Помимо разной формы заготовок, на которые наносится абразивное покрытие, алмазные вращающиеся инструменты также отличаются размером наносимых частиц или степенью абразивности покрытия. Размер алмазных час-
* Брасселер США Инк., Brasseler USA Inc. "* Сиьтркг Дентал Продактс; Syntox Dental Producs.
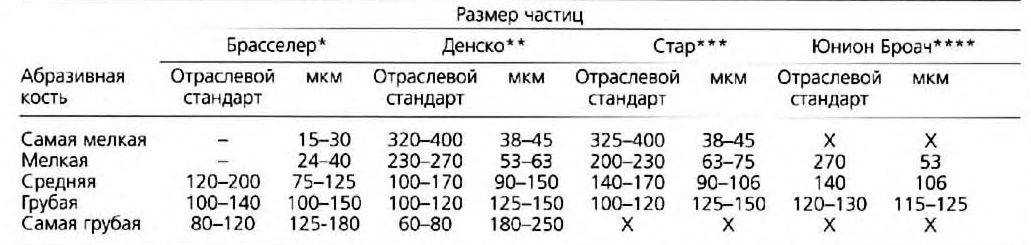
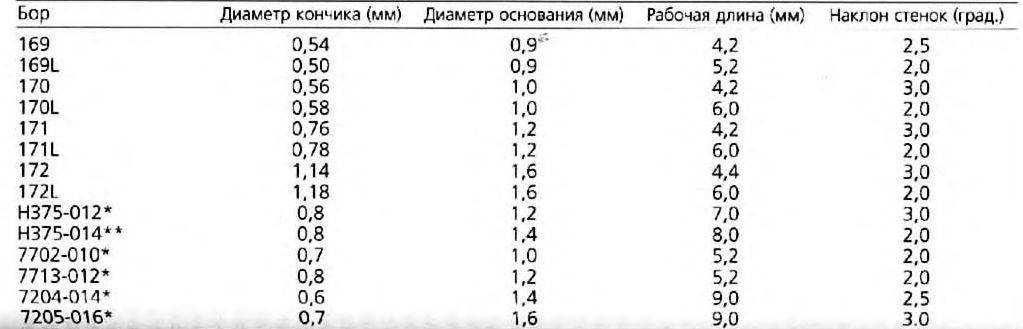
Таблица 3-3. Размеры твердосплавных конусных фиссурных боров (без зубцов)
`` Теледин Денскс; Teledyne Densco. *"■ Юьион Броач Корп.; Union Вгоаст Corp.
тиц, о i несенных к тому или иному массу абразивности, например к соеднему, может отличаться у разных производи грпей Размер частиц, используемых четырьмя крупнейшими производителям/ бороз в США, опоеделяется °трао1евым стандартом и эквивалентными метрическими параметрами (табл. 3-D.
Помимо множества форм и размене алмазных боров, используемых "
Ля
решения разных задач или удоб
ч
ыхдля работы
СТа
. существует несколько видов бо°°
в
. которые должны всегда присутствовать в базовом наборе: с закругленным и плоским концом, Длинные короткие копьевиднь е боры малые колесовидные боры с закругленным краем (рис. 3-2). Еще двумя .^Рокс используемыми алмазными _ Рами являются торпедовидный и "■ЗМевидный боры, которые часто комбинируют г твердосплавными борами соответствующей формы (рис. 3-3). Размеры этих инструментов приведены в табл. 3-2.
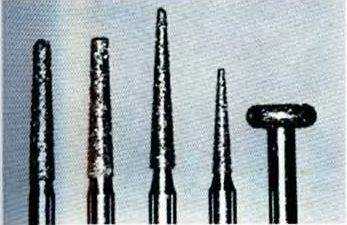
Рис 3-2. представленные пгть алмазных боров входят в состав стандартного набора для препарирования зубов под лпые ме йлличккие и керамические реставрации (слева награво): пмуо-ь й алмазный бор с закругленным комчйrov {Ns 856-0" б. Боасссгор). конусный алмазный бор с плоским кончиком длинный «ииьенидный алмазный бор (Ks 30006 012), коро`кий копьевидный алмазный бор (№ 852 012)малый колесовидной алмазный бор сзакругг?1.и-,м кончиком (Mj 909-04П)
Некоторые инарумешы определенных размеров и формы выпускают мно
_
ие производители, другие - только один. Инструменты одной фирмы для проведения особых видов препарирования можно заменять инструментами другого производителя только после тщательного обследования под увеличением, чтобы убедиться в их достаточном сходстве.
