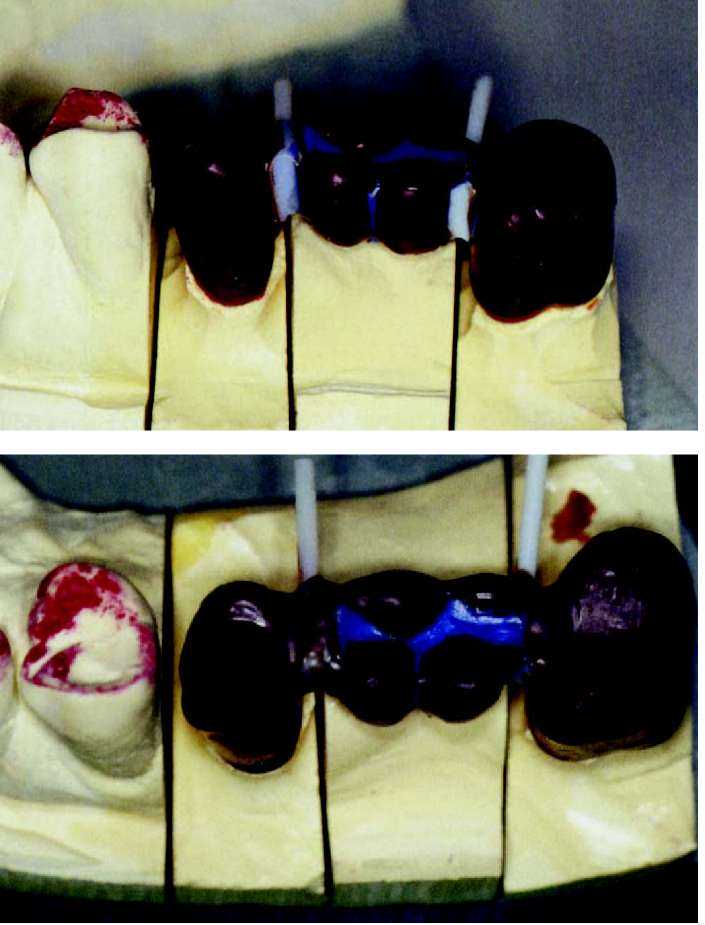
| Рис. 11. Опорный штифт (0). |
 |
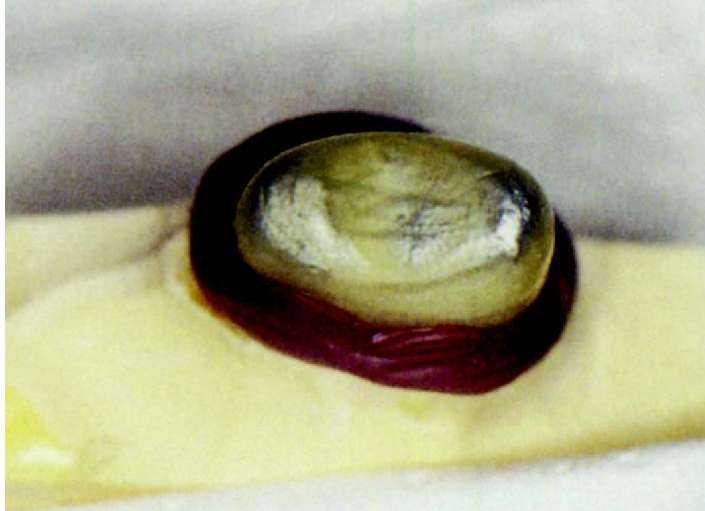
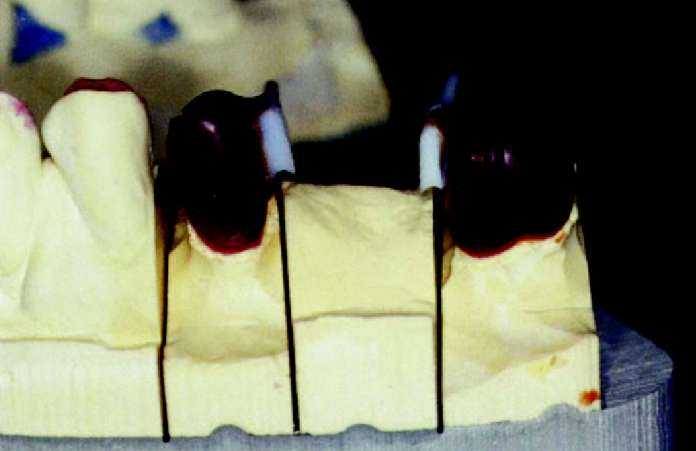
| Рис. 12. ...и контакты перед шлифованием. |
 |
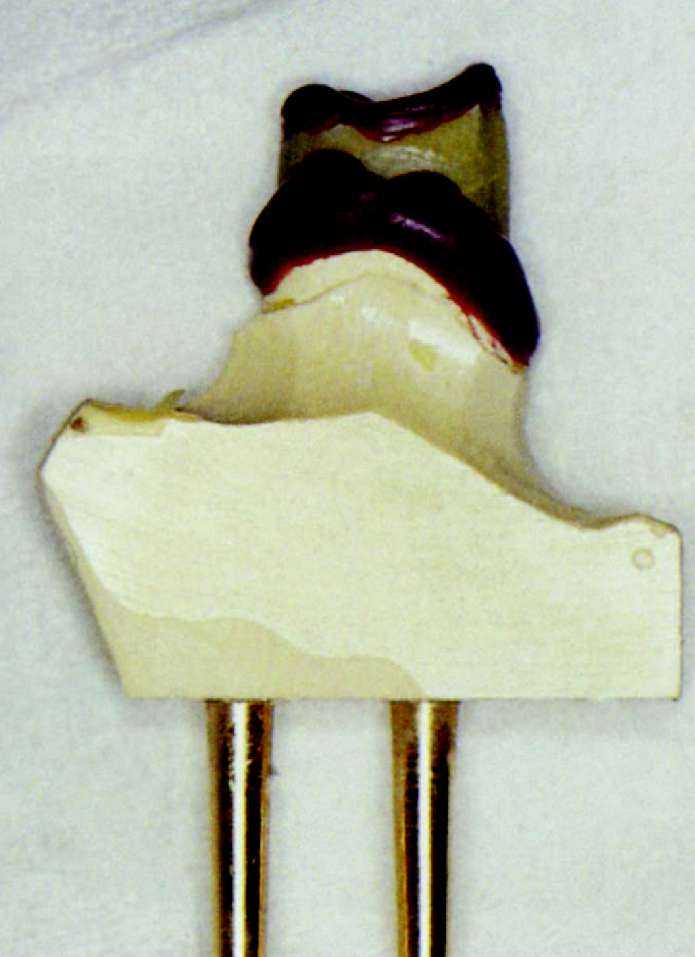
| Рис. 13. Опорный штифт. (-0,4) |
 |
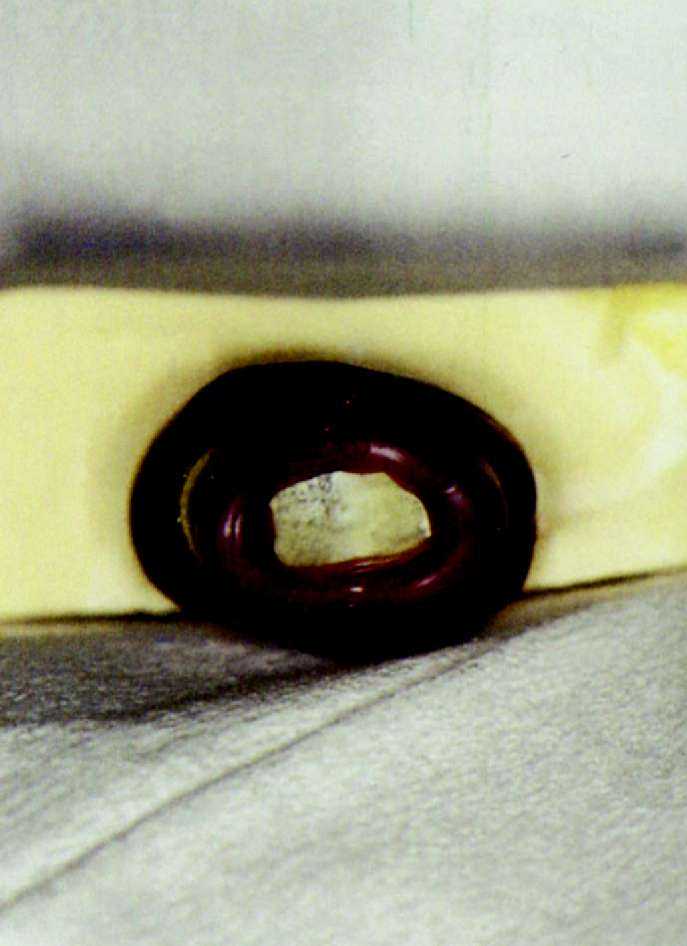
| Рис. 14. ...и контакты после шлифования. |
основе своего опыта владеет лучше других. Независимо от того, будут ли делаться слепки с нитью или без, будут ли использоваться гидроколлоид, силикон, полиестер или комбинированные материалы — лечащий врач должен знать, как он может добиться самого лучшего результата. В любом случае для изготовления изделия необходимо иметь слепок высшего качества! Лучше всего иметь даже два одинаковых сслепка, так как после изготовления керамического моста мы намереваемся пересадить его на еще необточенную модель. Как бы ни было это утомительно для пациента — для своей работы мы можем использовать только слепки высочайшего качества, и не важно, сколько попыток нам для этого потребуется. Поэтому зачастую лучше всего организовать хорошую временную лабораторию, чтобы через несколько дней после препарирования сделать окончательный слепок. Помимо