В зависимости от применяемой методики и вида слепочного материала количество клинических и лабораторных этапов может меняться. Клинические приемы при протезировании беззубых челюстей будут описаны в сокращенном виде, основное внимание будет уделено вопросам лабораторного изготовления протезов.
Получение анатомических с л е п к о в. В качестве слепочного материала можно использовать гипс, термопластические и альгинатные массы.
В зуботехнической лаборатории по слепку отливают модель, на которой изготовляют индивидуальную ложку из того или иного материала (воск, стенс, пластмасса, металл и др.).
Индивидуальную ложку из воска готовят следующим образом. Уточнив на модели границы будущей ложки, определенные врачом, зубной техник разогревает пластинку воска и плотно обжимает модель, срезая излишки строго по отмеченным границам. Затем он моделирует из воска выступы.
в переднем и боковых отделах (для нижней челюсти) высотой I — 1.2 см и шириной 0,6—0,8 см, используемые для фиксации ложки во время снятия функционального слепка и как ориентиры для языка при проведении функциональных проб. В переднем отделе ложки для верхней челюсти моделируют ручку.
Восковую форму индивидуальной ложки вместе с моделью гипсуют в кювету обратным способом и заменяют воск пластмассой.
В некоторых случаях изготовленную таким образом восковую индивидуальную ложку после коррекции ее краев в полости рта используют для получения функционального слепка, применяя жидкотекучие слепочные материалы.
Восковая индивидуальная ложка может быть изготовлена непосредственно в полости рта по методике Г. Б. Брахман, что ускоряет процесс изготовления протеза и сокращает количество посещений больного.
При изготовлении индивидуальной ложки из пластмассовых стандартных пластинок AKP-II последние размягчают в горячей воде или над пламенем газовой горелки и обжимают на модели. Излишки пластинки срезают ножницами после предварительного разогревания соответствующих участков.
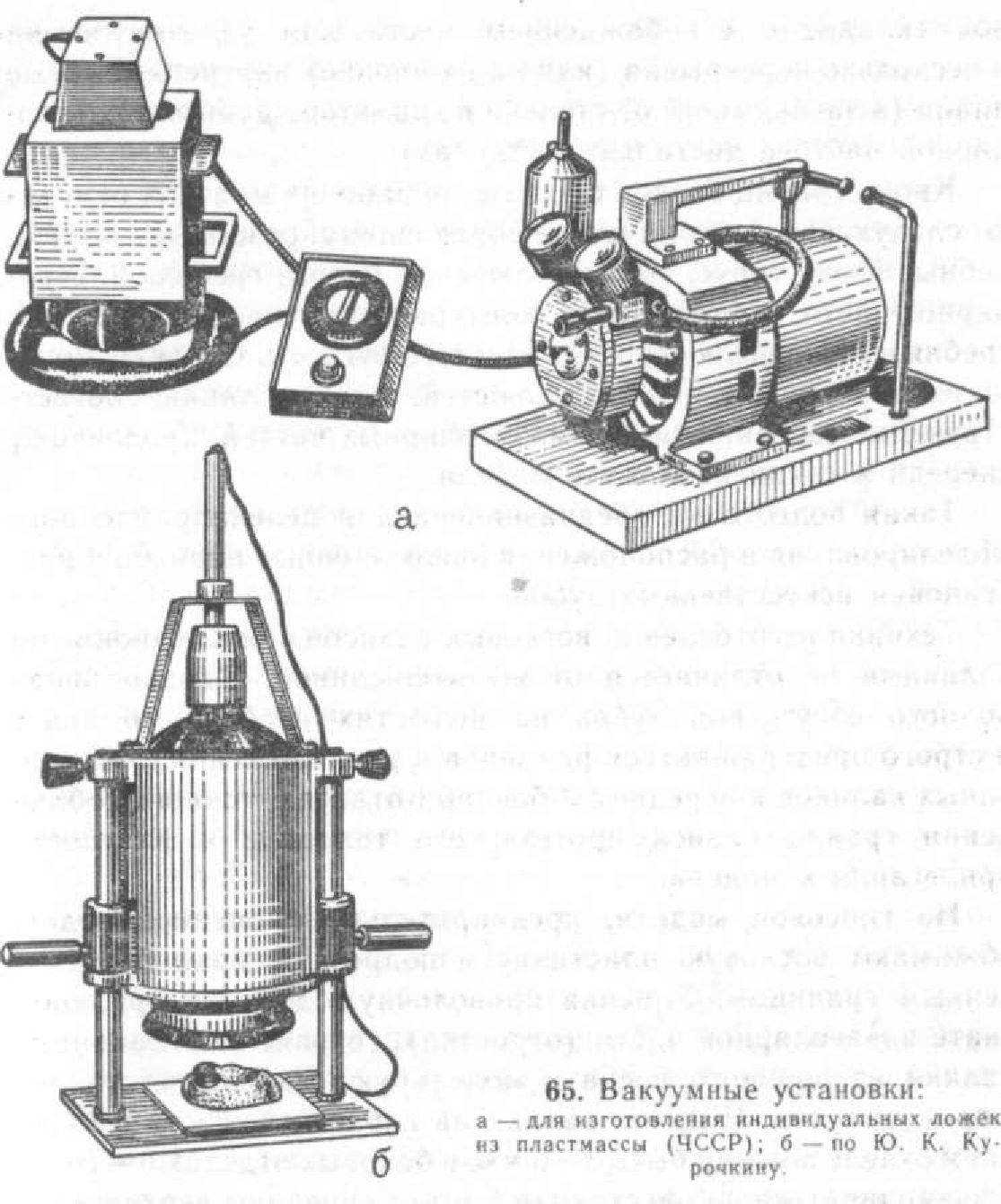
Для ускорения и упрощения процесса изготовления индивидуальных ложек из пластмассы AKP-II, полистирена,.поликарбоната можно использовать метод штамповки в установке «Vacuoform» (ЧССР), стоматологической ортопедической пресс-установке (СОПУ) конструкции Э. А. Вареса или вакуумной установке конструкции Ю. К. Курочкина. Последняя состоит из металлического основания с отсасывающей камерой, соединенной шлангом с вакуумным насосом. По обе стороны основания имеются направляющие, по которым с помощью ручек передвигается кожух с зажимным кольцом. В верхней части кожуха вставлена электролампа мощностью 500 Вт.
