Процесс изготовления цельнолитой съемной шины включает следующие этапы: 1) изучение диагностических моделей; 2) стачивание участков окклюзионных поверхностей зубов для расположения окклюзионных элементов шины; 3) получение слепков и рабочих моделей, определение центральной окклюзии; 4) изучение рабочей модели в параллелометре и выбор пути введения шины или шиныпротеза; 5) планирование конструкции шины и нанесение рисунка ее каркаса на гипсовую модель; 6) подготовка модели к дублированию и получение огнеупорной модели; 7) воспроизведение рисунка каркаса шины; 12) проверка каркаса шины в полости рта; 13) окончашины; 9) создание литниковой системы; 10) нанесение огнеупорного покрытия, получение литейной формы, процесс литья; 11) отделка каркаса шины; 12) проверка каркаса шины в полости рта; 13) окончательная отделка и полировка шины; 14) наложение шины на зубной ряд.
При параллелометрии следует руководствоваться положениями, изложенными в главе XV. В дополнение к этой методике необходимо провести перенос сложного рисунка каркаса шины на

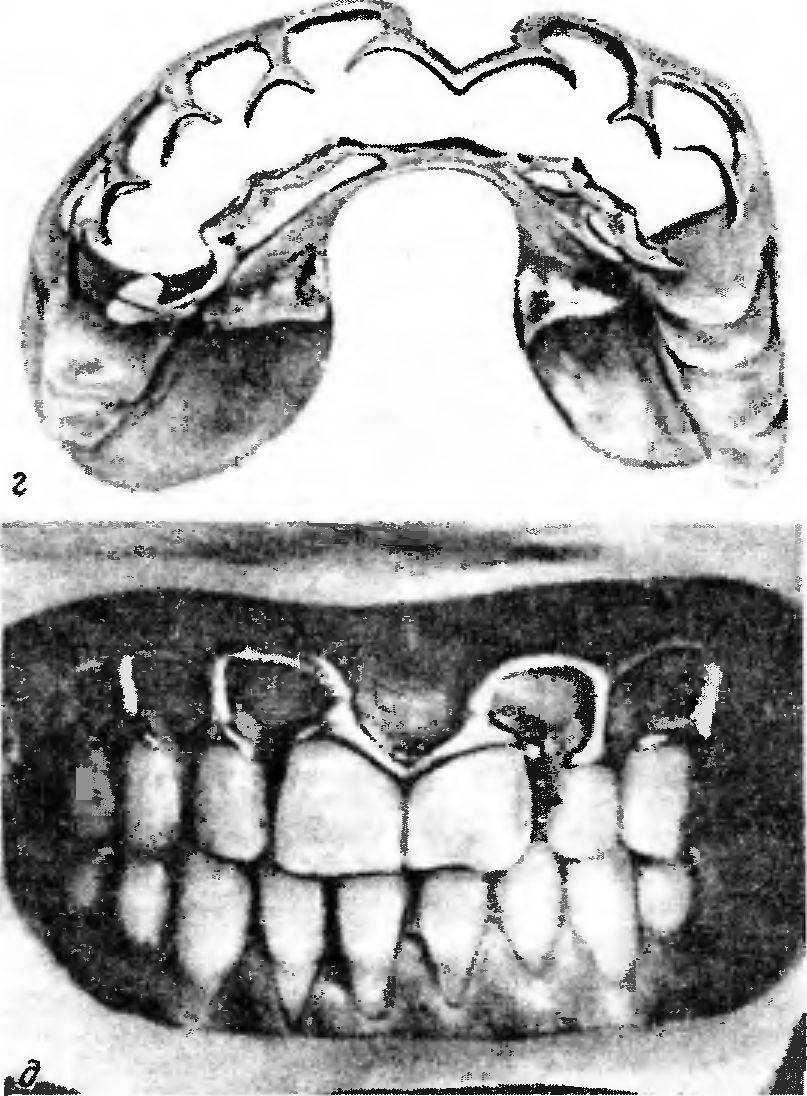
Рис. 166. Варианты сочетанных несъемных и съемных конструкций шинирующих аппаратов.
