минимальной, однако достаточной для устранения просвечивания металла.
Следующий этап — моделирование из дентинной и прозрачной фарфоровых масс анатомической формы коронок и фасеток металлокерамического протеза и проведение второго обжига. Моделирование оральной и окклюзионной поверхностей коронок и фасеток проводят на комбинированной модели. Дентинную массу наносят порциями, уплотняя рефлением, избыток влаги удаляют фильтровальной бумагой.
Моделирование вестибулярной поверхности имеет свои особенности. Вначале наносят дентинную массу, оформляя вестибулярную поверхность. Затем от режущего края к экватору зуба срезают дентинный слой и восстанавливают удаленную часть прозрачной массой, которая должна плавно переходить в дентинный слой на границе нижней трети зуба. После восстановления анатомической формы зубов обязательно проводят их сепарацию до опакового слоя тонкой пилкой или медной пластинкой толщиной 0,05 мм.
При проведении обжига смоделированного протеза его предварительно прогревают в течение 5 мин у входа печи при температуре 920°С. Дальнейший прогрев на обжигном столике проводят до полного удаления влаги и заканчивают после исчезновения темных пятен на поверхности коронок и фасеток (5—10 мин). Вакуумный обжиг осуществляют при температуре от 750 до 920°С. После достижения заданной температуры выключают вакуумный насос и выдерживают протез в течение 30 с, затем вынимают из печи и охлаждают на воздухе до комнатной температуры. Корректировочный обжиг дентинного слоя проводят по тому же режиму.
После припасовки протезов на модели и в полости рта пациента осуществляют заключительный этап — глазуровку коронок и фасеток металлокерамического протеза. Наносят микрорельеф и подкрашивают зубы, для чего используют набор красителей «Колорит».
Глазуровку производят без вакуума. После предварительного прогрева у входа печи (при температуре 920°С в течение 5 мин) проводят прогрев на обжигном столике при 750°С в течение 3 мин.
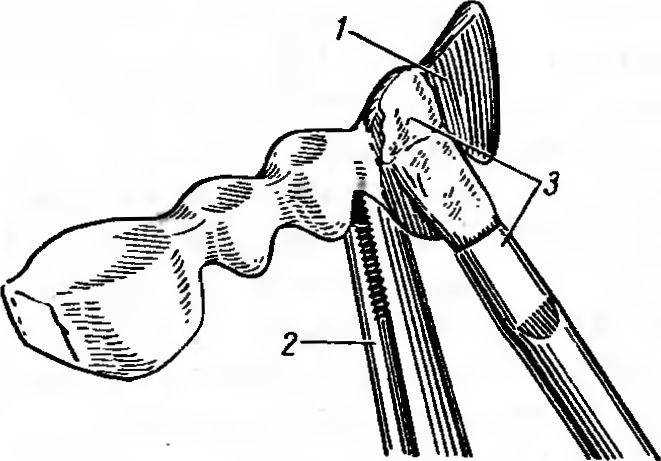
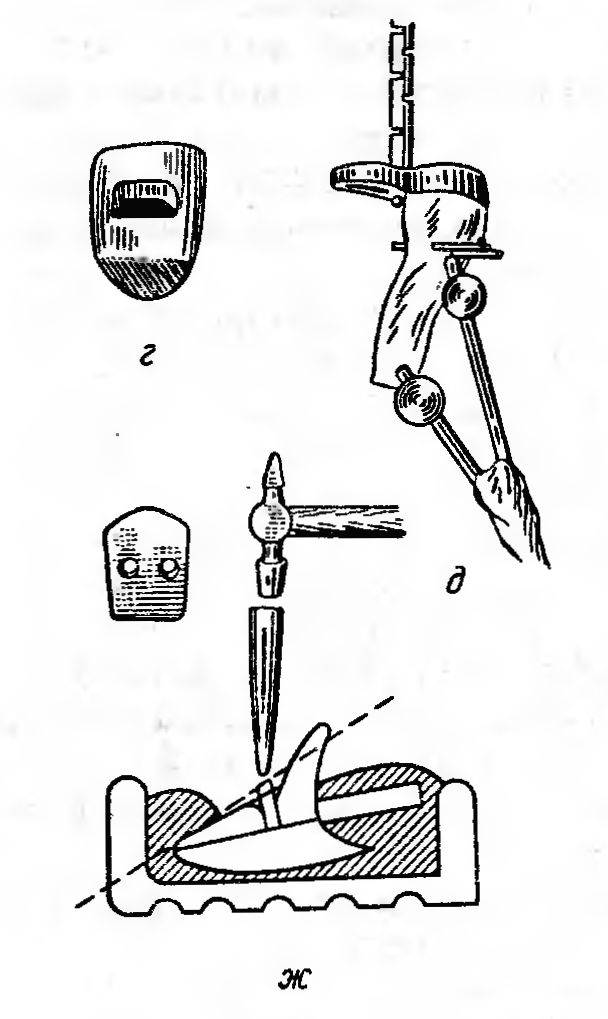
Рис. 116. Положение инструментов при нанесении керамических масс на каркас протеза.
1 — каркас; 2 — пинцет; J — нанесение массы.
Повышают температуру с 750 до 920°С и по достижении конечной температуры выдерживают в течение IV2—2V2 мин. После этого протез вынимают из печи и охлаждают до комнатной температуры.
После охлаждения протеза металлическую часть, не покрытую фарфором, полируют обычным механическим способом, соблюдая особые предосторожности. Для удаления окалины с внутренних стенок опорных коронок их подвергают струйной обработке при небольшом давлении сжатого воздуха абразивом с диаметром частиц не более 100 мкм. Чтобы предохранить керамическую облицовку, ее предварительно заливают воском или заклеивают пластырем.
Окончательно обработанный протез передают в клинику для цементирования (рис. 117, см. на цвет. вкл.).
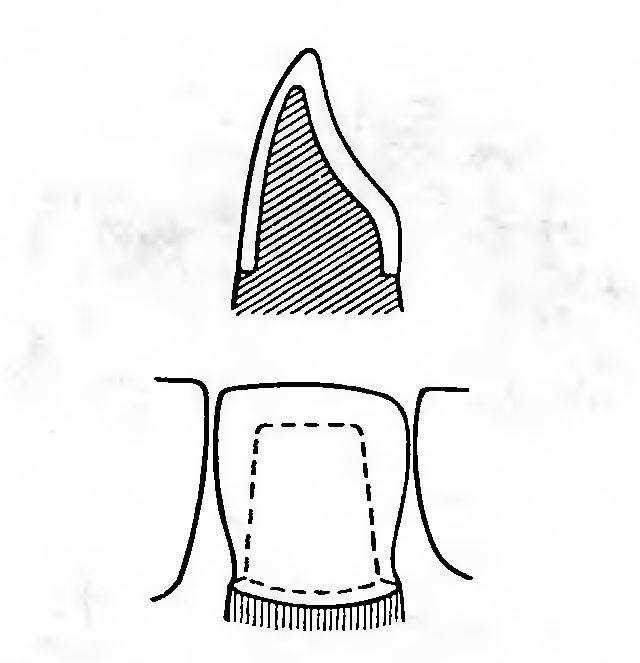
Рис. 80. Форма уступа при изготовлении металлоакриловых и металлокерамических коронок.