Препаровка зуба под металлоакриловые и металлокерамические коронки отличается от подготовки зуба под обычные коронки следующим: ткани зуба снимают на большую величину, апроксимальные стенки обрабатывают так, чтобы они имели скос 11—15° к вертикальной оси культи зуба. При такой препаровке в области шейки создается уступ, который, по современным представлениям, имеет четыре разновидности (рис. 80). Для техника важно найти, оценить и воспроизвести данный уступ как на слепке, так и на модели (рис. 81). Воспроизведение этого уступа на металлическом остове коронки является основой качества протеза, его эстетичности.
Слепки при этом виде протезирования снимают кольцом или делают двухслойные слепки. Они позволяют получить точное изображение, глубину и объем десневого кармана, а, следовательно, по этим ориентирам техник обязан определить контуры металлического края коронки, протяженность и вид уступа, а по ним и уровень
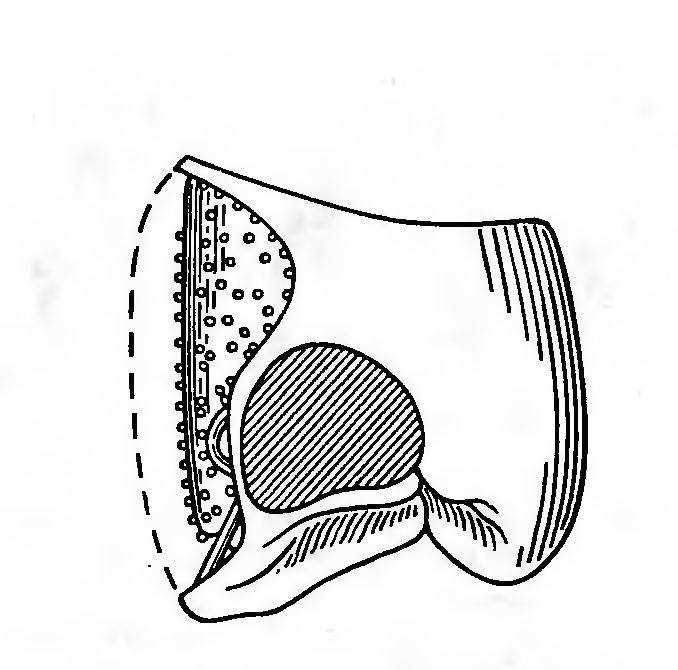
Рис. 82. Схема контуров основных частей металлоакриловых коронок (заштрихована зона контактных пунктов).
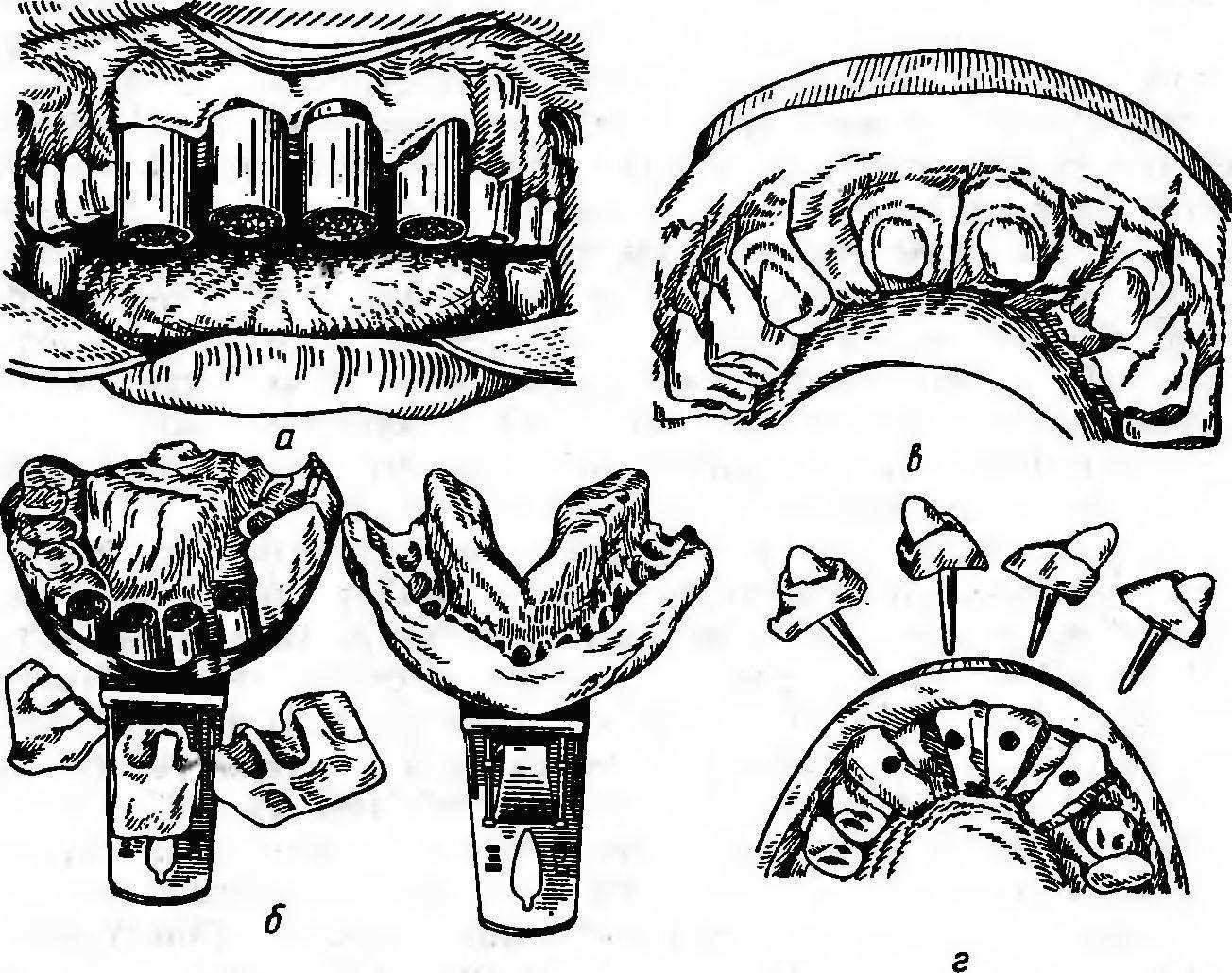
Рис. 81. Комбинированные слепки (слева) и разъемные модели (справа) при изготовлении металлоакриловых и металлокерамических коронок.
а — получение слепка с зубов с применением колец; 6 ~ комбинированный слепок; в — форма культей препарированных зубов, видны уступы линнн шеек зубов; г — части разъемной модели.
облицовки с вестибулярной стороны — пластмасса и керамическая масса не должны заходить в десневой карман. Контуры коронки, уступ и соотношение облицовочного слоя показаны на рис. 82.
