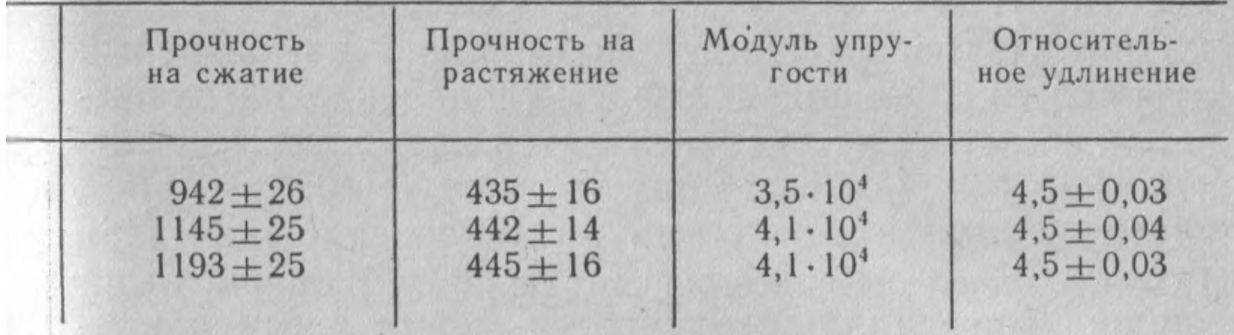
Таблица 1
некоторых базисных материалов.
Показатели (в кгс/см
2
)
Компрессионное прессование имеет существенные технологические недостатки, которые особенно отрицательно проявляются в процессе замены воска на пластмассу.
При КП по окончании формования на базисный материал, находящийся в форме, давление не оказывается. Поэтому не представляется возможным уплотнить пластмассу, чтобы уменьшить ее усадку в период полимеризации и исключить возникновение пор. При КП во время сближения штампа и контрштампа излишки материала вытесняются между ними и препятствуют их соприкосновению. Образуется грат (рис. 1).
Для уменьшения слоя грата штамп и контрштамп в промышленных условиях создают из твердых сплавов и применяют большое давление. Гипс — материал не прочный, и создать большое давление нельзя, так как неизбежно разрушение формы и увеличение слоя грата. Грат, образующийся при обратной гипсовке протезов в кювете, приводит к завышению высоты прикуса, так как искусственные зубы, находящиеся в контрштампе, образно говоря, не возвращаются на прежний уровень, а остаются выше его на толщину грата. По этой же причине кламмеры также оказываются смещенными, если они были при загипсовке переведены в контрштамп.
По данным А. А. Седунова (1972), при фиксации протезов во рту на коррекцию окллюзионной поверхности пластмассовых зубов в частичном протезе с 7 и более зубами врач затрачивает в среднем 20 мин. Во время коррекции фактически заново создается окклюзионное соотношение зубов и, следовательно, напрасно затрачивается значительная часть рабочего времени техника при постановке зубов и времени врача и больного — при проверке конструкции протеза.
Невольно возникает вопрос, почему врач фактически заново формирует уровень жевательной поверхности зубов после того, как зубы были установлены зубным техником и их положение проверено в клинических условиях.
