|
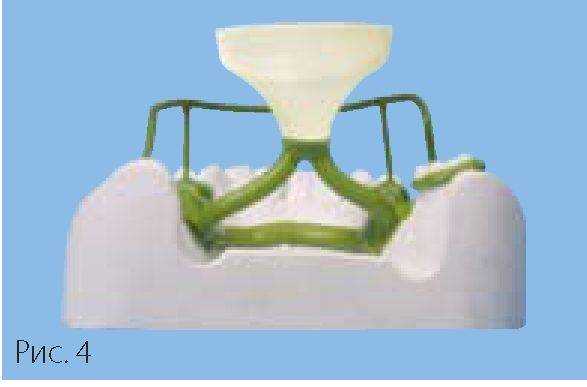
Для изготовления литниковых каналов нельзя использовать слишком толстые восковые заготовки. В этом случае диаметра ~3 - 3,5 мм вполне достаточно. Увеличение количества или диаметра литниковых каналов препятствует нормальному процессу заливки, так как большое количество остаточного воздуха не может быть вытеснено в малый объем литейной полости ретенционной решетки. Однако самый важный параметр, на который следует обращать внимание - установка литниковых каналов (см. рис. 5, поз. 1) отчетливо ниже альвеолярного гребня (см. рис. 5, поз. 4). Расплав должен беспрепятственно проходить в углубления по самому короткому пути. Точки крепления литников на углублении небной пластины должны выбираться таким образом, чтобы остановка расплава при выравнивании давления одновременно наступала в литниковых путях одинаковой длины. Тогда расплав очень быстро вытесняется до края ретенционной решетки, так что ошибки при литье исключены и сплав имеет абсолютно однородную структуру. Для этого необходимо установить канал для выравнивания давления (см. рис. 5, поз. 2) диаметром 1,2 мм. Его всегда фиксируют воском к концам альвеолярного отростка в области верхнечелюстных бугров и располагают горизонтально над альвеолярным гребнем на расстоянии 15 - 20 мм.
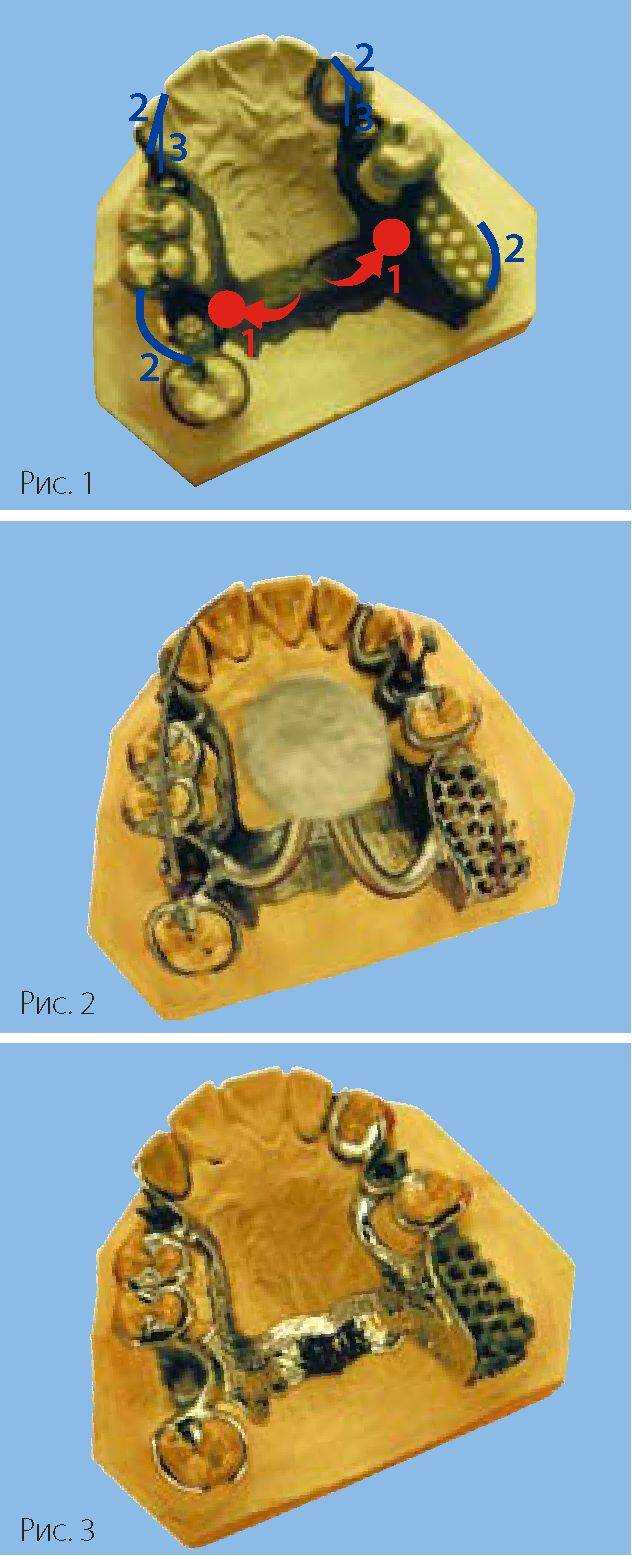
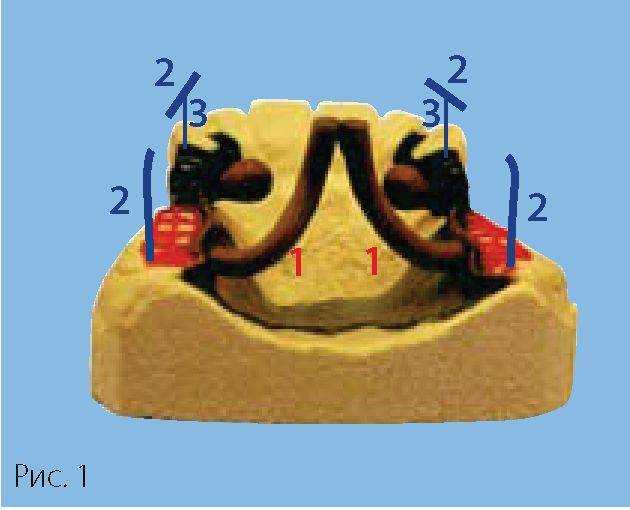
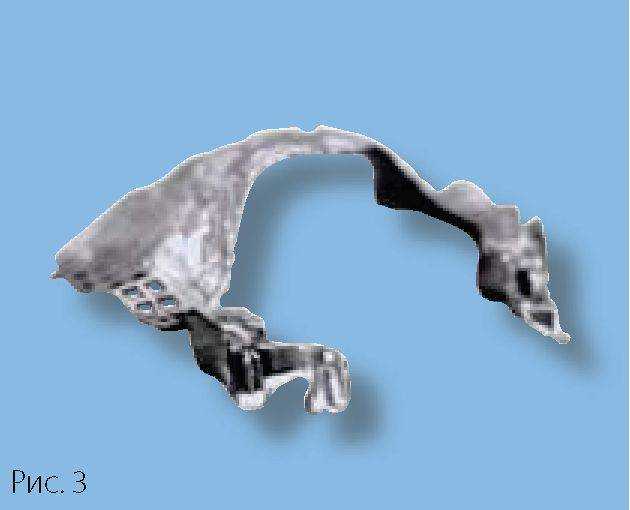
