>от к стальным стержням (рис. 3-4).
Затем большими алмазными дисками головке бора придают требуемую форму (рис. 3-5). Связь твердосплавной головки с несущим стержнем достаточно надежна, поэтому офывы юловки происходят довольно редко (рис. З-б). После завершения обработки твердосплавной головки несущий стрржень укорачивают, уменьшают в диаметре или фрезеруют вырез для фиксации, чтобы получился бор для прямого, углозого или турбинною наконечника (рис. 3-7).
Большинство предназначенных для препарирования боров имеет шесть и реже восемь граней. Боры для полировки обычно имеют двенадцать граней, но иногда и 20, и 40. Режущая поверхность каждой |рани образована соединением двух поверхностей - передней и верхней (рис. 3-8). Угол между верхней поверхностью грани и препарируемой поверхностью называется углом допуска (задним углом). Этот угол определяет объем металла около режущей кромки. Существуют оптимальные значения задних углов для каждого диаметра бора. Чем больше диаметр бора, тем меньшее значение этого угла требуется/` Чем меньше задний угол, тем прочнее режущая кромка грани. Однако, если этот угол слишком мал, то задняя кромка грани может касаться препарируемой поверхности, что приводит к перегреву и уменьшает эффективность препарирования.
Угол, под которым сходятся передняя поверхность грани и линия, проведенная от режущей кромки до центра вращения (радиальная линия), называется главным передним углом режущего инструмента.
1
`` Этот угол может быть положительным или отрицательным (рис. 3-9). Чем более выражен положительный главный передний угол, тем острее режущая кромка грани бора и выше его режущие свойства. Позитивный главный передний угол, к сожалению, ослабляет режущий край, поэто- j му грани бора создают либо с отрицательными, либо с нулевыми (радиаль- I ными) значениями этого угла и широ- j кими основаниями. Такой дизайн несколько ухудшает режущие качества бора, однако повышает его прочность.
Грани обычно располагаются по спирали, отделяясь пазами-канавкамиЧисло витков спирали, или угол наклона винтовой канавки бора, также определяет режущие свойства инструмен- | та. Бор с большим углом наклона винтовой канавки создает более гладкую | поверхность препарирования и рабо-1 тает с меньшей вибрацией/
1
что также Уменьшает изнашивание инструмента
и
препятствует засорению канавок опилками.`
6
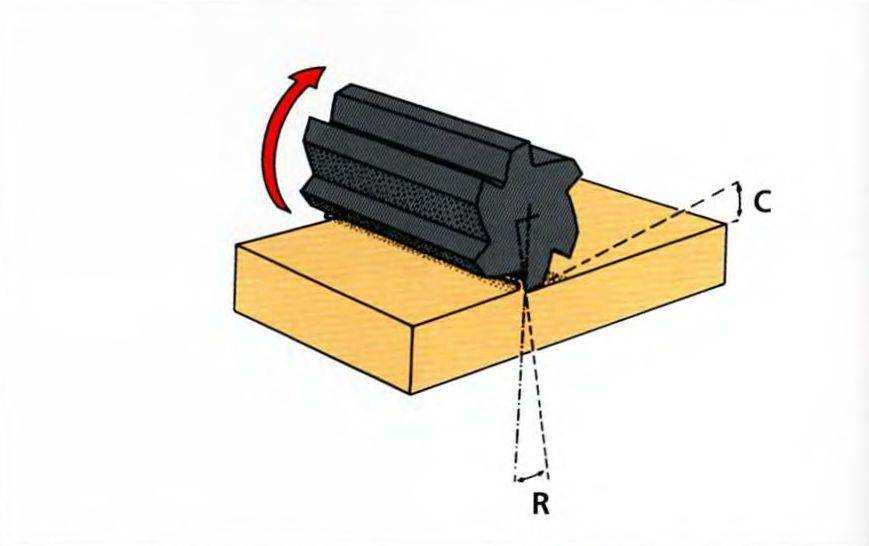
Рис. 3-8. Обычный режущий бор имеет шесть граней (зубцов), разделенных канавками. Каждая I грань имеет три поверхности: переднюю, верхнюю и заднюю. Верхняя и задняя поверхности могут соединяться в одну изогнутую поверхность. Угол между передней поверхностью грани и линией, проведенной от режущей кромки до центра вращения, называется главным передним углом режу- I щего инструмента (R). Угол между верхней поверхностью грани и препарируемой поверхностью называется углом допуска (задним углом) (С). Эти два угла определяют остроту грани
В некоторых борах грани пересечены поперечными бороздками. Боры такой конфигурации называются зубчатыми. `о некоторым данным, зубчатые боры олад
ают
несколько большей режущей способностью.