Мы провели анализ манипуляций 16 практических врачей при приеме 110 больных, которым они изготавливали съемные пластиночные протезы (частичных— 114, полных — 34). Анализ проведен во вре-
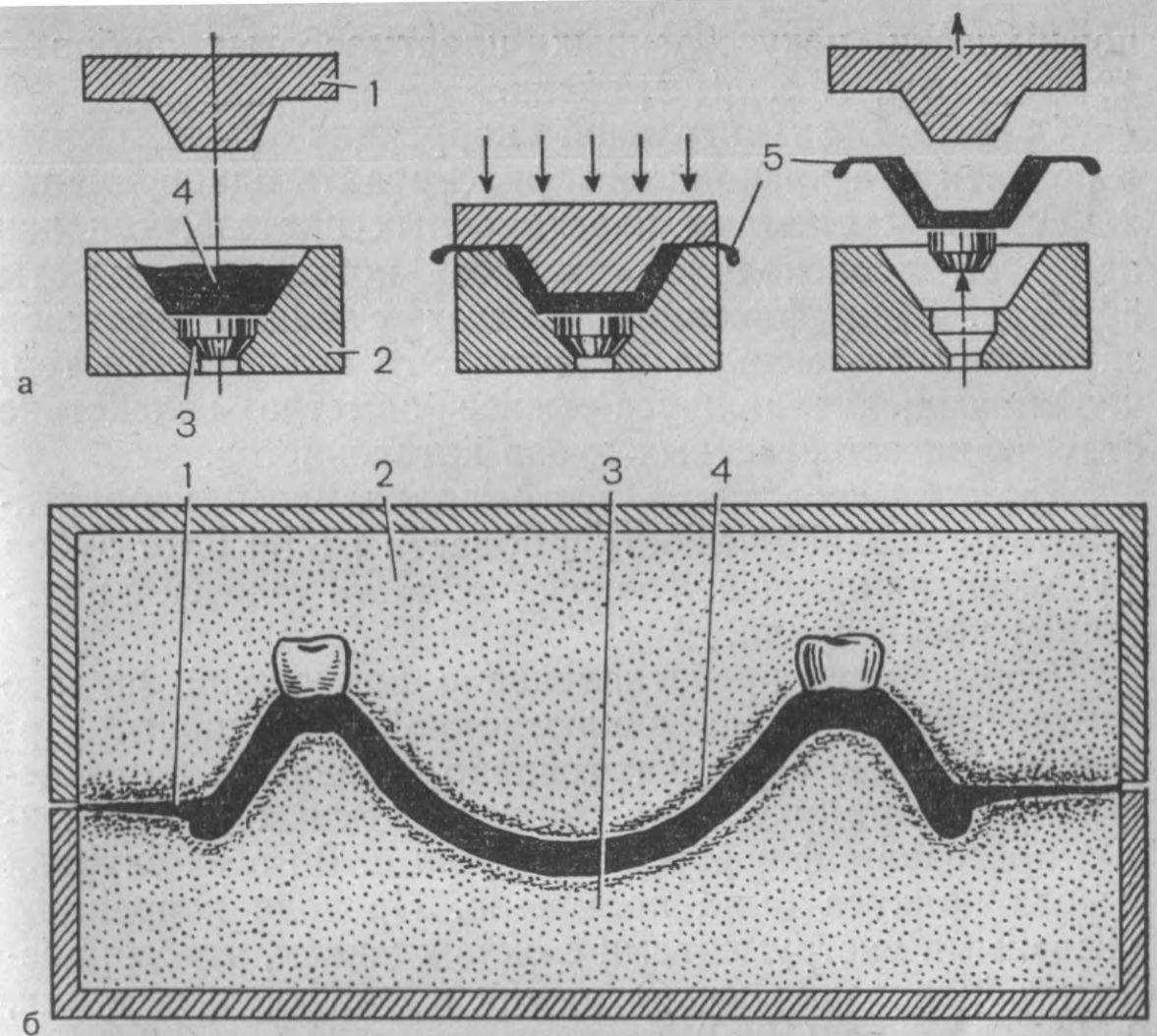
1. Схема компрессионного прессования.
а — этапы компрессионного прессования, принятые в промышленности: 1 — штамп, 2 — контрштамп, 3 — канал для извлечения изделий, 4 — формуемая пластмасса, 5— грат;.
б — вид протеза в кювете после полимеризации: I — грат, 2 — гипс контрформы, 3 — модель, 4 — точечной линией показаны участки деформации.
гипса.
мя проверки конструкции, при фиксации и коррекции съемных пластиночных протезов. Учитывая топографию дефекта, конструктивные особенности пластиночного протеза, места наиболее частых коррекций и количество повторных посещений, особое внимание уделяли изучению высоты прикуса. Во всех случаях высота прикуса оказалась завышенной. Используя щуп для измерения зазоров в технике, установили, что завышение было в пределах от 0,4 до 2,5 мм (в среднем 1,55±0,65 мм).
Во время фиксации в полости рта 148 съемных пластиночных протезов и при последующих посещениях проведено 416 коррекций, на что в общей сложности затрачено 3212 мин, т. е. более 53 рабочих часов. В среднем на коррекцию одного протеза потребовалось 21,3 ±1,4 мин. Из них на коррекцию окклюзионной поверхности искусственных пластмассовых зубов — 18±1,8 мин, т. е.
/
времени.
Особенно значительной коррекция была, когда в полости рта приходилось фиксировать одновременно 2 частичных съемных пластиночных протеза, так как при этом происходило «двойное» повышение высоты прикуса. При фиксации полных съемных протезов затрачивалось меньше времени. Это объясняется тем, что повышение прикуса менее заметно вследствие отсутствия естественных зубов-антагонистов.
Края базисов чаще всего приходилось корректировать на верхней челюсти в области 7 6 5 | 5 6 7 зубов и уздечек, на нижней челюсти в области уздечек и внутренней косой линии.
