Точное оформление вестибулярных краев зависит от вида подготовки зуба. При препарировании плеча в 90" краевую область коронки можно покрыть керамикой. В других случаях делают небольшую металлическую гирлянду или коронку полностью облицовывают керамикой, После окончания моделнрованин каркаса и отливки его из сплава проводят припасовку коронок па рабочей гипсовой модели и тщательно обрабатывают его поверхность. Для шлифования металлического каркаса лучше всего использовать твердосплавные фрезы. Эта обработка нужна для устранения предыдущих ошибок. При работе фрезами следует избегать образования борозд или насечек, в которых в процессе обжига керамики могут скапливаться и застаиваться газы. Поэтому металлический каркас обрабатывают с помошью шлифовальных инструментов на керамической связке очень тщательно, плавно и в одном направлении. Из-за сильного давления на металл увеличивается риск появлении случайных сколов из-за образования пузырьков в этом месте.
Поверхность каркаса увеличивается благодаря пескоструйной обработке алюмоксидом. Одновременно каркас очищается от возможных загрязнений. Остатки песка после пескоструйной обработки могут быть удалены в паровой кастрюле или путем кипячения в дистиллированной воде. Этот этап подготовки каркаса считается очень важным, поскольку связан с риском загрязнения металла, следствием чего является образование трещин и пузырьков. Только когда есть уверенность, что каркас чистый, можно перейти к получению окисной пленки для обеспечения химического соединения металлического каркаса и керамической массы, которое вместе с механической ретенцией усиливает компрессионное схватывание металла и керамики, возникающее благодаря различным коэффициентам термического расширения этих материалов.
Окисный слой должен иметь однородный цвет. Если применяемый сплав быстро темнеет, его можно обработать 30% соляной кислотой, что способствует частичному растворению окислов. Единственный оксид, нерастворимый в соляной кислоте. - оксид цинка. Среди окислов, образующихся на металлическе>м каркасе, последний представляет