|
В связи с этим необходимо подчеркнуть, что возможности дальнейшего усовершенствования современных систем имплантатов еще далеко не исчерпаны. Несмотря на это, их практическое применение уже сегодня позволяет изготавливать высококачественные реставрации с безупречными физиологическими, функциональными и эстетическими характеристиками не только в идеальных, но и в очень сложных клинических условиях, то есть практически для любого пациента. К сожалению, в подавляющем большинстве случаев именно зубные техники несут непосредственную ответственность за частичный или полный провал комплексной терапии с использованием реставраций с опорой на имплантаты. Любой техник, который не имеет соответствующего образования и достаточного практического опыта и, несмотря на это, берется за изготовление сложных реставраций с опорой на имплантаты, поступает крайне безответственно. Например, если Вы в совершенстве освоили технологию изготовления телескопических реставраций, то это вовсе не означает, что Вы можете гарантировать качество аналогичных конструкций с опорой не на естественные зубы, а на абатменты имплантатов. Помимо общих знаний для этого необходимо освоить специфические методы обеспечения прецизионной точности фиксации опорных коронок на абатментах имплантатов и пассивной посадки протяженных внешних конструкций, а также иметь четкое представление об особенностях формирования их структуры и распределения функциональных нагрузок, воздействующих на опорные имплантаты и прилегающие ткани. Одним из основных условий обеспечения качества реставраций с опорой на имплантаты является отказ от классического стереотипного мышления. В этой области практически каждый новый случай представляет собой совершенно уникальную задачу, для решения которой зубному технику необходимо использовать не только специальные профессиональные навыки, но и весь свой творческий потенциал. Кроме того в таких случаях совершенно необходимо тщательно соблюдать технологию изготовления реставраций, включая диагностическую постановку искусственных зубов и изготовление полной восковой модели, непосредственно перед началом работы и осуществлять непрерывный текущий контроль качества с использованием силиконового шаблона или восковых моделей. Это, а также тесная совместная работа со стоматологом и пациентом на этапе планирования терапии, изготовления хирургического шаблона и временной реставрации длительного ношения позволяет избежать очень многих ошибок и, таким образом, заложить прочную основу будущего успеха. С другой стороны, даже если из-за каких-либо ошибок, допущенных в процессе предварительного планирования, или дефектов хирургического шаблона исходные условия очень далеки от идеальных, то зубной техник все равно должен сохранять спокойствие и уверенность в своих силах и ни в коем случае не допускать мысли о том, что он не сможет обеспечить высокое качество будущей реставрации. Исходя из собственного опыта, я хочу посоветовать каждому зубному технику, хотя бы один раз, лично понаблюдать за процессом введения имплантатов. Благодаря этому, Вы очень быстро поймете, что любые работы значительно легче проводить на стационарной модели, а не в полости рта, и что наши представления и требования по обеспечению идеальных исходных условий, как правило, чрезмерно завышены, а зачастую и совершенно нереальны. Я абсолютно убежден в том, что при наличии необходимого практического опыта и достаточно высокого творческого потенциала квалифицированный зубной техник даже в очень сложных случаях может найти оптимальное конструктивное решение, которое в конечном итоге позволит изготовить высококачественную реставрацию, удовлетворяющую всем современным функциональным и эстетическим требованиям. Я искренне надеюсь, что представленные в данной статье клинические случаи станут прекрасным доказательством справедливости этого тезиса и дадут Вам дополнительную информацию для размышления. |



|