Тогда вентиляционные каналы (см. с. 6.12, рис. 5, поз. 3) диаметром 0,8 мм и длиной 15 - 20 мм будут зафиксированы расплавленным воском к ретенционной решетке на альвеолярном гребне и каналу для нормализации давления. Также должен быть установлен литниковый канал, идущий с легким изгибом к ретенционной небной пластинке. С целью экономии литниковый канал круглой формы можно слегка сдавить, удлинив его и получив овальное сечение, при этом увеличивается площадь места крепления канала к модели. Теперь канал ведут с постоянным подъемом по самому короткому пути к заливочной воронке, расположенной максимум на 3 - 4 мм выше уровня небной пластинки, и приклеивают к основанию воронки расплавленным воском. Этого достаточно, если модель обматывают креп-манжетой и заполняют опоку формовочной смесью. При литье кламмерных протезов нижней челюсти обращают внимание на то, чтобы дуга усиливала ретенционные решетки и в дальнейшем пластмасса не отсоединялась от дистальных отделов каркаса. На эти усиливающие элементы конструкции будут установлены оба литниковых канала (см. рис. 3, поз. 1) непосредственно за задней кромкой. Литниковые каналы ведут с плавным изгибом в центр формы с постоянным подъемом к заливочной воронке, расположенной примерно на 3 - 4 мм выше верхней точки восковой модели каркаса протеза. Диаметр литникового канала при центробежном литье составляет 3,5 мм, при вакуумном литье с последующим давлением - 4 мм. Канал для выравнивания давления (см. рис. 3, поз. 2) диаметром 1,2 мм устанавливают на кламмере на расстоянии 15 - 20 мм от альвеолярного гребня, фиксируя на дистальных отделах модели каркаса расплавленным воском. Теперь обе вентиляционные проволоки (см. рис. 3, поз. 3) диаметром 0,8 мм и длиной 15 - 20 мм будут связывать кламмерные накладки с каналом для выравнивания давления. Этот кламмерный протез нижней челюсти будет снабжен двумя литниковыми