формы препарирования и точного определения ее границ, слепок должен представлять и верхушечную область препарирования высотой не менее 1 мм, чтобы контур коронки в этой области мог быть изготовлен беспереходно. Далее нам необходима подробная информация о положении мягких тканей для возможного изготовления матрицы десен. Только тогда, когда все эти очень важные работы успешно окончены, можно перейти к технической части. Уже на данном этапе становится ясно, успешно ли справляется со своей работой команда, состоящая из врача и зубного техника. Оба — и врач, и зубной техник, должны сделать все возможное, чтобы между ними царило взаимопонимание — в вопросе ли поиска материала поиска материала или особенностей ротовой полости пациента. И важно, чтобы в центре внимания всегда был пациент, соответственно продукт, а не какие-либо эгоистические стремления самоутвердиться со стороны одного из членов команды. Если до настоящего момента все проходило оптимально, в лаборатории можно начать работы по изготовлению модели. После обязательной дезинфекции слепка он еще раз внимательно изучается под микроскопом, чтобы удостовериться, что все необходимые детали выполнены точно. Если выяснилось, что это не так, заливкой не стоит заниматься вовсе. В этом случае необходимо изготовить новый слепок. Мы смачиваем слепочный материал жидкостью для изоляции и заливаем слепок гипсом класса IV с пластмассовым стабилизатором. Не имеет значения, какую модельную систему вы будете использовать. Все они позовляют добиться желаемого результата (может быть, за исключением Dowel-Pin или дугообразным Pin). Нанесите гипс достаточно высоким слоем, сверху установите базовую плоскость и дайте заготовке высохнуть — обязательно основой вверх. Мы используем в нашей работе многоразовые Pindex-Pins и поэтому после извлечения формы — изготавливаем разборную модель — обрезаем зубной ряд в дистальной и базальной области в правом углу. В Вашем распоряжении должен находиться сухой триммер, для того, чтобы избежать попадания воды на гипс, так как это автоматически приведет к изменению пропорций (Рис. 5 — 7). После этого, как обычно, скрепляем штырями, делаем основание и обязательно изготавливаем разъем. Затем следует установка формы в артикулятор с помощью лицевой дуги и сниженных регистратов. Что- |
 |
| Рис. 15. Культя вставлена. |
 |
| Рис. 16. Восковой колпачок укорочен. |
 |
Рис. 17. Циркулярный модельный воск нанесен.