Чтобы иметь представление о возможной затрате времени на коррекцию окклюзионной поверхности фарфоровых зубов, было изготовлено 4 больным по общепринятой методике 7 частичных съемных пластиночных протезов с фарфоровыми зубами. Во всех случаях высота прикуса была повышена. Проводя коррекцию алмазными инструментами с охлаждением, чтобы избежать образования микротрещин в фарфоровых зубах, В. И. Тищенко (1980) затрачивал от 38,5 до 59,5 мин (в среднем 44±1,3 мин). Из этого можно сделать вывод, что если в ортопедических отделениях страны в ближайшие годы начнут широко изготавливать протезы с фарфоровыми зубами и при этом будут использовать метод компрессионного прессования, то значительная часть рабочего времени врачей будет затрачиваться на коррекцию уровня окклюзионной поверхности, и при этом неизбежно будет ухудшено качество протезов.
Для выявления причины повышения высоты прикуса Э. Я. Варес и соавт. (1982) провели изучение процесса замены воска на пластмассу. Было изготовлено 20 частичных съемных протезов 10 больным с фиксированной высотой прикуса. При проверке конструкции протезов антагонирующие зубы имели контакт, соответствующий требованиям. Толщину восковых шаблонов с зубами замеряли с точностью до 0,05 мм в 20 разных точках. При замене воска на пластмассу 10 протезов загипсовали прямым способом и 10 обратным. После проведения полимеризации пластмассы на этапе выемки протезов из кюветы установили, что по. плоскости смыкания половин кюветы (штампа и контрштампа) во всех случаях имелась пластинка пластмассы — грат. При прямой гипсовке пластинка-грат привела к утолщению базиса на оральной поверхности, но изменения высоты прикуса при этом не наблюдалось. При обратной гипсовке пластинка-грат явилась причиной утолщения базиса и повышения высоты прикуса во всех случаях.
У многих стоматологов-ортопедов и зубных техников сложилось представление, что мягкая тестообразная пластмасса не может деформировать твердую гипсовую пресс-форму во время прессования. Это мнение ошибочно. Грат возникает следующим образом. В процессе прессования излишки тестообразной пластмассы смещаются кнаружи между половинами кюветы. По мере сближения половин кюветы щель уменьшается и вытеснение пластмассы затрудняется. Когда щель достигает 1, а затем 0,6 мм, вытеснение пластмассы практически прекращается. Тестообразная пластмасса прочно- механически сцепляется с поверхностью гипса и не может вытечь в узкую щель. Но так как показателем окончания прессования принято считать плотное смыкание верхнего и нижнего кольца кюветы, зубной техник продолжает вращать рукоятку пресса до соприкосновения половин кювет, и гипс деформируется. И. В. Радченко (1965) в разделе молекулярной физики пишет, что находящееся между 2 твердыми телами вязкое вещество невозможно полностью вытеснить, если развить давление даже в несколько тысяч атмосфер.
Для определения толщины грата, в зависимости от консистенции формуемой пластмассы и прочности гипсовой формы, были проведены экспериментальные исследования [Варес Э. Я., Тищенко В. И., Садиков Э. С., 1982]. В первой серии опытов пластмассу разной консистенции помещали в гипсовые формы одинаковой прочности. Во второй — пластмассу одной консистенции помещали в гипсовые формы разной прочности. По толщине грата судили о степени деформации гипса. На основании анализа полученных данных были сформулированы следующие выводы:.
1. При наличии избыточного количества пластмассы в пресс-формах излишки вытесняются, располагаясь^ между ее половинами в виде пластинок клиновидной.
формы. Истонченный край грата обращен в наружную сторону, утолщенный — к основанию протеза.
2.
Деформация гипса в пресс-форме и повышение прикуса тем больше, чем больше вязкость (плотность) формуемой пластмассы.
3.
Деформация гипса в пресс-форме и соответственно толщина грата и повышение прикуса тем больше, чем слабее гипс пресс-формы.
Вращая рукоятку зуботехнического пресса, по данным М. М. Гернера и соавт. (1969), можно развить давление на кювету до 5 т. Столь большое усилие неизбежно приводит к деформации гипса в кювете и соответственно к изменению формы протеза.
Критически оценивая метод формовки базисного материала путем компрессионного прессования, можно сказать, что в технологию КП заложена неизбежность изменения формы протеза.