каналами (см. рис. 1, поз. 1) диаметром 3,5 мм при центробежном литье и диаметром 4 мм при вакуумном литье с последующим давлением. Дуга нижней челюсти - это участок каркаса с самым большим объемом. Переход к фронтальной ретенции для зубов имеет большую площадь, но он не толще дуги. Дуга нижней челюсти переходит в дистально расположенные решетки, причем заднюю кромку располагают между дугой и ретенционными решетками с восковой проволокой диаметром 0,8 мм. Место крепления литниковых каналов находится непосредственно на задней кромке со стороны ретенционной решетки, однако при этом сама кромка, которая служит для удержания пластмассы в месте перехода к металлу, не должна быть залита расплавленным воском. Таким образом, достигают необходимого объема дуги, не утолщая конструкцию. Категорически нельзя рекомендовать установку литниковых каналов непосредственно на дугу. Иначе сжатие объема может привести к образованию усадочной раковины из-за эффекта всасывания. Следует обращать внимание на количество заливаемого сплава. В заливочной воронке должна быть такая же масса сплава, как и в каркасе протеза. Разумеется, без учета объема литниковых каналов. В процессе заливки заполненная литниковая воронка служит коллектором расплава. Канал для выравнивания давления (см. рис. 1, поз. 2) ведут от кламмерной окклюзионной накладки по зубной дуге к концевым отделам каркаса и там укрепляют расплавленным воском. После этого фиксируют вентиляционные каналы (см. рис. 1, поз. 3) диаметром 0,8 мм и длиной в 15 - 20 мм к кламмерным окклюзионным накладкам и к каналу для выравнивания давления. Остается обернуть модель крепманжетой и заформовать.