|
 |
| Рис. 18. Восковая капля окклюзально (-0,4)... |
 |
| Рис. 19. ...удалена. |
 |
| Рис. 20. Нанесение окклюзальных бороздок (-0,4)... |
 |
| Рис. 21. ...со стороны окклюзальной поверхности... |
 |
| Рис. 23. Окончательный вид края. |
 |
| Рис. 22. ...нанесение воска завершено. Рис. 24. Готовая модель воскогого колпачка. |
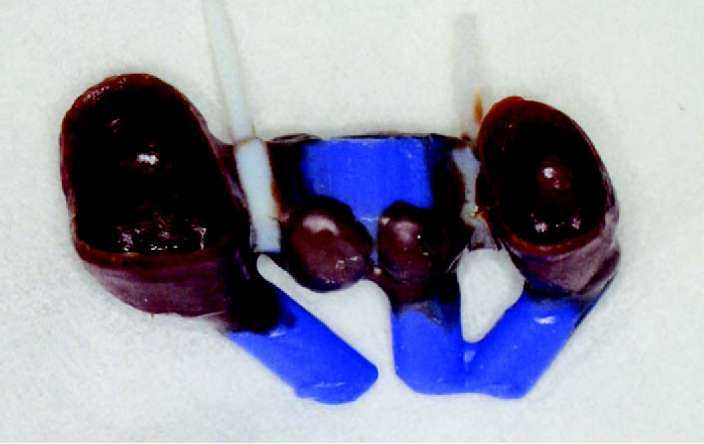
бы достичь точности, я использую для этого гипс слепка. После этого мы проводим шлифование моделей методом подгонки их друг под друга на 0,1—0,3 мм (Рис. 11 — 14). Эта именно та часть работы, которую врач вынужден будет корректировать при установки формы в ротовой полости пациента, если техник не позаботится о шлифовании заранее. Теперь неошлифованная часть модель устанавливается в артикулятор к уже ошлифованной челюсти, а мы тем временем обтачиваем остовы рабочей модели. После раскрытия границ препарирования мы их обозначаем, укрепляем остовы свежим цианокрилатом и наносим тонкий слой дистанционного лака. После высыхания лака мы погружаем культи после основательной изоляции, снимаем излишний светлый воск и наносим темный модельный воск на край. (Рис. 15 — 21). После этого воск наносится кольцеобразно на все края и во все углы. Таким образом уже на данном этапе мы укрепляем прочность каркаса из прессуемой керамики и не должны будем в дальнейшем опасаться за то, что материал наносится на эти области слишком тонким слоем. Свободные зоны также заполняются темным воском (Рис. 22). После этого в течение времени, которое нам необходимо для такой же обработки другого остова, данный остов должен остыть. Теперь, перед тем, как заняться с помощью микроскопа формированием края, моделлирующим инструментом и кисточкой мы проводим очень легкое выравнивание поверхности (Рис.23). Теперь необходимо провести точную работу с помощью микроскопа при 8-ми—16-ти кратном увеличении, только после этого мы можем впервые легко приподнять восковую коронку с помощью коффердама и снова ее вправить. Итак, наши восковые модели имеют одинаковую желаемую толщину, и мы можем заняться опорой моста и соединительными элементами (Рис. 24 и 25). В области боковых зубов необходима толщина коннекторов от 4х4 мм, и это значение не должно быть превышено. Для этого мы используем части из искусственных пережигаемых