Метод компрессионного прессования внедрен в зуботехническую технологию со времени начала использования каучука в качестве основы съемных протезов. Он был подробно описан в руководствах по зубопротезированию еще И. И. Хрущевым (1884) и К. Юнгом (1903). Здесь же следует заметить, что указанные и другие авторы того периода рекомендовали проводить только прямую гипсовку. При прямой гипсовке зубы не перемещались в контрштамп и после удаления воска и формовки оставались в неизмененном положении по отношению к альвеолярному отростку на модели. Чтобы в момент прессовки не разрушить гипс, перекрывающий и фиксирующий зубы, проводили контрольную прессовку, после которой убирали излишки каучука и создавали в гипсе отводные каналы, по линии смыкания половин кювет. Описанная технология была отработана годами. Специалисты-ортопеды старшего поколения помнят, что до 40-х годов использовались только фарфоровые зубы и протезы фиксировали во рту, не производя сошлифовки окклюзионной поверхности зубов. Прямая гипсовка гарантировала сохранение неизменным взаимоотношения искусственных и естественных зубов, хотя несколько утолщенным оказывался базис на небной поверхности верхнего протеза и с оральной стороны нижнего протеза.
Когда в 40-х годах стали использовать акриловые пластмассы, то по необоснованным причинам начали применять обратную гипсовку. И. И. Ревзин (1949) писал, что прямая гипсовка, которая практикуется при изготовлении каучуковых протезов, не гарантирует уплотнения материала. Это может быть достигнуто только при условии обратной гипсовки.
В промышленности для получения деталей точной формы широко используют только метод литьевого прессования (ЛП). Преимущество (рис. 2,3) ЛП по сравнению с методом компрессионного прессования в том, что излишки материала остаются в литниковом канале и получаются детали точного размера; помимо того, форма не испытывает столь большого деформирующего воздействия и через канал, используя сжатый воздух, воздействие пружины или эластичность резины, можно на формуемую массу оказывать постоянное давление до наступления ее отверждения и таким образом в значительной степени компенсировать усадку, происходящую при полимеризации.
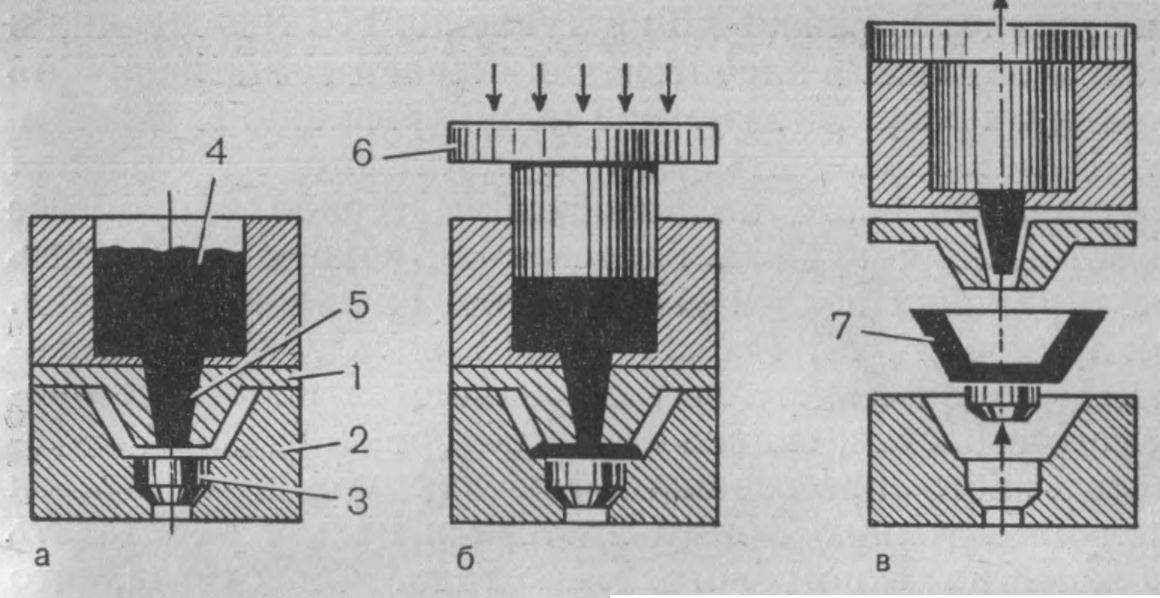
2. Промышленный способ литьевого прессования деталей, а — загрузочная камера заполненная пластмассой, б — под давлением поршня пластмасса через литниковый канал прессуется в полость, в — разъем формы; I — штамп, 2 — контрштамп, 3 — канал для выемки деталей, 4 — формуемая пластмасса, 5 — литьевой канал, 6 — поршень металлический, 7 — отпрессованная деталь.