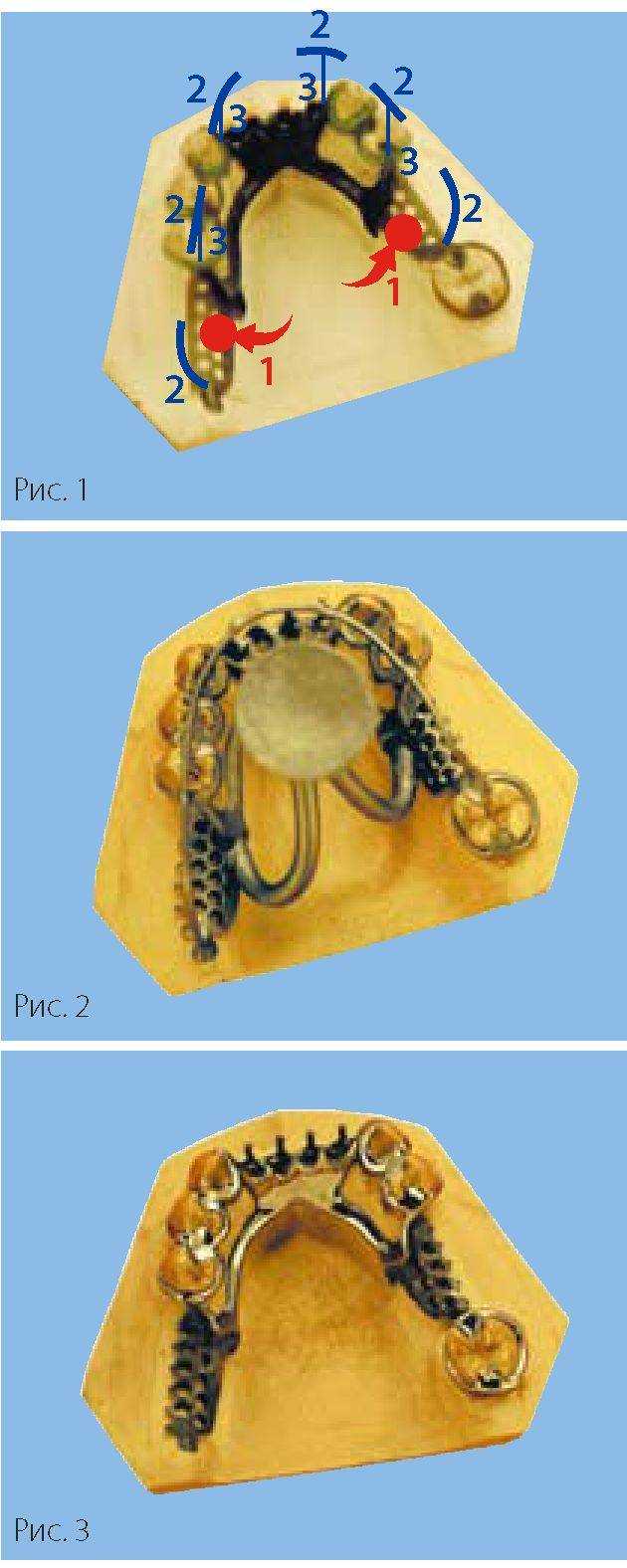
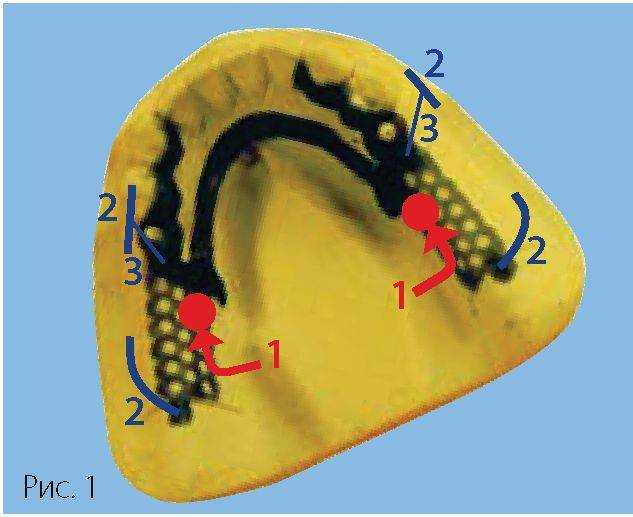
Этот кламмерный протез верхней челюсти может быть снабжен двумя литниковыми каналами диаметром 3,5 мм при центробежном литье и диаметром 4 мм при вакуумном литье с последующим давлением. Усиленный восковой дугой, большой соединительный элемент образует с задней кромкой ретенционной решетки область равномерного объема. Стабильность результатов делает выгодным бюгельное протезирование и изготовление ажурных съемных зубных протезов. У пациента снижается чувство дискомфорта и улучшается состояние при пользовании протезом. Литниковые каналы будут прикреплены расплавленным воском к ретенционной решетке (см. рис. 1, поз. 1) и с подъемом подведены к заливочной воронке. Расположение точек фиксации на пластине определяют, исходя из положения небной дуги. Там, где эта восковая дуга переходит в ретенционную решетку, должен быть установлен литниковый канал. Расплав из двух литниковых каналов затекает теперь по самому краткому пути на глубину неба и накапливается благодаря выравниванию давления. Следует помнить, что быстрое затекание расплава через оба литниковых канала дает возможность беспрепятственно отлить ретенционные решетки и кламмеры с окклюзионными накладками. Канал для выравнивания давления ведут от кламмерной окклюзионной накладки по зубной дуге к дистальным участкам концевых седел. Соединительный зажим для вентилирования (см. рис. 1, поз. 2) диаметром 0,8 мм и длиной 15 - 20 мм связывают с каналом для выравнивания давления. После этого модель обертывают креп-манжетой и формуют.