На модели из прочного гипса, полученной по двухслойному слепку, карандашом очерчивают линию шейки зуба и границы уступа. Покрыв гипс тонким слоем лака, густой краски, обжимают культю зуба пластинкой розового бюгельного моделировочного воска. Излишки воска подрезают по линии шейки зуба (линия карандаша хорошо просматривается через тонкий слой воска). Особое внимание следует уделить воспроизведению уступа при обтяжке воском культи зуба —уступ лаком не покрывают. Затем синим моделировочным воском моделируют язычную, жевательную (или режущий край) и боковые поверхности.
Боковые поверхности и режущий край моделируют постепенным наслоением воска, под некоторым углом к вестибулярной поверхности, в месте перехода в вестибулярную поверхность коронки их истончают (рис. 83), одновременно создавая захваты для пластмассы. Сочетание розового и синего воска позволяет свободно ориентироваться при создании захватов, не опасаясь истончить воск, покрывающий культю, — поднутрения делают в воске синего цвета.
На вестибулярную поверхность восковой репродукции коронки, проведя по воску целлулоидным клеем, насыпают порошок пластмассы (диаметр шариков 0,4 мм) и сдувают излишки. Образующиеся после литья выступы шарообразной формы в сочетании с ящикообразным ложем являются хорошими ретенционными пунктами для удержания пластмассовой облицовки (рис. 84).
При небольших размерах культи зуба можно ввести в конструкцию дополнительные петли для фиксации пластмассы. Если при улыбке не просматриваются шейки зуба, то в пришеечной области коронок создают дополнительный край наподобие, кармана. Этот край (карман) позволяет избежать контакта пластмассы со слизистой оболочкой десневого края и, кроме того, предупреждает отставание пластмассы от металла вследствие температурных колебаний. Весь дальнейший ход работы такой же, как и при изготовлении литых коронок.