материалов, изготовленные по новым технологиям, которые с помощью позиционирующего пина аппроксимально устанавливаются к коронкам основ и наращиваются (Рис. 26 и 29). Из-за того, что их цвет отличается от цвета воска, они четко видны и даже буккально вогнуто хорошо различимы для четкой сепарации. Таким образом, вы можете быть уверены относительно требуемой прочности и Вам не нужно утомлять себя замерами соединений, снова и снова занимаясь их корректировкой. В качестве мостового соединения мы используем сверхтвердые восковые палочки диаметром 5 мм, укорачиваем и подгоняем их по форме, и наращиваем их на коннекторе (Рис. 30). Другая сторона укрепляется, после того как первое соединение остыло, с помощью фотополимеризуемого Stains-Liquid (Рис. 31—33). Такой метод позволяет избежать смещения воскового моста. Однако мы все равно проверяем точность посадки моста, примеряя его на необточенную модель. Если выявляется какое-либо несоответствие, оно исправляется на этом этапе. В зависимости от конкретного случая закрепление проводится восковыми палочками толщиной 1,5 — 2 мм при максимальной длине 6 мм с помощью Stains-Liquid (Рис. 34 и 35). Модель снимается и укрепляется на базовой форме Empress. Необходимо сразу же начать заполнение формы, чтобы избежать возможного смещения воска (Рис. 36 — 39). Масса-наполнитель смешивается в соответствии с рекомендациями производителя с учетом на- |
 |
| Рис. 25. Моделирование в артикуляторе. |
 |
| Рис. 26. Установка коннекторов... |
 |
| Рис. 27. ...вид части моста... |
 |
| Рис. 28. ...окклюзально... |
 |
| Рис. 29. ...буккально... |
 |
| Рис. 30. Готовая модель до блокировки. |
 |
| Рис. 31. Фотополимеризуемый Kusto.. |
 |
| Рис. 32. и Рис. 33. ...переходим, к свободному от. сжатия соединению частей моста. |
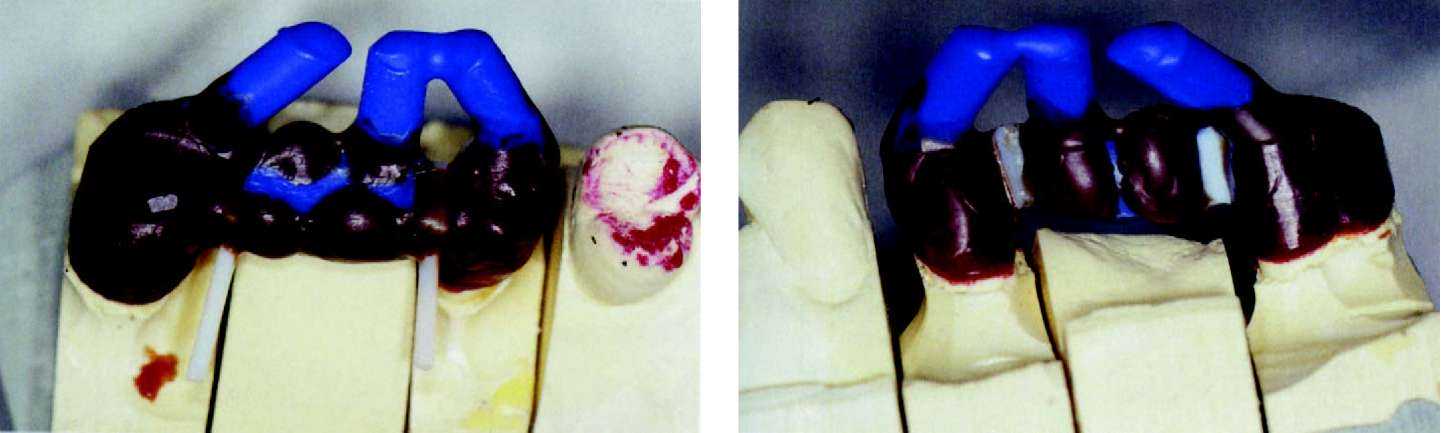 |
| Рис. 34. и Рис. 35. Метод укрепления на штифтах. |
 |
| Рис. 36. Заготовки, готовые для наращивания. |
 |
| Рис. 37. и Рис. 38. Мост прочно укреплен на основании. |
 |
| Рис. 39. Все готово для прессования. |
 |
| Рис. 40. Оптимальная масса для прессования. |