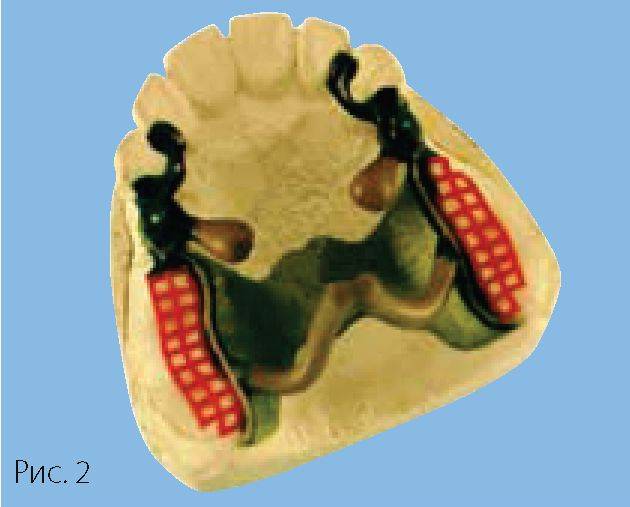
Особое внимание обращают на определение правильного количества заливаемого металла. При недостаточном заполнении заливочной воронки слишком быстро проходит процесс охлаждения, и уменьшение объема сплава в литниковых каналах может приводить к образованию усадочных раковин в месте фиксации литникового канала к каркасу. Заполненная заливочная воронка служит резервуаром расплава. В литниковой воронке должна находиться такая же масса сплава, как и в каркасе протеза. Комбинированный зубной протез состоит из несъемной первичной конструкции и съемного вторичного цельнолитого протеза, фиксируемого замковым креплением или другим удерживающим элементом. При литье каркасов таких протезов расположение литниковых каналов определяется толщиной восковой модели. При изготовлении этого протеза на нижнюю челюсть смоделированы очень равномерные объемы, и в области замков нет утолщения. Необходимо установить два литниковых канала диаметром 3,5 мм при центробежном литье или диаметром 4 мм при вакуумном литье с последующим давлением (см. рис. 1, поз. 1). Литниковые каналы с легким изгибом фиксируют расплавленным воском за местом прикрепления задней кромки и с постоянным подъемом подводят к заливочной воронке. Воронка устанавливается на 3 - 4 мм выше самой высокой точки воскового каркаса. Канал для выравнивания давления (см. рис. 1, поз. 3) диаметром 1,2 мм устанавливается на дистальные участки каркаса, закрепляется расплавленным воском и проходит над зубной дугой. Вентиляционные каналы (см. рис. 1, поз. 3) диаметром 0,8 мм и длиной 15 - 20 мм соединяют распределители нагрузки с каналом для выравнивания давления. Модель обертывают креп-манжетой и заполняют опоковое кольцо формовочной массой. Формовочная смесь для изготовления модели и формовки всегда приготавливается с одинаковым соотношением и концентрацией жидкости и порошка.
