и промывается. На высушенный каркас наносят тонким слоем опаковую керамическую массу так, чтобы металл просвечивал, конденсируют и подвергают обжигу в соответствии с инструкцией фирмы-изготовителя. Конденсация опаковой массы влияет на прочность сцепления с металлом. Для предупреждения смещения массы при нанесении на каркас необходимо удалять избыток жидкости, находящийся на поверхности. Перед обжигом керамическую массу следует просушить в соответствии с инструкцией завода-изготовителя. Обжигают опаковую массу в один или два приема. Последний способ считается более эффективным.
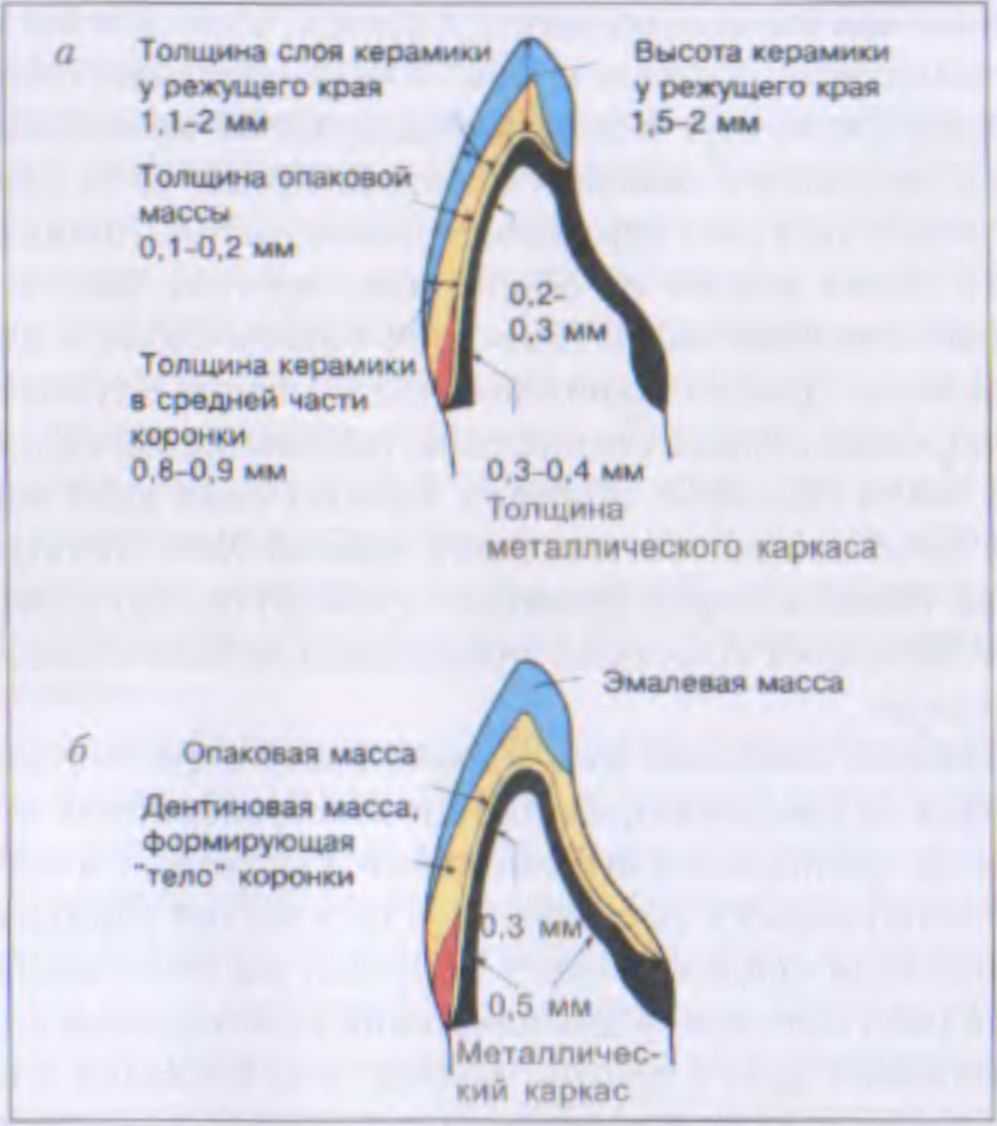
Опаковая масса используется прежде всего для маскировки металлического каркаса. При этом она обладает способностью пропускать свет и давать отражение от металлического каркаса, покрытого окисной пленкой. Кроме того, опаковая масса определяет цвет керамического покрытия. Толщина последнего также влияет на общий цвет протеза. Высококачественные опаковые массы наносятся тонким слоем, а для предупреждения просвечивания металла, особенно в придесневой части коронки, создана специальная покрывная масса, или «золотая» паста (Keradek, Wieland). Пришеечный край коронки может быть покрыт специальной массой New Blendgold ф. Hcraeus, обжиг которой проводят согласно инструкции. Масса New Blendgold усиливает покрывающую способность опакового слоя.
Порошок опаковой массы смешивают с дистиллированной водой до сметанообразной или кашицеподобной консистенции на специальной керамической пластинке с ячейками.