Принцип действия. Гипсовую модель устанавливают на основании установки, покрывают пластмассовой пластинкой, закрывают кожухом и включают электролампу. Через 5 мин, когда пластина приобретет пластичность, края ее прижимают зажимным кольцом к основанию установки, нагревание прекращают и включают вакуумный насос. Пластмассовая пластинка плотно обжимает гипсовую модель и точно воспроизводит ее рельеф (рис. 65).
Изготовление индивидуальной ложки из быстротвердеющик пластмасс («Карбопласт», «Протакрил», «Радонт») состоит в приготовлении пластмассового теста, формировании пластин определенной формы и толщины и обжатия ими гипсовой модели вручную или с использованием вышеперечисленных аппаратов.
Получение рабочих моделей беззубых челюстей, lio функциональным слепкам, полученным с помощью индивидуальных ложек и различных слепочных масс, отливают рабочие модели челюстей. Для этого слепок окантовывают с наружной стороны полоской воска толщиной 2—3 мм ниже его края на 3—4 мм. Это позволяет сохранить на модели толщину краев слепка и предупредить их повреждение при вскрытии модели.
Отмеченные на слепке границы базиса протеза переводят на рабочую модель, они уточняются зубным техником перед изготовлением воскового базиса с окклюзионным валиком.
Соблюдение точных границ базиса протеза на моделях беззубых челюстей имеет решающее значение в вопросах фиксации протеза и предупреждения нежелательных влияний на подлежащие ткани.
Границы базиса протеза на верхней беззубой челюсти располагаются вестибулярно по переходной складке — наиболее глубокому месту свода, обходя места прикрепления уздечки верхней губы и щечно-альвеолярных тяжей. Глубина и направление вырезок в крае базиса протеза должны соответствовать степени выраженности, месту прикрепления и направлению образований подвижной слизистой оболочки, чтобы избежать их травмы и сбрасывающего действия на протез при функциональной нагрузке.
В диетальных отделах базис протеза перекрывает верхнечелюстные бугры, поднимаясь до середины крыловидно-челюстных выемок, не перекрывая крыловидно-челюстные складки, идущие от дистальной поверхности верхнечелюстного бугра к позади молярной области нижней челюсти.
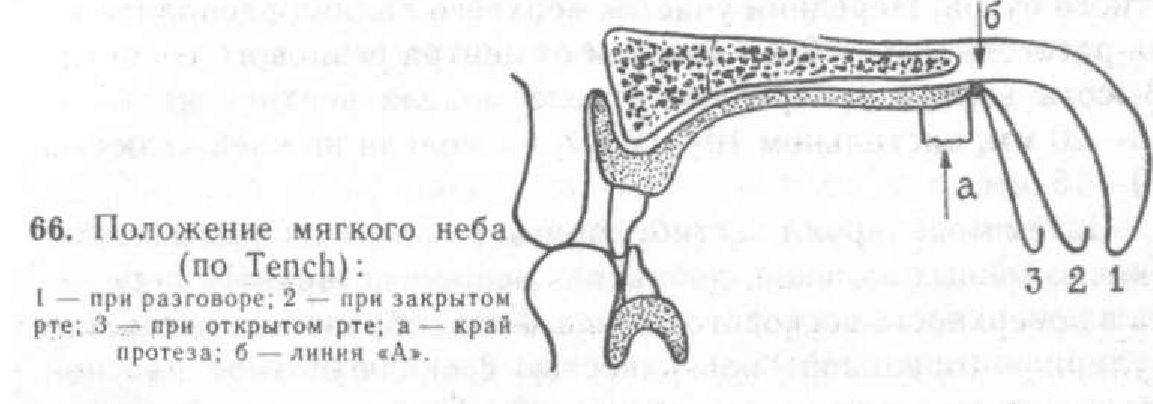
Ориентирами для определения места окончания заднего края базиса протеза являются небные (слепые) ямки, расположенные по сторонам от заднего носового выступа и вблизи от так называемой вибрирующей зоны «А», определяемой при произнесении звука «А». Степень возможного удлинения дистального края базиса протеза зависит от формы ската мягкого неба (крутой, пологий и средний), ширины и степени податливости слизисто-железистой зоны (рис. 66).