шего производственного процесса (воск, печь и т.д.) (Рис. 40). Точное заполнение формы мы завершаем с помощью смачивающего средства и кисточки. Уже почти два года мы используем почти исключительно наполнитель Speed, и получаем превосходные результаты. Муфель, заполненный этим материалом, уже через 40 мин. можно ставить в печь, предварительно разогретую до 850°С, и спустя час можно начинать прессование. Наиболее важным для результата прессования является регулярная мануальная или автоматическая калибровка температуры печи Ivoclar с помощью серебряных проб. В этот момент решается вопрос о качестве каркаса из дисиликата лития. Система измерения времени при прессовании, разработанная компанией Ivoclar, намного превосходит другие подобные системы и таким |
|
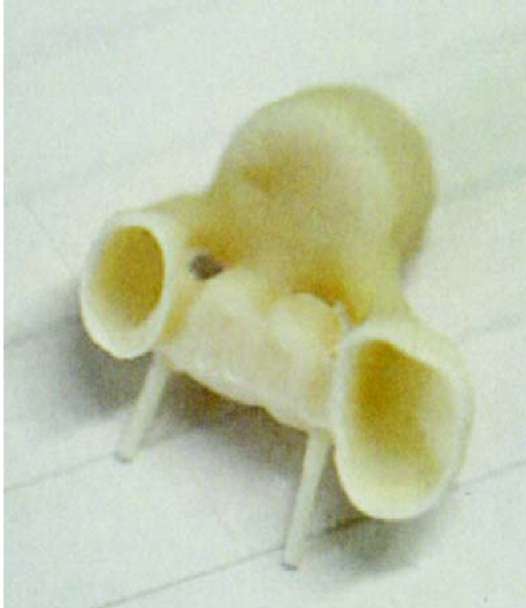
образом, вносит значительный вклад в получение оптимального результата. Чистый процесс прессования длится примерно 3 минуты, благодаря чему материал не подвергается долговременной тепловой обработке и давлению, как это обычно бывает при использовании других систем. Охлаждение муфеля до комнатной температуры — очень важный процесс. Ни в коем случае нельзя извлекать еще теплый прессованный муфель, так как это может привести... Ни в коем случае нельзя извлекать еще теплый мюфель из кюветы, так как это может привести к появлению трещин в материале каркаса. Когда температура достаточно снизится, отделяется верхний штемпель муфеля и объект (заготовка) покрывается оксидом алюминия 110 мр. Внешние части массы-наполнителя можно без опаски удалить при давлении 4 бар, сама заготовка обрабатывается при давлении приблизительно 2 бар (Рис. 41-45). Затем поверхностный реакционный слой размягчается слабой фтористоводородной кислотой (Invex) и полностью удаляется оксидом алюминия 110 мр (Рис. 46). Такой метод обработки для удаления этого слоя просто обязателен, так как в противном случае при обжиге могут появиться пузырьки газа и трещины (Рис. 47 и 48). На основании уже имеющегося опыта обработанный таким методом объект вместе с дистилированной водой мы отправляем на 10 минут в ультразвуковой аппарат. Этим достигается полное удаление оставшейся жидкости Invex из пор каркаса Empress-2. Это должно быть сделано обязательно, чтобы исключить вытеснение газа в слой керамики при последующем обжигании, так как это также может привести к появлению пузырьков или даже трещин в реставрации. |
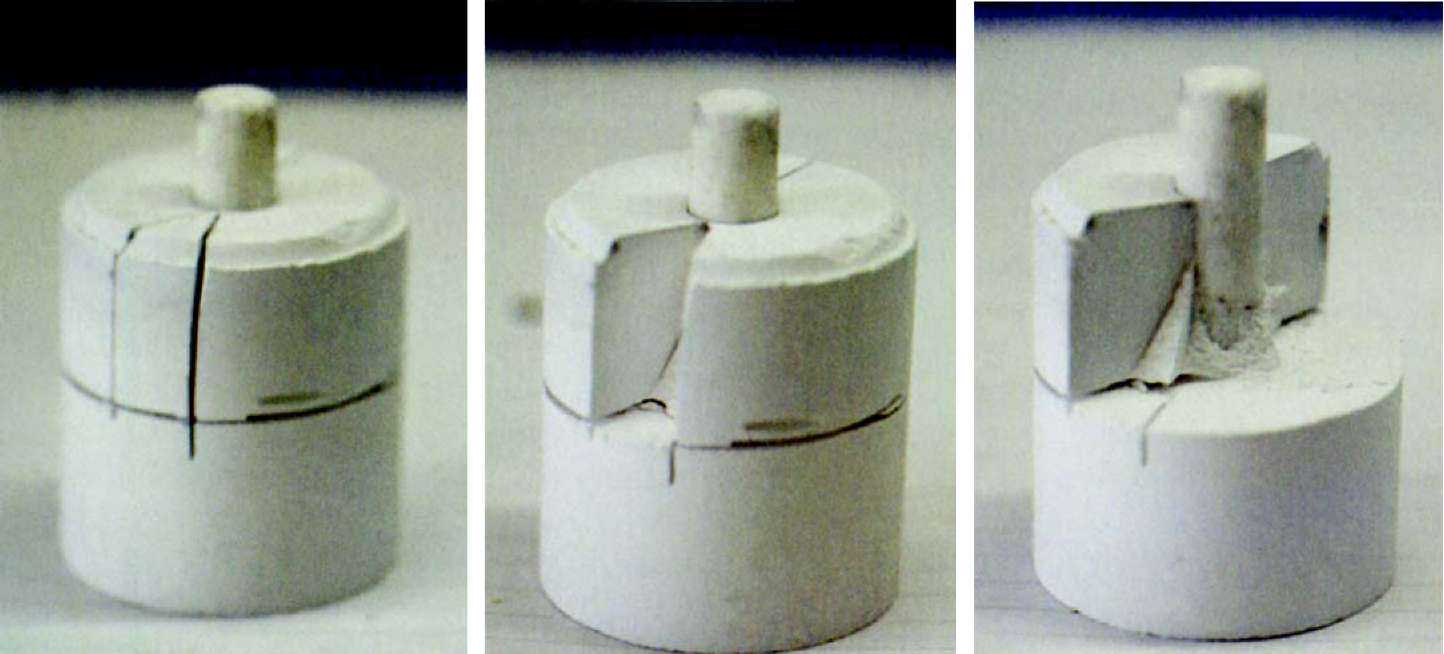 |
| Рис. 41.—Рис. 43. Извлечение формы. 1—3. |