Опаковую массу, состоящую из трех частей (пришеечная; покрывающая среднюю треть коронки; располагающаяся в области режущего края), при нанесении на металлический каркас соединяют друг с другом посредством создания плавных переходов (рис. 113). Выбор цвета каждой части определяется
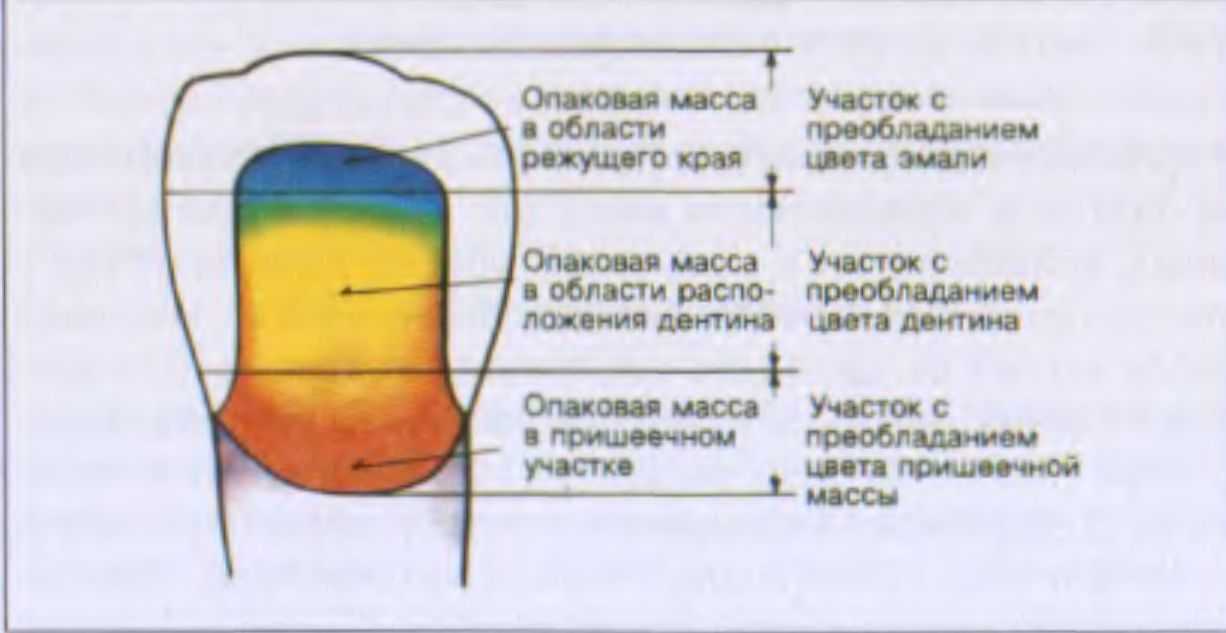
Рис. 113. Нанесение опаковых масс
в зависимости от поставленной задачи и в соответствии с инструкцией завода-изготовителя.
Перед нанесением опаковой массы каркас слегка увлажняют для увеличения его смачиваемости. Кисточкой или стеклянной палочкой приготовленную смесь опаковой массы наносят тонким слоем на поверхность колпачка, слегка конденсируя ее рифленым шпателем. Для этого шпатель с рифленой поверхностью ручки перемешают по инструменту, удерживающему каркас (пинцет, корнцанг). Лишнюю влагу удаляют фильтровальной бумагой или косметическими салфетками. Толщина нанесенного фунтового слоя должна быть минимальной. Нанесение «золотой» пасты дает общее увеличение опакового слоя после обжнга лишь на 10—15 мкм, что практически малозаметно.
Если слой будущего керамического покрытия будет достаточно большим, основной цвет керамики закладывается с помощью так называемых интенсивных дентиновых масс. При этом опаковый слой почти не подкрашивается. В случае сокращения толщины керамического покрытия, из-за недостатка для нее места, основной цвет может быть заложен при применении интенсивных опаковых масс или керамических красок, которые наносятся на опаковый слой. Опаковую массу рекомендуется подкрашивать во время нанесения.
Колначок с фунтовым слоем устанавливают на керамическую подставку (трегер) и проводят предварительный прогреву входа печи при 980"С в течение 4—5 мин. Вакуумный обжиг осуществляется при температуре от 750 до 980"С. По достижении конечной температуры отключают вакуум и выводят лоток из муфеля. Каркас выдерживают на лотке еще 30 с и затем вынимают из печи, медленно охлаждая на воздухе до комнатной температуры.
При нанесении «золотого» покрытия каркас обжигают в печи в течение 6 мин. Причем в начале обжига температура должна быть в пределах 600`С, а в конце — 820*С, т.е. подъем температуры должен быть примерно 60`С в минуту. Основной слой опаковой массы должен накладываться поверх золотистого покрытия.
Обязательно повторное нанесение фунтового слоя с целью закрытия трещин, усадочных впадин к предотвращения просвечивания металла. Однако следует стремиться к выполнению всех перечисленных требований при минимальной толщине грунтового слоя, памятуя об экономии места для нанесения других слоев керамического покрытия.