При пологом скате мягкого неба и широкой слнэистожелезистой (клапанной) зоне дистальный край протеза можно расположить впереди слепых ямок, при узкой клапанной зоне обязательным условием является их перекрытие.
Границы базиса протеза на нижней беззубой челюсти вестибулярно располагаются по переходной складке с освобождением уздечки нижней губы н щечно-альвеолярных тяжей; дистально — перекрывают частично или полностью ннжнечелюстные (слизистые) бугорки; орально — по переходной складке с освобождением места для уздечки языка н несколько перекрывая (или на их уровне) внутренние косые лнннн (в зависимости от степени и характера атрофии альвеолярной части в днстальных отделах).
Кроме границ базиса протеза, на рабочих моделях отмечают следующие анатомические образования: резцовый сосочек, небные ямки, торус, верхнечелюстные бугры, гребень альвеолярной части, средние линии, контуры челюстно-подъязычного гребня и нижнечелюстного слизистого бугорка. Средние линии моделей верхней и нижней челюстей, а также линии,-соответствующие середине гребня альвеолярных частей, продлевают спереди и сзади на цоколь модели.
Такая подготовка предназначена для целенаправленного моделирования и расположения окклюзионных валиков и расстановки искусственных зубов.
Техника изготовления восковых базисов с окклюзнонньши валиками не отличается от вышеописанной. Однако ввиду полного отсутствия зубов на челюстях необходимо знать ихтрого придерживаться размеров и расположения окклюзионных валиков в переднем и боковых отделах, точного соблюдения границ базиса протеза, его толщины н плотности прилегания к модели.
На гипсовой модели, предварительно смоченной водой, обжимают восковую пластинку и подрезают края по отмеченным границам. Укрепив проволочную дугу на оральном смате альвеолярной части (отростка), готовят окклюзиоиные валики из прочного воска и моделируют дх соответственно форме челюсти. Ширина валика на верхней челюсти в переднем отделе должна быть 3—5 мм, в боковых отделах 8— 10 мм и заканчиваться на расстоянии 5 мм от середины верхнечелюстного бугра. Передний участок верхнего валика располагают на расстоянии 8—10 мм кпереди от центра резцового сосочка. Высота валика в переднем отделе модели верхней челюсти 15—20 мм, днстальном 10—12 мм, на модели нижней челюсти 10—15 мм.
Затем моделируют вестибулярную и оральную поверхности окклюзионных валиков, добиваясь непосредственного перехода в поверхность воскового базиса. Угол, образованный вестибулярной (оральной) поверхностью с окклюзионной плоскостью валика, должен составлять 90—100°.
При работе на твердых базисах последние изготавливают путем замены воскового базиса пластмассой по общепринятой методике. Пластмассовые базисы припасовывают в полости рта с проверкой их фиксации на беззубых челюстях, уточнением границ и толщины. Затем изготавливают восковые окклюзнойные валики и располагают на твердых базиса» е соблюдением требований, описанных выше.
Использование твердых базисов для последующей работы в клинике по определению центрального соотношения беззубых челюстей и проверки конструкции протезов облегчает работу врача, предупреждает ошибки и улучшает фиксацию готовых протезов. Они применяются при значительной атрофии костной основы челюстей и для проведения фонетических проб на этапе проверки конструкции протезов.
Определение центрального соотношения беззубых чедк»стей —клинический этап, на котором врач создает условия для правильного конструирования зубных рядов и протеза в целом. Он включает следующие операции: 1) установление высоты ок клюз ионного валика верхней челюсти в переднем отделе; 2) определение окклюзионной плоскости; 3) определение межальвеоляриой высоты; 4) определение и фиксацию центрального соотношения беззубых челюстей; 5} нанесение на вестибулярную поверхность окклюзионных валиков анатомических ориентиров для постановки искусственных зубов Средняя линия лица, линия клыков и линия улыбки). ■ - Методы постановки искусственных зу бов в полных съемных прот е