Все инструменты малого диаметра или имеющие оарые концы необходимо применять с осторожностью. Для сохранения формы инструмента или пррдотвраще-ия излишней потери абразивных частиц некоторые производители покрывают участки инструментов малого диаметра более мелкой алмазной крошкой. Такие учаики алмаз-
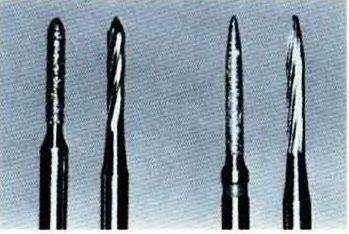
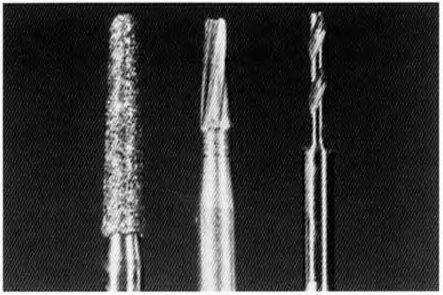
Рис. 3-3. Концепция попеременного использования алмазнух и твердосплавных боров соотиеншующсй формы было предложена Lustig " Торпедовщнай алмазный бор (№ 877-010, Брасселер) и твердосплавной бор (No 282-010) r левой -йети г таи,та входят в оригинальный набор для препарирования, поедложенного Usiig. Меладзсрнистый алмазный и твердосплавный пламевидные боры исен-ичной формы представлены в правой "-асы слайда
Рис. 3-4. Твердосплавный фсм!моиI (А лева) rnnnjnLjciu- к стагьнсму с
еахню (л, mpa- | ва!. После этогп твердосплавную головку обра- j 6d ываю- (В) I` уксэачивают •С)"
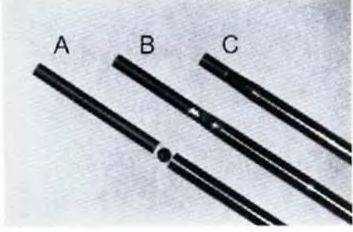
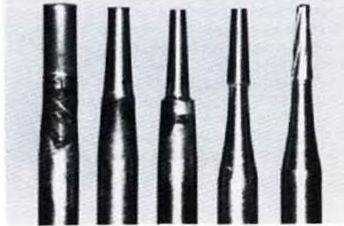
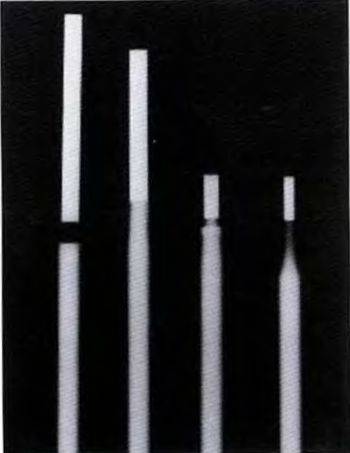
Рис. 3-5. Заготовг походит кшмиько этаггз обрабо~ки (слева напразо): укорачивание. пэед^ашегьная об- 1 рабсил югзвки, гслирозка. сбрг?.отфзезеоовсплавная jjioioBta и стальной стеэжень (слв-Я ва.`. сгэянныр фрл-мс и^ (шорой образе j ` lij>. заготовка бера после предздпитегкной оо- 1 оабзткя головотовка бара г осле фрезеровки "Р*".
при голоики. Твердосплавные се`меит, ойладз- | ют больхой рентгенокон piJciH-стью (> ` гниМ* j кс 0л1ые>. При большом увеличении не набяК^ 1 дается чип экого jjjopc в области а J Рентгенограмма предоставлена i жой Bevony 1 Dye (Оклоюма Си-и. США).
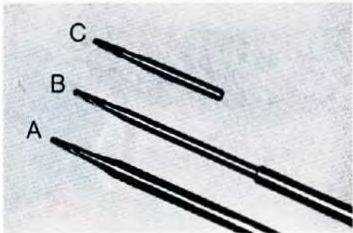
Рис. 3-7. После того, как голоестью готовь (А), стальной стержень фрезеруют 13) и укорачивают до создания хвостовика необходимой длины В данном случае зга |урбинный бор (С)
ных боров имеют меньшую периферическую скорость, чем участки большего диаметра, поэтому более тонкие сегменты работают менее эффективно. Соответственно необходимо избегать на первый взгляд естественной реакции - более сильного надавливания на наконечник при paooie мелкими инструментами. Большее давление на бор приведет лишь к потере абразизнь>х частиц и порче инструмента.^