не челюсти, что еще больше затрудняет восстановление оптимальной анатомической формы ее язычной поверхности. Диагностическая постановка зубов На первом этапе с помощью искусственных зубов и соответствующего полимерного основания осуществляется изготовление первой диагностической модели будущей реставрации и ее предварительная примерка. При этом в центральной части модели необходимо сформировать достаточно широкую полость, в которой должны разместиться не только абат-менты всех четырех имплантатов, но и фиксирующие винты! Затем на основании результатов предварительной примерки проводится окончательная коррекция структуры диагностической модели, после чего можно приступать к моделированию внешней конструкции новой реставрации. Первичная конструкция На этом этапе осуществляется со-шлифовывание центральной части язычной стенки модели, удаление излишков полимерного материала, а в случае необходимости и дополнительное препарирование искусственных зубов, расположенных в непосредственной близости от абат-ментов имплантатов, и повторная фиксация диагностической модели реставрации на рабочей модели нижней челюсти. Только после этого мы впервые можем в полной мере оценить все особенности взаимного расположения имплантатов и зубного ряда внешней конструкции новой реставрации (рис. 5 и 6). Использование так называемых «кнопочных анкеров» в данном случае абсолютно нецелесообразно: матрицы таких анкеров имеют совершенно определенные и достаточно большие размеры (высота и диаметр), вследствие чего мне пришлось бы разместить их еще дальше в вентральном направлении, что, разумеется, не только не улучшило, а, напротив, еще больше усугубило и без того крайне сложную клиническую ситуацию. В конечном итоге я пришел к выводу, что наиболее оптимальным вариантом выхода из сложившейся ситуации является изготовление соединительной балки, которая должна располагаться как можно дальше в вестибулярном направлении, а также быть очень неоднородной по высоте. При этом максимально низкой она должна быть в наиболее критичной области,
то есть вблизи зуба 43. Для выполнения этого условия непосредственно перед фрезерованием абатмента имплантата зуба 43 его верхнюю ок-клюзионную часть нужно аккуратно сошлифовать вплоть до минимально допустимого уровня. При этом необходимо тщательно следить за тем, чтобы после завершения этой операции его верхний край располагался чуть выше головки постоянного фиксирующего винта. Фрезерование восковой модели соединительной балки Формирование структуры соединительной балки осуществляется в процессе нанесения воска и его последующего фрезерования. Непосредственно перед этим поверхность оригинальных способных к литью элементов первичной конструкции необходимо покрыть слоем материала Pattern Resin, заполимеризовать его, а затем обязательно с использованием стереомикроскопа сошли-фовать до минимально возможной толщины. При этом особое внимание необходимо обращать на точность и качество формирования структуры границ перехода и внешних кромок. Шлифование полимерных капп следует проводить только после фиксации специальных вспомогательных приспособлений, что позволяет полностью исключить возможность случайного повреждения абатментов, поскольку даже легкое соприкосновение рабочей части абразивного инструмента с базовой поверхностью абатментов, которые находятся в непосредственном контакте с имплантатами, делает их абсолютно непригодными для дальнейшего использования. Для соединения полимерных капп друг с другом я обычно использую стандартные тонкие восковые пластины. Затем, на это «основание» наносится равномерный слой фрезеровочного воска, который должен покрывать не только восковые пластины, но и всю поверхность полимерных капп, после чего с помощью специальных фрез для воска осуществляется предварительное фрезерование модели соединительной балки. Контроль качества. Присоединение литников На следующем этапе проводится формирование литниковой системы, удаление фиксирующих винтов, снятие восковой модели и удаление дес-невой маски. После этого уже без использования фиксирующих винтов осуществляется предварительная примерка восковой соединительной балки на рабочей модели без десневой маски, что значительно облегчает контроль точности ее фиксации, наличия пассивной посадки и отсутствия краевых зазоров (рис. 7). Если качество фиксации восковой модели не соответствует хотя бы одному из вышеперечисленных требований, то ее нужно еще раз разделить на несколько деталей и снова соединить их в единую конструкцию и, в случае необходимости, повторять эту процедуру вплоть до достижения необходимого результата. Дополнительную проверку точности фиксации восковой модели и наличия или отсутствия краевых зазоров можно провести в процессе контрольного завинчивания каждого фиксирующего винта по отдельности. Внешний вид готовой восковой модели соединительнойбалки наглядно продемонстрирован на рисунке 8. При более подробном анализе ее структуры особое внимание следует обратить на прецизионную точность фиксации восковой соединительной балки (рис. 9 и 10), более чем