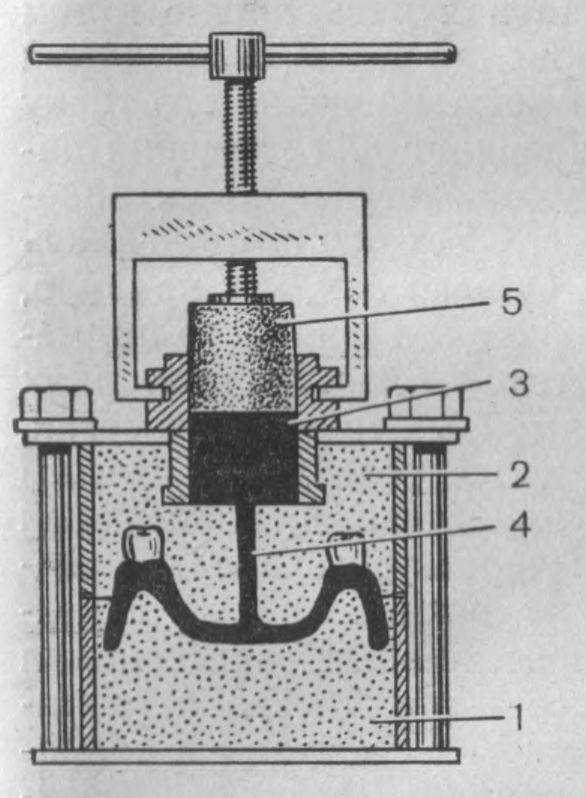
3. Литьевое прессование протезов в кювете.
I — штамп, 2 — контрштамп, 3 — формуемая пластмасса, 4 — литьевой канал, 5 — резиновый поршень.
Целесообразность метода литьевого прессования при замене воска на базисный материал в процессе изготовления зубных протезов активно обсуждалась на страницах печати еще в конце прошлого столетия. Например, Е. М. Гофунг (1923) писал, что И. Хольстен — один из крупных специалистов половины прошлого столетия, считал нецелесообразным метод компрессионного прессования, так как при этом нельзя получить точную форму протеза и нельзя определить количество формуемого материала. Он считал, что точную форму протеза можно получить только путем введения формуемого материала через литниковый канал в заранее закрытую кювету. Разделяя его точку зрения, в тот же период Виндерлинг для введения базисного материала в закрытую кювету через литниковый канал создал шприц-пресс. С тех пор предлагались различные его модификации. Однако они, как правило, были сложны в работе и не находили широкого применения. Но вместе с тем в зуботехнических лабораториях применяли только метод прямой гипсовки в кюветах, который можно с некоторой долей условности отнести к литьевому прессованию. Размягченный, пластичный каучук вводили и уплотняли через узкую щель, представляющую собой фактически литьевой канал. Убежденность, что метод компрессионного прессования в зуботехническом процессе — это неудовлетворительный этап, являлась для многих стимулом к разработке метода литьевого прессования. Детальные исследования в этом вопросе в СССР провел В. Н. Копейкин (1961). Им был сконструирован оригинальный шпирц-пресс, позволяющий в принципе формовать группу протезов, и приходится сожалеть, что до сих пор медицинская промышленность не приступила к выпуску шприц-прессов такой конструкции. Это позволило бы изготавливать более качественные протезы. Сейчас признано всеми, что инжекционное (литьевое) формование — это эффективный способ устранения усадки формуемого материала [Гернер М. М. и др., 1969; Дойников А. И., Синицын В. Д., 1981, и^др.]. Консерватизм в этом вопросе прочный. Ни врачи, ни зубные техники не задумываются, что ошибочную технологию следует устранить из зуботехнических лабораторий страны.
Для формования базисов протезов методом литьевого прессования предлагаются специальные так называемые литьевые пластмассы. Созданный в СССР литьевой материал МСН-У [Поюровская И. Я., Сугутина Т. Ф., 1973] для изготовления базисов съемных протезов методом литья находится в стадии промышленной разработки. Исследования в этом направлении в настоящее время активно проводят сотрудники Центрального научно-исследовательского института стоматологии (Москва). Сделаны совершенно четкие выводы о Том, что изготовление базисов протезов методом литьевого прессования позволяет получить более точную форму протеза и исключить изменения в окклюзионном соотношении искусственных зубов, улучшить однородность и качество пластмассы и в значительной степени сократить расход материала. В информации Медицинского реферативного журнала (МРЖ) в последние годы приводится много предложений различных фирм, которые направлены на развитие метода литьевого формования пластмасс.
Таким образом, приведенные данные свидетельствуют о том, что формовка пластмасс методом литьевого прессования позволяет добиться улучшения качества протезов и открывает перспективу широкого изготовления съемных пластиночных протезов с фарфоровыми зубами.