для нас наибольший интерес. Он улучшает покрываемость металлического каркаса керамической массой. В незначительном количестве он присутствует и в опаковой массе. Для нейтрализации остатков соляной кислоты каркас промывается бикарбонатом натрия. Этот метод позволяет получить светлую металлическую поверхность, не снижающую при этом прочность химических связей.
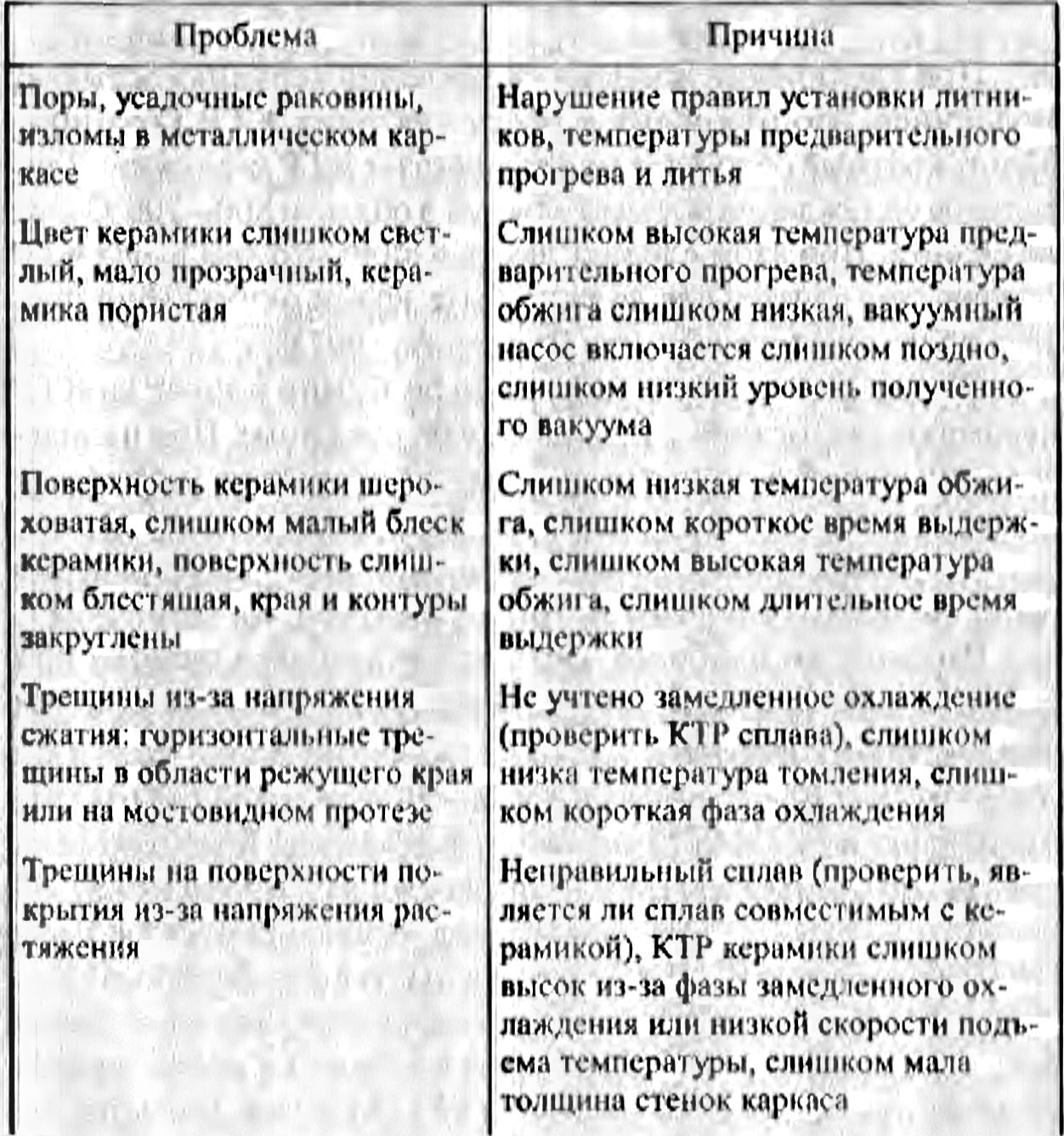
Таблица 4
Ошибки при изготовлении металлокерамических протезов, их причины и способы устранения

Проблема получения прочного соединения между керамикой и металлическим каркасом тесно связана с соотношением между значением КТР металлического каркаса и режимом охлаждения металлокерамической конструкции после обжига Согласно стандарту ISO 9693, КТР, например, для керамической массы ИПС-Классих (ф. Ivoclar) указывается для области 25—500`C и измеряется мосле 2 и обжигов. В дальнейшем это значение должно быть указано на упаковке материала.
t
Массы ИПС-Юшссын предназначены для сплавов, имеющих КТР 13,7-15,5x10 ° К` при 25-500Х. В зависимости от типа и состава сплава на прочность соединения наряд}` с другими параметрами обжига влияет время охлаждения.
Таблица 5
Ал1 оритм решения возможных проблем при работе с керамической массой Duceram Plus
При увеличении времени охлаждения керамика остывает медленнее, что приводит к росту значения КТР керамики. Многократный обжиг также увеличивает КТР керамики. Длительное охлаждение осуществляется в области 800—700*С после обжига. При этом следует иметь в виду, что чем выше КТР сплава тем длительнее должно быть время охлаждении протеза после каждого обжига (Виллер А.. 1997).
Снижение скорости нагрева до 50*С/мнн влияет на КТР керамики аналогично длительному охлаждению. При использовании печей с другими системами открытия (например, ли(|гг) используются другие правила обжига.
Возможные ошибки, их причины и способы устранения были систематизированы А. Виллером (табл. 4).
Рассмотрим наиболее часто встречающиеся ошибки при работе с керамической массой Duceram Plus и выясним, чем они вызваны (табл. 5).