;;
Несмотря на это, Ры с гладкими гранями предпочтильнее для препарирования зубов под чельнолитые реставрации. Зубчатые
6о
Ры
оставляют глубокие поперечные
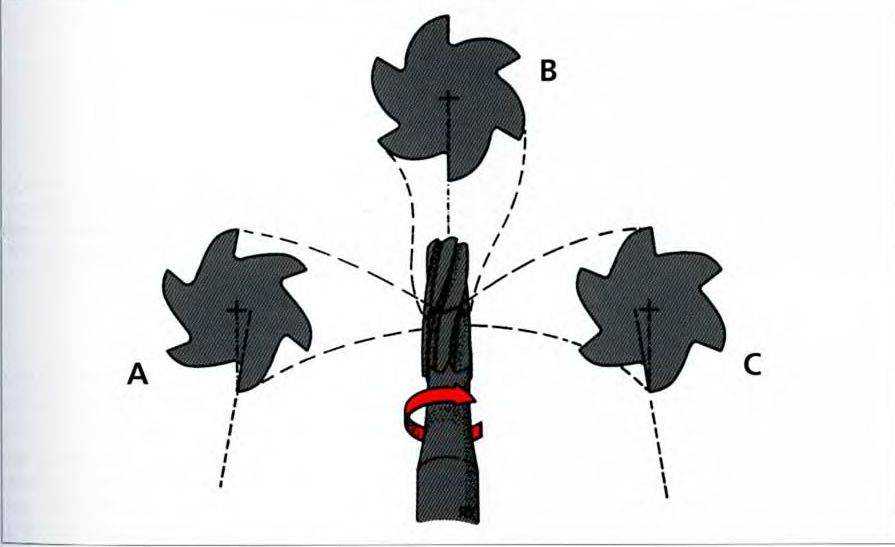
Рис. 3-9. Три типа главного переднего угла. Позитивный угол (А): плоскость верхней поверхности грани лежит кзади от радиальной линии. Несмотря на то что в начале работы такая грань имеет максимальную режущую способность, при препарировании эмали она быстро скалывается и затупляется. Нейтральный или радиальный угол (В): плоскость верхней поверхности грани совпадает с радиальной линией. Негативный угол (С): плоскость верхней поверхности грани лежит кпереди от радиальной линии. Такой дизайн грани позволяет иметь достаточный объем металла кзади от режущего края, что увеличивает продолжительность службы бора. Большинство стоматологических боров имеют либо нейтральный, либо отрицательный главный передний угол
Некоторые твердосплавные боры включены в стандартный набор для препарирования, в который входят, как минимум, два конусных фиссурных бора (стандартной длины и удлиненный), торцевой бор и шаровидный бор № 4 (рис. 3-10). Кариозные ткани иссекают шаровидным бором № б для углового наконечника. Здоровый дентин отличается от кариозного более выраженным сопротивлением к препарированию.
Конусные фиссурные боры используют на нескольких этапах препарирования зубов под литые металлические и
Рис. 3-10. Представленные твердосплавные боры входят в стандартный набор для препарирования зубов под литые металлические и кера- I мическиереставрации. Слева направо: № 169L 170, 171, 957, 4, 6.