 |
| Рис. 44. Извлечение формы. 4 перед облучением.. |
 |
| Рис. 45. Объект, после грубой обработки. |
 |
| Рис. 46. После обработки Invex. |
 |
| Рис. 47. и Рис. 48. Результат:... все чисто. |
 |
| Рис. 49. Подгонка без шлифования.. |
Подгонка Теперь, после скрупулезной чистки каркаса, мы займемся подгонкой заготовки. Для этого сначала рассмотрим ее под стереомикроскопом в 16-кратном увеличении, чтобы иметь возможность обнаружить те места, где были допущены ошибки. Я знаю, что с Вами такого не случается, но осторожность не повредит. С моими прессованными изделиями иногда случается, что под микроскопом обнаруживается одна-другая воздушная капля. Её я сразу же удаляю под микроскопом с помощью бора шаровидной формы прежде, чем она будет обнаружена моими зубными техниками. Тем временем дистанционный лак на рабочих остовах удаляется с помощью Q-Tip и ацетона, и, таким образом, более ничто не мешает подгонке безметаллового керамического каркаса. Если моделлирование было проведено правильно, и вся цепочка работ в лаборатории тоже, я вам гарантирую, что Вам удастся подогнать каждую часть на остове менее чем за 30 секунд. Это не волшебство, а результат тщательной предварительной работы (Рис. 49-51). Если же, против Вашего ожидания, Вы все-таки обнаружили небольшую выпуклость на остове, которая теперь внутри каркаса из-за этой рельефности становится мешающим фактором, необходимо локализовать это место. Мы используем смесь этилового спирта и татуированной краски, тонко наносим эту смесь на рабочий остов и устанавливаем каркас. Так как упомянутая смесь высыхает за секунды, мы получаем четкий рисунок проблемного места, и можем полностью удалить его с помощью алмазного бора шаровидной формы. Преимущество этого контрастного средства заключается прежде всего в том, что: при осуществлении последующих работ — продувке и обработке сжатым воздухом, это средство бесследно удаляется, не впитываясь в гипсовый остов. Подготовка каркаса Теперь объект подогнан и мы переходим к обработке поверхности. Для этого сначала отделяются прессовальные каналы с помощью двустороннего диска с алмазным покрытием (0,2 мм). Этот процесс я осуществляю после подгонки, так как в случае качания моста (маловероятном) в этом процессе так и так нет никакой необходимости и