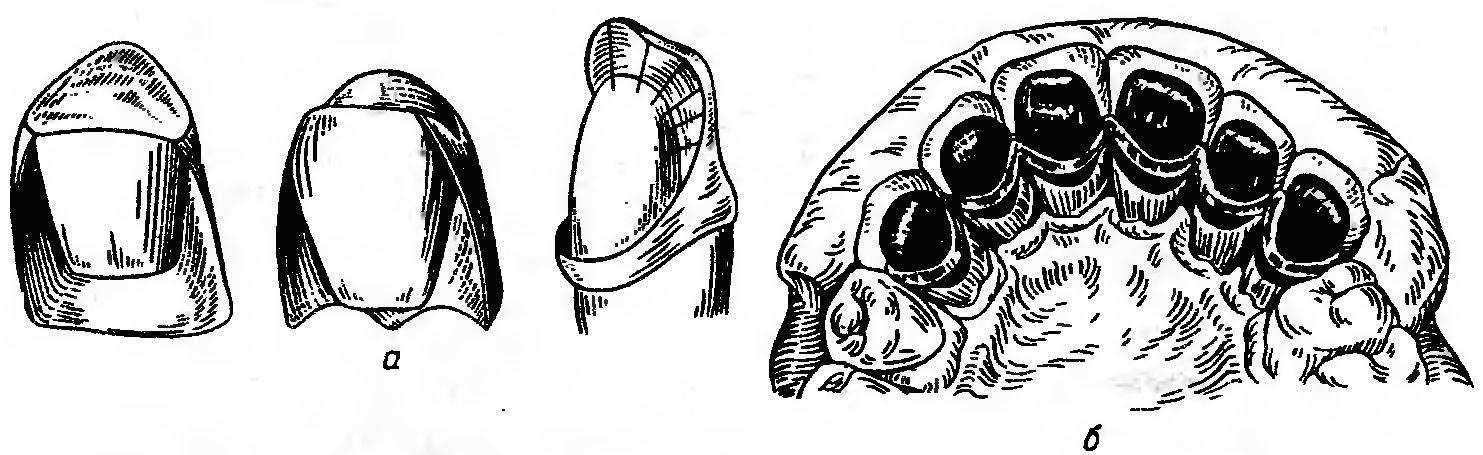
Рис. 83. Варианты моделирования литой основы комбинированных коронок.
а — виды металлического остова коронок на резцы, клыкн и премоляры; б — изготовление коронок с применением стандартных зубов из пластмассы.
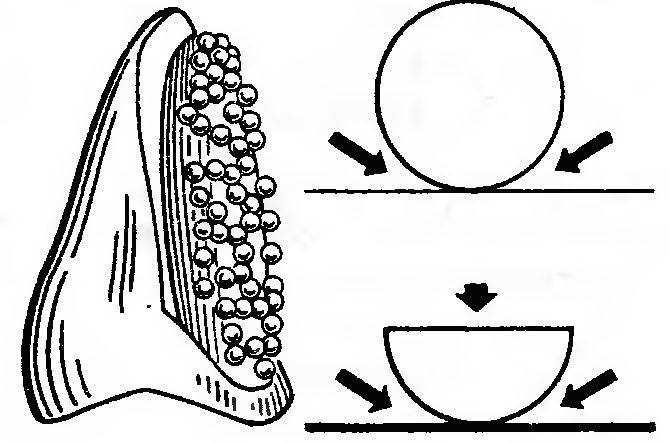
Рис. 84. Схема расположения ретенционных пунктов на поверхности каркаса коронки для удержания облицовочного слоя пластмассы (стрелками указаны зоны ретенции).
После того как коронка отлита, ее полируют. В некоторых случаях в вестибулярной поверхности приходится углублять нарезки. Это делают на бормашине колесовидным бором. Далее моделируют воском вестибулярную поверхность коронки, снимают ее с модели и гипсуют в кювете. Затем следуют выплавление воска, формование, полимеризация, отделка и полировка пластмассовой облицовки и коронки.
Перед формованием необходимо тщательно промыть мономером вестибулярную поверхность коронки, особенно имеющиеся на ней гранулы и нарезки, и покрыть ее тонким слоем косметического разделительного лака.
Такие коронки также можно изготавливать двухцветными. Целесообразность применения коронки данной конструкции обусловливается не только соображением большей прочности, но и тем, что пластмасса в пришеечной области не соприкасается со слизистой оболочкой, а, следовательно, устраняются условия, ведущие к изменению цвета пластмассовой облицовки.
Хороший косметический эффект отмечается, если литая коронка облицована приточенным к культе стандартным пластмассовым зубом. Для этого, после того как культя зуба обтянута розовым бюгельным воском, к вестибулярной поверхности притачивают подобранный врачом из гарнитура зуб (зубы). Приточенную из искусственного стандартного зуба облицовку смазывают вазелином, укрепляют на культе и с вестибулярной поверхности модели получают гипсовый блок (см. рис. 83, б), который должен захватить соседние зубы. Затем воском синего цвета заливают боковые поверхности и моделируют язычную поверхность. По охлаждении воска снимают гипсовый блок и извлекают облицовку. С вестибулярной стороны, где розовый воск переходит в синий, в синем воске делают углубления (врезы) для лучшего укрепления пластмассы.
Установив литникобразующий штифт с оральной стороны, снимают восковую композицию коронки и отливают ее из металла. После припасовки коронки на модели и проверки ее во рту приступают к фиксации пластмассовой облицовки. Для этого готовят самотвердеющую пластмассу «Норакрил» или «Акрилоксид», точно совпадающую по цвету с притаченной облицовкой. Мономером протирают металлическое ложе, вводят в него готовую пластмассу и на нее помещают приточенную облицовку. Излишки пластмассы удаляют ватным тампоном, смоченным мономером. Коронку помещают на модель и с вестибулярной стороны прижимают гипсовый блок. После отверждения пластмассы коронку отделывают и полируют.
Облицовку из фарфора готовят на отлитой коронке,, придерживаясь правил моделирования коронок из фарфора.