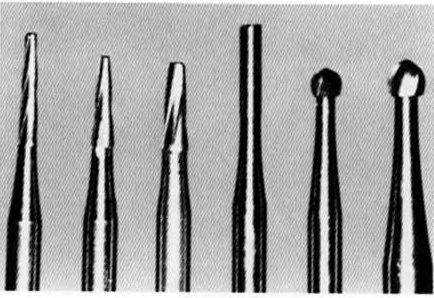
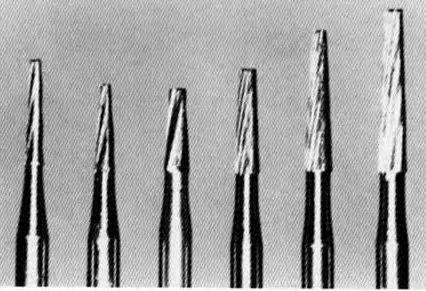
Рис. 3-11. Несколько конусных фиссурных бо- i ров могут быть взаимозаменяемыми: № 169L, ] 170, 171,713-012, 375-014. Боры меньшего диаметра лучше всего подходят для начального ! препарирования проточек и коробчатых полос-1 тей. Инструменты большего диаметра успешно I применяются для сглаживания осевых стенок I
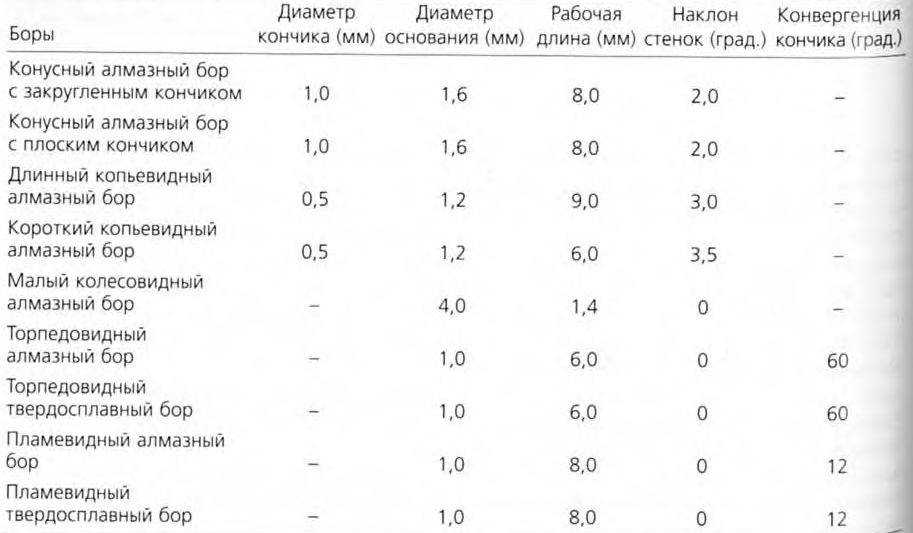
Таблица 3-2. Размеры алмазных и комбинированных алмазно-твердосплавных боров |
°ис. 3-12. Данные ротационные инструменты также применяются для препарирования зубов: боры № 34, 1/2 и 0,6-миллиметровое сверло
керамические реставрации. Помимо создания проточек, коробчатых полостей и перешейков, они особенно удобны для сглаживания вертикальных стенок культи. Однако традиционные боры 170-й серии с шестью гранями не всегда имеют достаточную длину, а острый кончик может создавать грубый уступ у основания стенки. Существуют конусные полировочные боры большей Длины и диаметра, которыми удобнее выполнять этот этап. Некоторые из широко используемых боров представлены на рис. 3-11. Размеры боров приведены в табл. 3-3.
К другим достаточно часто применяемым вращающимся инструментам, включенным в стандартный набор для препарирования, относятся обратный конусный бор № 34, шаровидный бор № 1/2 и спиральное сверло диаметром °.6 мм (рис. 3-12).