б — цельнолитая шина с системой коронок и штангой Румпеля (на группу передних зубов облицовка не нанесена — видны ретеиционные шарики); « — конструкция съемной части шинирующей системы; г, д — рессорные ответвления съемных шинирующих протезов для уменьшения давления на пародонт оставшихся зубов.
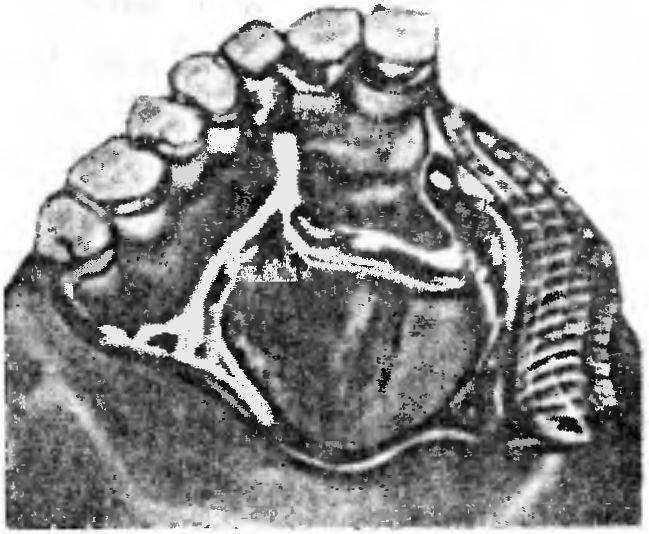
Рис. 167. Дуги шинирующего протеза — амортизаторы жевательного давления с седловидной части: в области резца нет соединения шинирующей системы многозвеньевых кламмеров с каркасом базиса протеза.
огнеупорную модель. Это важный момент в изготовлении шины, так как неточность границ непружинящих элементов — заведение за общую экваторную линию —может привести к тому, что каркас не удастся припасовать на модели и фиксировать на зубах. Для воспроизведения общей экваторной шины на огнеупорной модели применяют один из следующих способов.
По способу ММСИ вдоль нижнего края рисунка кламмеров с вестибулярной и оральной поверхностей зубов моделируют ложе из воска, точно повторяющее границу и направление жестких и пружинящих частей шины. Можно не наливать воск и не моделировать уступы, а обтянуть модель бюгельным воском и срезать воск с окклюзионной поверхности так, чтобы он оставался ниже вестибулярных и оральных плеч кламмеров. В дальнейшем на огнеупорной модели получают выступы, на которые укладывают стандартные формы кламмеров.
Другой способ рекомендован ЦНИИС. На подготовленной к дублированию гипсовой модели, не снятой со столика параллелометра, изготавливают восковой базис, как для определения центральной окклюзии. Затем в цанговый патрон или графитный держатель параллелометра вводят металлический стержень (можно использовать бор для прямого наконечника). В центре воскового базиса наливают небольшое количество жидкого гипса и вводят в него закрепленный в плече параллелометра стержень или бор. После отверждения гипса поднимают восковой базис с укрепленным в нем стержнем и вынимают его из прибора. Затем снимают модель со столика (основание ее должно без зазоров прилегать к поверхности столика параллелометра на всех этапах параллелометрии). После получения огнеупорной модели (ее основание также всей плоскостью должно прилегать к поверхности столика) приступают к воспроизведению использованного наклона модели.
Восковой базис со стержнем устанавливают на огнеупорную модель, приливают воском края базиса к боковым поверхностям модели, устанавливают модель на столик параллелометра и закрепляют ее. Наклоняя подвижную часть столика с моделью в различных направлениях, точно совмещают оси стержня в гипсе и указательного стержня прибора, после чего столик закрепляют в найденном положении. Совмещение осей двух цилиндрических стержней свидетельствует о совпадении угла наклона огнеупорной модели с избранным ранее наклоном гипсовой модели и первоначально намеченным путем введения. Указательный стержень заменяют графитовым отметчиком и производят разметку зубов огнеупорной модели. Далее техник переносит чертеж конструкции на огнеупорную модель, моделирует восковой каркас протеза и отливает его из соответствующих сплавов.
Дальнейшая работа проводится по описанной ранее методике. Для ориентировки приводим несколько разновидностей шинирующих съемных цельнолитых лечебных аппаратов и шин-протезов (рис. 165—167; рис. 166, а см. на цвет. вкл.).