К техническим приемам относятся: I) отливка гипсовых моделей по слепкам и изготовление восковых базисов с окклюзионными валиками (при возможности правильного сопоставления моделей в положении центральной окклюзии — гипсовка моделей в окклюдатор); 2) гипсовка моделей р окклюдатор и изготовление штампованных коронок; 3) отливка гипсовых моделей по слепку, в котором находятся металлические коронки. гипсовка моделей в окклюдатор, моделирование промежуточной части протеза, замена ее металлом, спайка с коронками, отделка, шлифовка и полировка.
Препарирование опорных зубов под штампованные металлические коронки производится по тем же правилам, как и под одиночные металлические коронки. Необходимым требованием при этом является придание параллельности контактным стенкам опорных зубов.
После подготовки опорных зубов снимают два слепка (рабочий и вспомогательный). Рабочий слепок получают, применяя различные слепочные материалы (гипс, альгннатные массы, комбинации термопластичной массы С силиконовыми — уточненный или двойной слепок). Основным требованием к слепку является точное отображение всех элементов опорного зуба и близлежащих тканей. Этим требованиям наиболее полно удовлетворяет двойной и альгинатный слепок.
Вспомогательный слепок снимают любой слепочной мае-сой. Основным требованием к нему является получение точной го отпечатка окклюзионной поверхности зубов противоположной челюсти. Получение гипсовых моделей по слепкам, изготовление восковых базисов с окклюзионными валиками; и штампованных металлических коронок описаны в соответ-i ствующих главах.
].
Изготовленные штампованные металлические коронки поступают к врачу в клинику, где их припасовывают на опорных зубах по общепринятой методике с проверкой всех требований, которые к ним предъявляются.
После тщательного выполнения этой операции врач снимает гипсовый слепок со всей челюсти, переводит коронки с опорных зубов в их отпечатки в слепке, обращая особое внимание на правильность их расположения.
В зуботехнической лаборатории по полученному слепку отливают гипсовую модель. Для этого коронки заполняют расплавленным воском на их глубины с созданием кратерообразного углубления посередине, что позволит точнее фиксировать коронки на модели в одном и том же положении в связи с образованием на ней гипсового бугорка. После такой подготовки слепок погружают в воду на !5—20 мин для замачивания и затем отливают гипсовую модель.
Сопоставив модели (рабочую и вспомогательную) в положении центральной окклюзии и загипсовав их в окклюдатор, приступают к моделированию промежуточной части мостовидного протеза.
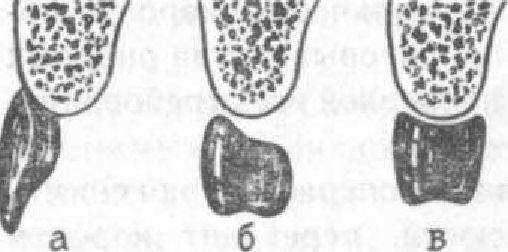
В зависимости от локализации дефекта зубного ряда промежуточная часть мостовидного протеза имеет различное расположение по отношению к альвеолярной части (отростку) (рис. 41). Так, при замещении отсутствующих передних зубов, включая первые премоляры (а иногда и вторые), искусственные зубы располагаются касательно к альвеолярной части (отростку), т. е. их придесневая час^ь должна слегка касаться слизистой оболочки альвеолярной части (отростка), его вестибулярного ската. Это вызвано соображениями эстетики и фонетики; при несоблюдении этого правила нарушается произношение зубных звуков, при разговоре наблюдается разбрызгивание слюны, а при укороченной верхней губе будет видна щель, что нарушает эстетические нормы.
При замещении отсутствующих боковых зубов промежуточная часть мостовидного протеза должна иметь висячее положение по отношению к альвеолярной части (отростку), чем создается так называемое «промывное пространство». Размер его не должен превышать 1,5—2 мм. Это облегчает гигиенический уход за протезом, создавая условия для свободного удаления остатков пищи.
Моделирование промежуточной части мостовидного протеза производится следующим образом. Изготовив восковой валик размером соответственно дефекту зубного ряда, устанавливают его между коронками, и, пока воск не потерял пластичности, смыкают окклюдатор для получения отпечатка.
41. Вилы расположения промежуточной части мостовидного протеза:.
а — касательное; б — висячее; а — седловидное.
зубов-антагонистов. Для предупреждения приклеивания гипсовых зубов-антагонистов к восковому валику их необходимо смочить водой или смазать маслом. Разомкнув окклюдатор и удалив излишки воска, размечают вестибулярную поверхность валика на количество отсутствующих зубов и приступают к восстановлению их анатомической формы.
На окклюзионной поверхности боковых зубов моделируют все бугры и ямки с учетом отпечатков зубов-антагонистов, помня о том, что их выраженность не должна быть резкой. При этом надо учитывать возраст пациента и состояние бугров зубов противоположной стороны челюсти.