успешную компенсацию различной высоты опорных имплантатов (рис. 11), а также минимальную высоту и толщину язычной стенки балки в области зуба 43 (рис. 12). Литье В своей практике для изготовления литых деталей любых стоматологических реставраций я обычно использую так называемую «ускоренную» технологию формования. При этом, если в состав восковой модели входят оригинальные способные к литью металлические детали, то для повышения качества соединения формовочной массы с их поверхностью, особенно вблизи внешней кромки, и обеспечения высокого качества литья, температура предварительного прогрева формованной заготовки должна составлять примерно 700оС (конкретное значение зависит от типа формовочной массы). В отличие от некоторых своих коллег я до сих пор абсолютно убежден в том, что использование большего, чем это действительно необходимо, количества золотого сплава и формирование дополнительного резервуара для расплава позволяет значительно повысить качество центробежного литья (рис. 13). Ярким доказательством справедливости этого мнения является увеличенный снимок литой соединительной балки (рис. 14), на котором отчетливо видны немного выступающие над поверхностью абатментов, но, несмотря на это, абсолютно четкие и ровные границы переходов от оригинальных абатментов к поверхности золотого сплава без каких-либо пор или усадочных раковин. Фрезерование Благодаря наличию съемной дес-невой маски, фрезерование литой соединительной балки можно проводить непосредственно на рабочей модели. Я считаю, что нет никакой необходимости еще раз подробно описывать все особенности проведения этой чрезвычайно ответственной операции, поскольку в данном случае, впрочем, как и во всех предыдущих, она осуществлялась в точном соответствии с традиционной и широко известной технологией. Как уже было сказано выше, в своей практике для |


 |
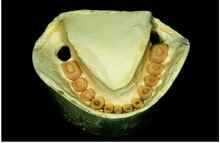
| Рис. 7. Предварительная примерка восковой соединительной балки с литниковой системой на рабочей модели: вид со стороны щечной поверхности. Отсутствие десневой маски значительно облегчает, контроль точности и качества ее фиксации. |
 |
| Рис. 11. Та же ситуация: вид со стороны язычной поверхности. Форма балки позволяет, полностью компенсировать различную высоту опорных имплантатов. |
 |
| Рис. 12. Самым, «слабым» местом соединительной балки, безусловно, является область зуба 43. В этой области толщина ее язычной стенки должна быть минимальной, а сама балка настолько короткой, насколько позволяет, высота постоянного фиксирующего винта. |
 |
| Рис. 8. Та же ситуация: вид со стороны язычной поверхности. |
 |
| Рис. 9. Увеличенныйснимок готовой восковой модели соединительной балки: вид справа. Обратите внимание на прецизионную точность ее фиксации на опорных имплантатах. |
 |
| Рис. 13. Готовая отливка после удаления формовочной массы. |
 |
| Рис. 14. Увеличенный снимок литой соединительной балки. Отчетливо видны границы переходов от поверхности стандартных абатментов к поверхности золотого сплава. |
 |
| Рис. 10. Та же ситуация: вид слева. Достаточно длинная и широкая литьевая балка предназначена для формирования дополнительного резервуара для расплава. |
|
механической обработки литых деталей я использую только высококачественные фрезы марки Komet тип H364 RGE (GEBR. BRASSELER, Lemgo), применение которых не только позволяет обеспечить высокую эффективность фрезерования, но и гарантировать достижение оптимального качества фрезерованной поверхности. Особое внимание необходимо обращать на формирование оптимальной структуры пришеечных участков соединительной балки, а также тех участков поверхности опорных абат-ментов, которые располагаются над десной. Кроме того поскольку скорость и глубина фрезерования очень сильно зависит от марки и типа используемого инструмента, механическую обработку соединительной балки необходимо проводить таким образом, чтобы после ее завершения на пришеечных участках поверхности сохранился достаточно толстый слой золотого сплава, необходимый для надежной фиксации оригинальных абатментов. В связи с этим необходимо еще раз подчеркнуть, что любую механическую обработку первичных деталей можно проводить только после фиксации специальных вспомогательных приспособлений, что позволяет полностью исключить возможность случайного повреждения тех участков базовой поверхности абатментов, которые находятся в непосредственном контакте с имплантатами. После завершения фрезерования осуществ ляется финишное полирование поверхности