При литье этой комбинированной работы на нижнюю челюсть распределители нагрузки смоделированы ажурно, но, благодаря технологическим свойствам кобальтхром-молибденового сплава, имеют достаточный запас прочности. Литниковый канал прикреплен к дуге нижней челюсти в области прочной задней кромки возле решетки. Объем модели в этом месте невелик, однако равномерен, поэтому двух литниковых каналов диаметром 3,5 мм вполне достаточно для питания отливки при центробежном литье и 4 мм при вакуумном литье с последующим давлением. Литниковые каналы (см. рис. 1, поз. 1) будут прикреплены позади усиливающей задней кромки расплавленным воском и проведены с легким изгибом и постоянным подъемом через центр литейной формы к заливочной воронке. Ее устанавливают на 3 - 4 мм выше самой высокой точки восковой моделировки протеза. Канал для выравнивания давления (см. рис. 1, поз. 2) диаметром 1,2 мм устанавливают на дистальных участках модели и также фиксируют расплавленным воском, проведя его на 15 - 20 мм над зубной дугой. Вентиляционные каналы (см. рис. 1, поз. 3) диаметром 0,8 мм и длиной 15 - 20 мм связывают место крепления распределителя нагрузки с каналом для выравнивания давления. После этого модель обертывают креп-манжетой и формуют.
Этот комбинированный протез, отливаемый из выгораемой лигатуры драгоценного сплава на модели, снабжают двумя литниковыми каналами. Точку фиксации на задней кромке ретенционной решетки выбирают так, чтобы подаваемый расплав прямым путем затекал во все углубления решетки. При этом пробки, образующиеся в каналах по обеим сторонам отливки, способствуют