Оральную поверхность тела протеза моделируют без четкого восстановления анатомической формы, без перехода поверхностей одного зуба в другой для предупреждения травмы языка. Отступя от края жевательной поверхности на 2—5 мм (в зависимости от высоты искусственных коронок), на оральной стороне тела протеза делают скос кнаружи и соединяют с нижним краем вестибулярной поверхности. Образовавшийся оральный край тела протеза должен иметь закругленную форму без четких контуров искусственного зуба. При низких клинических коронках в местах перехода тела протеза в поверхность коронки моделируют «захваты», переходящие на оральную поверхность коронки, тем самым увеличивая площадь спайки. Эта мера предупредит отрыв тела мостовидного протеза от коронки,.
Ширину промежуточной части мостовидного протеза моделируют несколько уже жевательной поверхности металлических коронок для уменьшения величины жевательной нагрузки на опорные зубы.
Анатомическую форму первых, а иногда и вторых премоляров восстанавливают, ориентируясь на форму клыка с касательным его расположением по отношению к альвеолярной части (отростку).
Восковую репродукцию промежуточной части мостовидного протеза заменяют металлом по общепринятой методике.
Отлитые из металла искусственные зубы припасовывают на модели к металлическим коронкам, добиваясь точного расположения по отношению к зубам-антагонистам, альвеолярной части (отростка) и опорным коронкам. После этого готовят все детали мостовидного протеза для спайки. Подогрев коронки над пламенем горелки для размягчения в них воска, снимают с модели, зачищают контактные поверхности наждачной бумагой или напильником, вновь устанавливают на модели и. установив промежуточную часть в правильное положение, склеивают их липким воском. При этом стремятся наносить минимальное количество воска на вестибулярную поверхность, учитывая отрицательные качества припоя. Скрепив части протеза в единое целое, осторожно снимают с модели и гипсуют для последующей спайки. Для этого наполняют коронки гипсом и всю конструкцию погружают в горку той же порции гипса, покрывая им половину жевательной поверхности коронок и тела протеза, оставляя свободными места спайки. Погружать протез в гипс надо в вертикальном направлении, чтобы места спайки были свободны от гипса с обеих сторон, это создает лучшие условия для прогревания деталей протеза и контроля за качеством пайки.
После затвердевания гипса струей кипящей воды выплавляют липкий воск, высушивают, смазывают места спайки раствором тетрабората натрия в воде и производят пайку.
Перед введением припоя нагревают части протеза в пламени паяльного аппарата, направляя огонь вначале на наиболее толстые детали, а затем на тонкие. После их равномерного покраснения посыпают тетраборатом натрия и вводят припой. Не отводя пламени паяльного аппарата от спаиваемых деталей, добиваются полного расплавления припоя и его растекания по контактным поверхностям. Образовавшийся шарик припоя, с трудом растекающийся, свидетельствует или о недостаточном прогревании деталей, или о загрязнении их поверхностей.
Способы введения припоя различны. В одних случаях пользуются проволокой, на конце которой образуют каплю припоя, и после подготовки (прогревания) деталей вводят ее в место спайки. В других случаях, когда припой имеет вид стружки, малыми порциями с помощью пинцета вводят его в место спайки и, расплавив, постоянно посыпают тетраборатом натрия. При пользовании серебряным припоем в виде проволоки введение его не представляет трудностей. При этом конец проволоки окунают в раствор тетрабората натрия и вводят в место спайки.
Убедившись, что припой распределился по всей поверхности спаиваемых деталей, нагревание прекращают и гипсовый блок бросают в воду или ждут полного охлаждения его на воздухе. Затем освобождают спаянный протез от гипса, промывают водой и отбеливают в растворе кислоты. После удаления окалины и кипячения в воде протез отделывают с помощью напильников, боров, карборундовых кругов. Шлифовку и полировку проводят с применением резиновых кругов и полировочных паст.
Мостовидный протез с комбинированной промежуточной частью из металла и пластмассы. Такой протез отличается от цельнометаллического конструкцией промежуточной части, при моделировании которой на вестибулярной поверхности предусматривается крепление для пластмассовой или фарфоровой облицовки.
При облицовке наружной поверхности промежуточной части мостовидного протеза пластмассой в ней создают ложе (углубление) с козырьком по режущему краю или крышей из металла по жевательной поверхности (боковые зубы), предохраняющими пластмассу от стирания и поломки. Для ее прочной фиксации в ложе предусматривают различные виды механического крепления (крючки, петли, мелкие шаровидные или грибовидные возвышения и т. п.). Их изготавливают из восковой или металлической проволоки, полиэтиленовой «жилки», мелких пластмассовых или восковых шариков.
При моделировании промежуточной части комбинированного мостовидного протеза необходимо учитывать разность температурных коэффициентов объемного расширения двух разнородных материалов — пластмассы и металла. Последний надо вводить в промежуточную часть в наименьшем количестве. Он должен располагаться только по окклюзионной поверхности, режущему краю и на месте контакта с зубамиантагонистами. В противном случае возникают внутренние напряжения, приводящие к отслойке облицовки от ложа.
При касательном расположении промежуточной части протеза в переднем отделе зубной дуги контакт со слизистой оболочкой создается за счет металла защитки, что предупреждает возникновение акриловых стоматитов.
Технология изготовления мостовидных протезов с облицовкой на опорных коронках и промежуточной части отличается от вышеописанной использованием в качестве опорных элементов комбинированных коронок по Белкину или их модификации. При этом создается максимальный эстетический эффект.