окклюзии соединительной балки до зеркального блеска. Все остальные участки ее поверхности должны остаться неполированными, что значительно облегчает проведение предварительной примерки, стыковки и коррекции структуры вторичной конструкции. Внешний вид полностью готовой соединительной балки после завершения процесса фрезерования и финишного полирования поверхности окклюзии наглядно продемонстрирован на рисунке 15. Я абсолютно уверен в том, что полировать следует только нефрезерованные участки поверхности. Исходя из собственного практического опыта, я могу с полным основанием утверждать, что полирование фрезерованных поверхностей, как правило, приносит значительно больше вреда, чем пользы. На виде со стороны поверхности окклюзии (рис. 16) отчетливо видно, что в области зуба 43 верхний край соединительной балки располагается практически на том же уровне, что и головка постоянного фиксирующего винта. Вторичная конструкция Перед тем как приступать к изготовлению вторичной конструкции, на рабочей модели проводится заключительный контроль взаимного расположения соединительной балки и зубного ряда будущей реставрации (рис. 17). На этом снимке отчетливо видно, что благодаря формированию оптимальной структуры балки нам удалось значительно улучшить исходную клиническую ситуацию. Серьезные проблемы наблюдаются только в области зуба 43. В то же время совершенно очевидно, что для их решения достаточно немного уменьшить толщину язычной стенки вторичной конструкции: до минимума сократить толщину золотого каркаса и сохранить небольшой «золотой островок» на язычной поверхности полимерного базиса протеза. Si-tec-каркасы На следующем этапе осуществляется выбор оптимальной позиции для фиксации металлических способных к литью каркасов дополнительных ретенционных Si-tec-эле-ментов (фирмы Wegold). Для этого чрезвычайно целесообразно использовать диагностическую модель реставрации, поскольку с ее помощью можно очень быстро обнаружить те участки, на которых между
|



Ретенционные перлы еще не нанесены. очень широкая кромка будущего золотого каркаса, наличие которой, с одной стороны, позволяет значительно повысить стабильность внешней конструкции (образование характерного Т-профиля), а с другой стороны сформировать идеальные условия для обеспечения высокого уровня гигиены тканей пародонта в области имплантации (в непосредственной близости от имплантатов слизистая оболочка полости рта контактирует только с отполированной до зеркального блеска базовой поверхностью золотого каркаса). Кроме того это значительно облегчает формирование гармоничного плавного перехода от поверхности золотого каркаса к поверхности полимерного базиса протеза. Само собой разумеется, что при использовании такой технологии форма внутренней поверхности внешней кромки каркаса должна с высокой точностью отражать все особенности строения десневой маски и прилегающих мягких тканей. Только что отлитый золотой каркас после удаления формовочной массы (пескоструйная обработка при пониженном давлении и кислотное травление) представлен на рисунке 19. На увеличенном снимке каркаса со стороны базовой поверхности (рис. 20) отчетливо видны прекрасно интегрированные каркасы дополнительных ретенционных Si-tec-элементов. Кроме того при анализе этого снимка особое внимание необходимо обратить на великолепное качество внутренней поверхности необработанного литого каркаса. Интеграция Si-tec-каркасов в структуру металлического каркаса вторичной конструкции является неотъемлемой составной частью моей философии изготовления съемных реставраций. При этом в подавляющем большинстве случаев установка этих каркасов осуществляется исключительно в профилактических целях: в качестве подготовки к возможной последующей фиксации TK-Snap-элементов. В нормальных условиях стабильность реставрации обеспечивается за счет образования прочного фрикционного контакта между фрезерованными поверхностями соединительной балки и золотого каркаса вторичной конструкции. Однако при изготовлении съемных реставраций обязательно необходимо учитывать тот факт, что в процессе их эксплуатации может произойти преждевременная утрата одного или нескольких опорных им-плантатов, что удаление части соединительной балки неизбежно приводит к значительному снижению площади фрикционного контакта, а следовательно, и стабильности внешней конструкции. В таких случаях установка одного или нескольких TK-Snap-элементов позволяет значительно повысить прочность фрикционного контакта, а следовательно, и стабильность съемной части протеза без какой-либо дополнительной коррекции его структуры. Финишная обработка После завершения предварительной примерки каркаса вторичной конструкции, а также проведения соответствующей коррекции его