затеканию расплава в ретенционные элементы конструкции, распределители нагрузки и прибыли. Литниковые каналы имеют легкий изгиб и постоянный подъем через центр литейной формы к заливочной воронке. Воронку устанавливают на 3 - 4 мм выше самой верхней точки восковой модели каркаса. При изготовлении этой работы из благородного металла достигают достаточной стабильности, увеличив толщину моделировки на распределителе нагрузки и гнезде замкового крепления. В связи с этим их снабжают двумя прибылями, установленными в центре под углом 45°. Если идентичная работа выполняется из сплава неблагородных металлов, то это усиление не имеет смысла. В этом случае восковая модель каркаса должна быть равномерно ажурной. Тогда можно отказаться от установки прибылей. Все остальное будет идентичным. Канал для нормализации давления (см. рис. 1, поз. 2) диаметром 1,2 мм будет расположен на расстоянии ^ 15 - 20 мм над зубной дугой и зафиксирован расплавленным воском на дистальных участках модели каркаса. Вентиляционные каналы диаметром 0,8 мм и длиной 15 - 20 мм связывают основание распределителей нагрузки с каналом для выравнивания давления.
|
Расположение литниковых каналов - практические примеры
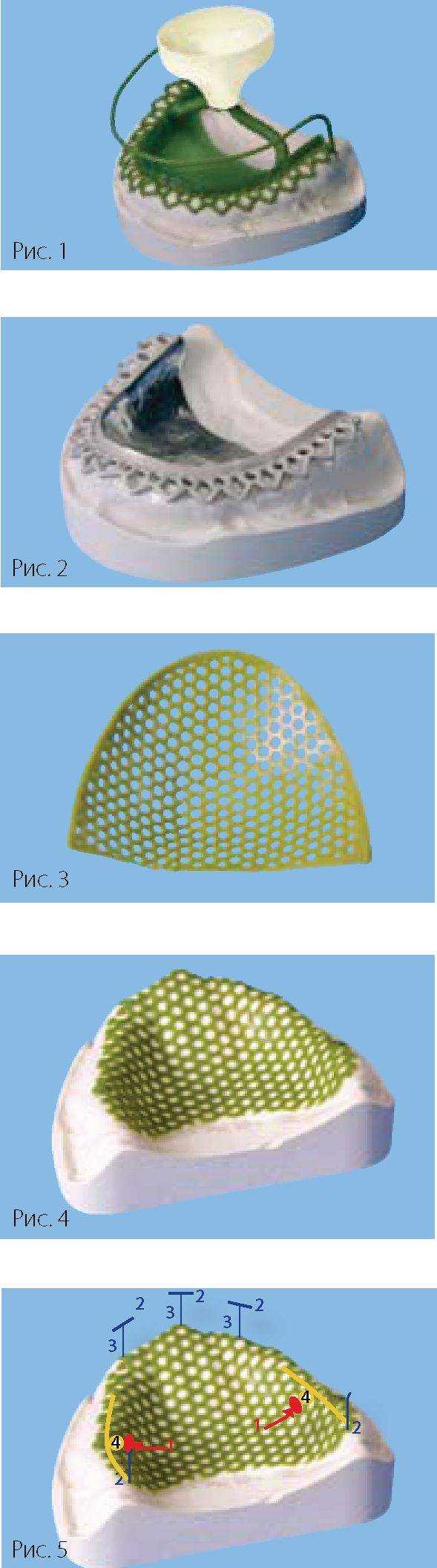
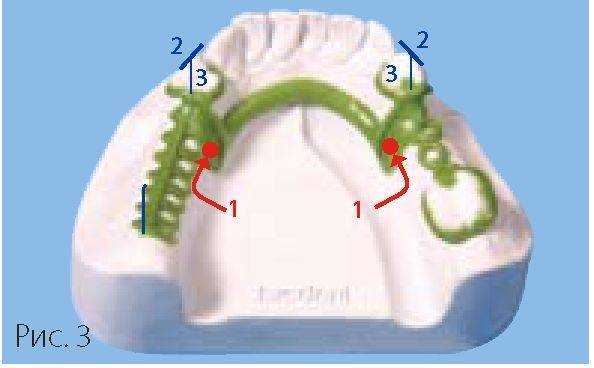
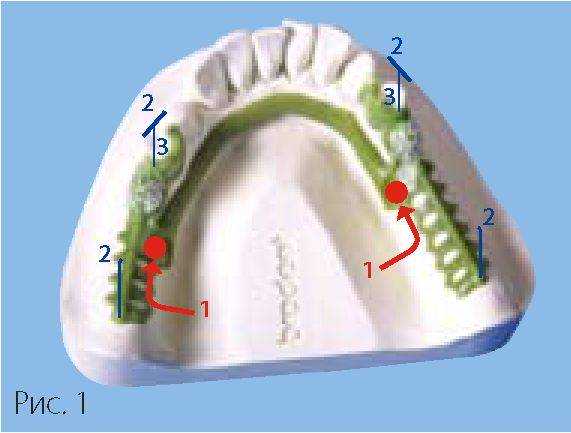
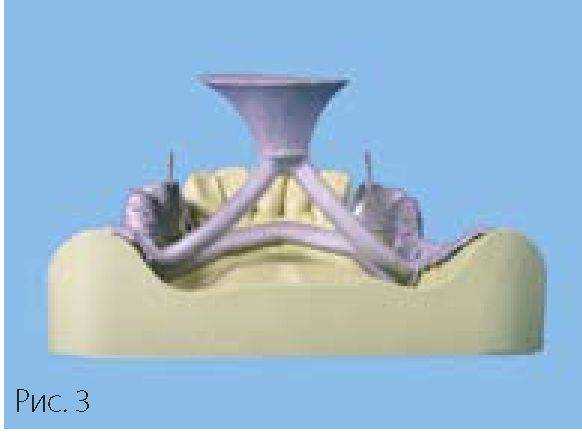
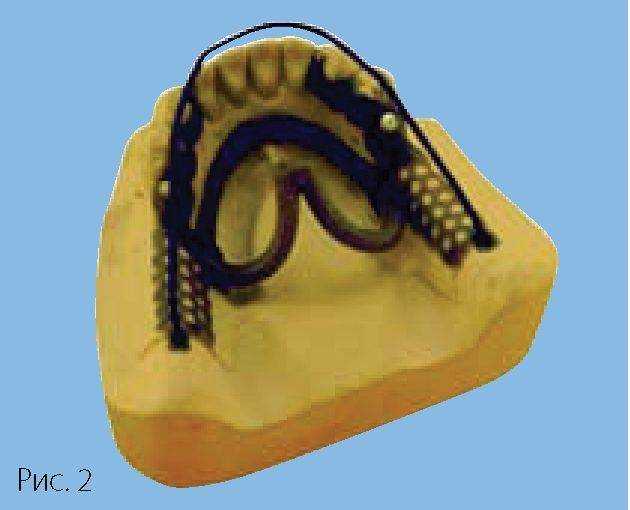
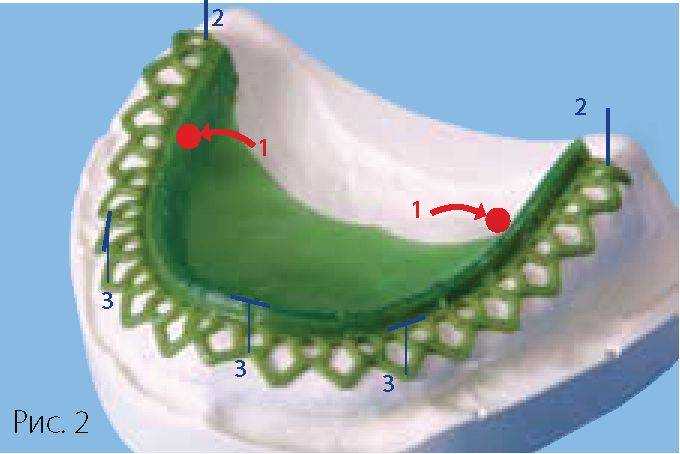
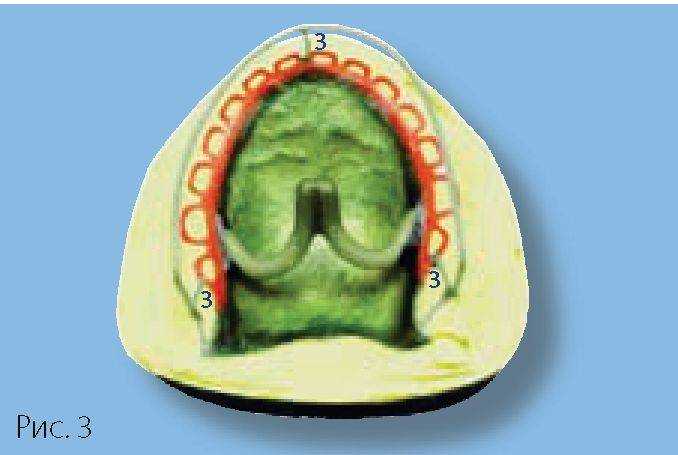
