Мостовидный протез—конструкция протеза, в котором опорные части располагаются по обе стороны дефекта зубного ряда.`
Опорными частями консольного и мостовидного протезов могут быть искусственные коронки, полукоронки, коронки со штифтами, штифтовые зубы и вкладки. Тело таких протезов составляют искус-
Ряс. 90. Варианты мостовидных несъемных протезов.
ственные зубы, изготовленные из металла, комбинации металла с фарфором или пластмассой. Изготовленное из металла тело протеза называют литым зубом, а комбинированное — фасеточным.
По отношению искусственных зубов к слизистой оболочке альвеолярного отростка тело консольного и мостовидного протезов может быть касательной и промывной формы (рис. 91).
Касательной формы тело мостовидного протеза изготавливают в основном для группы передних зубов из косметических соображений и речеобразования. Доведение до контакта со слизистой оболочкой тела протеза диктуется также необходимостью сохранить правильное произношение звуков и предупредить разбрызгивание слюны при разговоре. Во всех остальных случаях тело мостовидного протеза моделируют с сохранением просвета между ним и слизистой оболочкой не менее чем 2—3 мм (промывная форма).
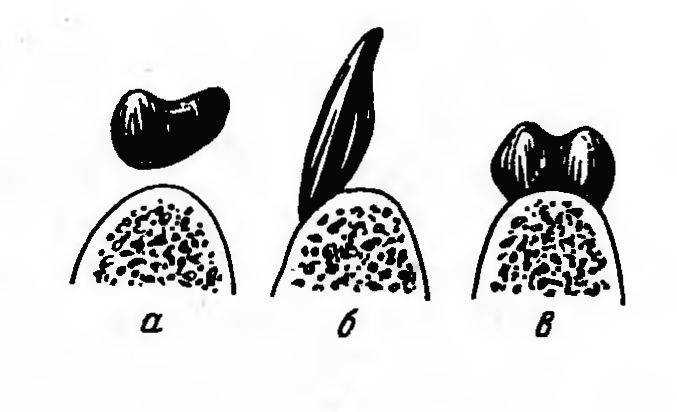
Рис. 91. Варианты соотношения тела мостовидных протезов и слизистой оболочки альвеолярного отростка.
а — промывная форма; б — касательная форма; в — седловидная (неправильная) форма.

Рис. 92. Виды тела комбинированных мостовидных протезов.
а — металлические с облицовкой из пластмассы; б — металлическое с облицовкой фарфоровыми зубами.
Тело мостовидного протеза следует строить с таким расчетом, чтобы частицы пищи из-под него не только легко извлекались, но по возможности не попадали под него. Для этого внутреннюю поверхность моделируют несколько выпуклой. При моделировании надо учитывать субъективные ощущения больного, косметические требования и требования гигиенического содержания протеза. На рис. 91 показано, какую форму тела мостовидного протеза необходимо создавать. Одновременно показано и неправильное моделирование язычной поверхности тела протезов (см. рис. 91, в). При вогнутой форме неизбежно попадание пищи в это углубление.
Когда между телом протеза и альвеолярным отростком достаточного пространства нет, нужно в щечно-язычном направлении значительно сузить жевательную поверхность искусственных зубов. При этом, правда, снижается функциональная ценность протеза, но улучшается гигиеничность. Следует помнить, что, уменьшая или увеличивая площадь жевательной поверхности искусственного зуба, влияют на величину нагрузки на опорные зубы. Например, если вместо премоляра смоделировать клык, а вместо моляра — премоляр, то этим можно уменьшить нагрузку на зубы.
Форма и степень отношения к слизистой оболочке тела мостовидного протеза фасеточного типа требуют особого внимания. Их выбирают в зависимости от материала облицовки: пластмасса, стандартный зуб из фарфора, керамика (рис. 92).
Общее положение для всех материалов: касание фасетки должно быть максимально приближенным к линейному. Перекрытие слизистой оболочки на большом протяжении фактически придает фасетке седловидную форму, что может обусловить задержку пищи в этих участках и воспаление слизистой оболочки. Поэтому фасетка должна располагаться на 1,0—1,5 мм кпереди от середины альвеолярного отростка, не идти в накладку на него и иметь зазор между материалом и слизистой оболочкой 0,1 мм (расстояние, примерно равное физиологической подвижности зуба). Если эта фасетка из пластмассы, то она не должна касаться слизистой оболочки, так как, набухая в полости рта, увеличивается в объеме и начинает давить на слизистую оболочку, вызывая воспаление последней, при этом меняется и цвет пластмассы.
В случаях облицовки пластмассой тела протеза к слизистой оболочке должна прилегать металлическая часть зуба, что предотвращает травму при набухании пластмассы.
Фарфоровая фасетка может быть приточена к слизистой оболочке лишь вестибулярной частью. В остальных участках пришеечной части фарфоровый зуб должен быть сточен на скос, чтобы не создавать в этом участке седловидной формы. Для лучшего удержания фарфорового зуба металлическая защитка должна заходить, хотя бы минимально, на пришеечную часть зуба. Учитывая все это, и ведут пришлифовку фарфорового зуба.
С внедрением металлокерамики распространилось ошибочное мнение о возможности прилегания тела протеза к слизистой оболочке альвеолярного отростка как в переднем, так и в боковых участках. Начали применять седловидные формы, считая что керамика не набухает, а следовательно, не вызовет воспалительных процессов. Однако клинические наблюдения показали, что воспалительные явления слизистой оболочки под телом протеза такой формы возникают и обусловлены задержкой пищевых остатков, их распадом. Поэтому и для металлокерамических протезов форма тела может быть рекомендована такой же, как и для металлических и облицованных пластмассой.
Изготовление мостовидного или консольного протеза состоит из ряда последовательных клинических и лабораторных процессов: 1) препарирование зубов и получение слепков: 2) определение центрального соотношения зубных рядов; 3) лабораторное изготовление опорных частей (коронки, полукоронки, вкладки, штифтовые зубы); 4) припасовывание опорных частей и получение слепка; 5) склейка слепка и изготовление модели; 6) моделирование тела протеза; 7) отливка тела мостовидного протеза; 8) спайка частей мостовидного протеза; 9) отделка и полировка; 10) укрепление протеза на опорных зубах.
Изготовление опорных частей протеза рассматривалось ранее, поэтому перейдем к описанию следующих процессов.
Отличительной особенностью изготовления опорных элементов паяного мостовидного протеза является то, что на боковых поверхностях этих коронок не создается при моделировании экватор — эта стенка должна быть ровной.