Взаимная диффузия металла и припоя практически возможна при условии соприкосновения металла и припоя и способности припоя смачивать поверхность металла. Последняя зависит от чистоты поверхности металла: при наличии на поверхности металла жира, окалины создается слой, препятствующий смачиванию металла припоем.
Поверхности металлов, подлежащие спайке, должны быть тщательно очищены от окислов и загрязнений, для чего, как правило, применяют механический способ очистки: опиливание, зачистку карборундовым камнем или наждачной бумагой.
Пайка происходит при нагревании открытым пламенем, поэтому на поверхности металлов может образоваться пленка окислов, которая не позволит продиффундировать припою. Особенно быстро такая пленка образуется у сплавов с хромом, отличающихся высокой способностью пассивироваться, т. е. покрываться окнсной пленкой. Поэтому в процессе паяния необходимо не только расплавить припой и заставить его разлиться по спаиваемым поверхностям, но и, главное, не допустить образования ок иеной пленки к моменту достижения рабочей температуры в спаиваемых деталях, это достигается применением различных паяльных веществ, или флюсов. Наибольшее распространение получила бура. При нагревании бура поглощает кислород, препятствуя доступу его к металлу и образованию на поверхности последнего окислов. Кроме того, бура способствует лучшему растеканию припоя.
Большое значение имеет техника проведения процесса паяния. Детали, составляющие протез, при спайке должны быть зафиксированы в том положении, в каком находятся на рабочей модели. Для этого их скрепляют при помощи липкого воска, протез снимают с модели и приступают к гипсовке. К гипсу для придания ему огнеупорных свойств добавляют пемзу, песок, корунд и т. п. Протез погружают в замешанную на воде гипсовую массу таким образом, чтобы поверхности были открыты для просмотра и доступа пламени (рис. 61).
Все полые детали должны быть тщательно заполнены массой, ею же желательно прикрыть и все тонкие детали во избежание расплавления их в процессе паяния. После затвердевания гипса обрезают излишки его так, чтобы блок не имел очень большой массы. Воск выплавляют из мест спайки струей горячей воды.
Если детали конструкции имеют большую протяженность и находятся в разных плоскостях, то, чтобы предотвратить их смещение при снятии с модели, рекомендуется дополнительно укреплять их между собой проволокой, изогнутой по форме конструкции и прикрепленной воском к каждой детали.
В некоторых случаях (бюгельные работы) после склеивания частей протеза модель смазывают толстым слоем вазелина и части протеза заливают густой огнеупорной массой (гипс с песком, корундом и т. п.). По затвердевании массы излишки ее подрезают и конструкцию, скрепленную воском и гипсом, снимают с модели. Спайку частей в этом случае проводят без дополнительной гипсовки и весь процесс пайки ведут со стороны, обращенной к модели.
Удалив воск, промазывают спаиваемые места насыщенным раствором буры и устанавливают гипсовый блок на подставке с асбестовым кругом над пламенем горелки для просушки. Асбестовый круг необходим для того, чтобы пламя горелки не касалось гипса и сушка велась медленно во избежание образования трещин.
Для соединения спаиваемых деталей перед пайкой предложен метод точечной электросварки с помощью специального аппарата. Зачищенные от окалины поверхности стальных и хромокобальтовых протезов помещают на рабочую модель. К двум участкам подводят электроды и включают ток на очень короткий период (лучик в реле времени). На контактирующих поверхностях происходит точечная сварка, позволяющая производить в последующем пайку деталей без гипсовки.
Паяние деталей из стали и золотых сплавов ведется несколько различно. Трудность паяния стали заключается в усиленном образовании окислов и слабой текучести припоя для нержавеющей стали. Поэтому после сушки и прогрева гипса места спайки вновь смазывают бурой и приступают к равномерному прогреву всего протеза паяльным аппаратом.
Вначале нагревают наиболее толстостенные детали, а затем остальные участки. Бура при этом вспенивается и при повышении температуры оседает, становясь стекловидной. Тогда на место спайки кладут припой, пламенем нагревают толстостенные участки и только после этого пламя переводят на припой и расплавляют его. Часто припой для стали, расплавляясь, собирается в каплю вследствие сильного поверхностного натяжения. Чтобы припой растекся по спаиваемым поверхностям, каплю припоя раздавливают «поводком» — стальной проволокой с петлей на конце. Необходимо следить, чтобы припой попал на все участки поверхности; если какой-нибудь участок не покрыт припоем и не наблюдается его растекания, усиливают нагрев, добавляют припоя и «поводком» перераспределяют его на всю поверхность. Крепкой спайка будет, если видно, что припой хорошо разлился по спаиваемым поверхностям. Только после этого переходят к спаиванию других участков.
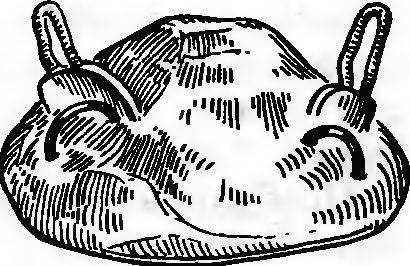
Рис. 61. Расположение деталей в огнеупорной массе для спайки.
Необходимо помнить, что сильный перегрев и большое количество буры могут вызвать кипение припоя и образование пор. Чтобы избежать этого, не следует держать пламя долго на одном месте, а по окончании пайки пламя надо убирать постепенно, медленно отводя пистолет и присыпая при этом место пайки бурой.
Закончив пайку всех участков, протез вместе с гипсовой массой опускают в воду, проводя тем самым закалку всего металлического протеза. При этом одновременно протез очищается от гипсовой массы.
Пайку золотых деталей производят несколько иначе, так как на их поверхности не образуется окисной пленки. Однако ее следует вести осторожно, опасаясь расплавить различные участки деталей протеза, так как разница между температурой плавления золотого сплава и припоя незначительная (130—150°С). Особенно легко расплавить тонкостенные участки протеза. Поэтому при пайке золотых деталей прогрев начинают только с толстостенных деталей. Когда они станут темно-красного цвета, на место спайки кладут несколько мелко нарезанных кусочков припоя, присыпают их бурой и переводят на них пламя пистолета. Пламя все время перемещают, слабо покачивая пистолет. Вся сила огня должна быть направлена не на тонкостенный участок (например, коронку), а на участок с большой массой металла (литой зуб). После того как припой разлился по спаиваемым поверхностям необходимо перевести пламя на толстостенный участок и приступить к спайке других поверхностей.
Если при осмотре шва окажется, что припой не выполнил полностью всего пространства, добавляют еще кусочек припоя и расплавляют его. Если расплавленный припой перемещается лишь на поверхность одной из деталей, это свидетельствует о том, что другая поверхность плохо прогрета. Поэтому не следует добавлять новой порции припоя, а необходимо равномерно прогреть весь гипсовый блок и все части протеза.