| Расположение литниковых каналов - практические примеры Эта верхнечелюстная пластина для литья на модели может быть снабжена двумя литниковыми каналами диаметром 3,5 мм при центробежном литье и 4 мм при вакуумном литье с последующим давлением. Литниковые каналы (см. рис. 2, поз. 1) устанавливаются на кромке небной пластины так, чтобы расплав по самому короткому пути попал к основанию модели и их длина должна быть насколько возможно одинакова во всех направлениях. Особое внимание следует обратить на то, чтобы литниковые каналы на всем протяжении от отливаемой небной пластинки до литейной воронки имели постоянный и непрерывный подъем. Литниковые каналы должны быть подведены так, чтобы избежать напряжений в процессе затвердевания, принципиально важно расположить их ближе к центру литейной формы, чем к центру каркаса протеза. Заливочная воронка должна быть расположена на 3 - 4 мм выше самой высокой части восковой модели протеза. Канал для выравнивания давления (см. рис. 2, поз. 2) диаметром 1,2 мм устанавливают в самом высоком месте альвеолярного отростка и фиксируют расплавленным воском, после чего проводят над зубной дугой на высоте 15 - 20 мм. Вентиляционные каналы (см. рис. 2 и 3, поз. 3) имеют диаметр 0,8 мм и высоту 15 - 20 мм и фиксируются к альвеолярной части отливаемого каркаса и каналу для нормализации давления.
Теперь огнеупорную модель с восковой моделировкой и установленной на ней литниковой системой можно обматывать креп-манжетой, формовать и заливать. При моделировке литой небной пластины круглые ретенционные отверстия для фиксации пластмассы подходят значительно лучше решеток другой формы, так как они обладают оптимальными характеристиками заполнения при литье. |