работу нужно начинать снова — с этапа моделирования. Используя водоохлаждение, с помошью диска для разрезания гипса мы сначала циркулярно определяем место разреза вокруг отдельных подводящих каналов в тех местах, где мы хотим сделать разрез. Затем при сильном охлаждении и частом прерывании мы делаем разрез. В этом случае очень важно избежать слишком силь- |
 |
| Рис. 50. ...на модели... |
 |
| Рис. 51. Идеальная посадка. |
 |
| Рис. 52. Материал для Wash-brand. |
 |
| Рис. 53. Практичные пины.. |
|
ного нагревания, чтобы избежать появления вследствие этого трещин. Следующим этапом будет шлифование прессованных заготовок и обработка всего каркаса соответствующим алмазным шлифовальным инструментом (прокатка, обжиг, отделка и т.д.) Края коронок необходимо оставить более плотными, чтобы обеспечить хорошую базу для облицовки. Время от времени во время работы мы измеряем толщину каркаса, она должна на всем протяжении иметь толщину 0,8 мм. Если Вы осуществляли моделирование с соблюдением всех наших указаний, обеспечить одинаковую толщину по всей длине каркаса не должно составить особого труда. При толщине каркаса 0,6 мм или менее может случиться так, что при последующем нанесении керамики во время процесса обжига она может проникнуть вплоть до внутренней стороны коронок, что, конечно, приведет к возникновению напряжения при растяжении и неминуемо приведет к возникновению трещин на каркасе. В этом случае ничего уже не спасти, и все придется начать заново. Если же до этого момента все шло благополучно, весь каркас может быть обработан оксидом алюминия 110 мр при давлении 2 бар, и затем очищен с помощью ультразвуковой ванны или пара. Еще одна проверка под микроскопом, чтобы удостовериться, что не осталось ничего лишнего, является обязательной.
Литература: Дэвид Корзон: «Эстетический дизайн зубной керамики», издательство «Quintessenz-Verlag», г. Берлин. Клод. Р. Руфенахт: «Эстетика в стоматологии», издательство «Quintessenz-Verlag», г. Берлин. Халлер Бишофф: «Неметаллические реставрации из литой керамики», издательство «Quintessenz-Verlag», г. Берлин. Джон В. МкЛин: «Наука и искусство зубной керамики», издательство «Quintessenz-Verlag», г. Берлин. Материал предоставлен официальным дилером компании «Ivoclar - Vivadent» фирмой «ХАРИКО ДЕНТА МЕД». |