структуры мы должны немного увеличить размеры углублений, предназначенных для фиксации основания шарика дополнительных ретен-ционных Si-tec-элементов, которые были препарированы на губной поверхности соединительной балки непосредственно перед формованием полимерной модели каркаса (рис. 21). Финишную механическую обработку каркаса вторичной конструкции необходимо проводить таким образом, что после ее завершения форма его базовой поверхности с высокой точностью отражала все особенности анатомического строения гребня альвеолярных отростков. В области имплантации ее структура должна обеспечивать возможность эффективной очистки поверхности реставрации с использованием обычных щеток для чистки межзубных промежутков (они должны легко вводиться и хорошо очищать поверхность без прикладывания чрезмерных усилий). Одновременно с этим мы должны таким образом скорректировать структуру базовой поверхности соединительной балки, чтобы форма ее вогнутых участков (если таковые имеются) в точности повторяла форму соответствующих выпуклых участков поверхности челюсти, что также значительно облегчает их ежедневную очистку от бактериального налета. После завершения этой операции можно приступать к окончательному полированию базовой поверхности каркаса и соединительной балки до зеркально-
|
 Рис. 18. Полимерная модель каркаса
вторичной конструкции с присоединенными литниковыми каналами. Si-tec-каркасы очень слабо просвечиваются сквозь слой материала Pattern Resin.
Рис. 18. Полимерная модель каркаса
вторичной конструкции с присоединенными литниковыми каналами. Si-tec-каркасы очень слабо просвечиваются сквозь слой материала Pattern Resin.




го блеска, которое, как и любую другую механическую обработку, следует проводить только после установки вспомогательных защитных приспособлений.
На следующем этапе осуществляется изготовление стальных ретенци-онных элементов и их соединение с золотым каркасом вторичной конструкции (пайка или лазерная сварка), а также заключительная примерка готового металлического каркаса съемной части реставрации на рабочей модели (рис. 22).
Изготовление
При изготовлении таких реставраций я обычно использую розовую светоотверждаемую опаковую массу, поскольку она позволяет очень быстро замаскировать цвет металлического каркаса достаточно тонким слоем материала. Основными достоинствами этого материала являются: очень хорошая адгезия к металлу, высокая прочность соединения с традиционными полимерными материалами для изготовления базисов протезов и естественный цвет, который полностью соответствует моим представлениям. Я обычно наношу два слоя опаковой массы: первый — очень тонкий и почти прозрачный и основной, который должен полностью закрыть всю поверхность каркаса (рис. 23). На снимке каркаса со стороны базовой поверхности наглядно продемонстрированы оптимальное расположение границы перехода от покрытых опаковой массой участков поверхности ретенционных элементов к, отполированной до зеркального блеска базовой поверхности золотого каркаса в области имплантации, а также структура кромки золотого каркаса в области перехода к внутренней поверхности будущего полимерного базиса. На снимке со стороны язычной поверхности (рис. 26) отчетливо виден небольшой «золотой остро-
вок», формирование которого позволяет до минимума сократить толщину внешней конструкции в наиболее критической области, то есть вблизи зуба 43. Внешний вид полностью готового металлического каркаса после нанесения опаковой массы наглядно продемонстрирован на рисунках 26 и 27. На этих снимках отчетливо видно, что в области имплантации форма внешней кромки золотого каркаса, как на язычной, так и на губной стороне челюсти чрезвычайно гармонично сочетается со структурой прилегающих мягких тканей. Непосредственно перед началом процесса окончательного изготовления вторичной конструкции эту область необходимо тщательно изолировать, для чего можно использовать один из двух способов: или снять внешнюю конструкцию с рабочей модели и, отступив примерно 1 мм от внешнего края первичной детали, очень осторожно, обязательно с помощью стереомик- Рис. 25. Та же ситуация: вид со стороны язычной поверхности.
роскопа, нанести тонкий равномерный слой вазелина на всю поверхность рабочей модели, или непосредственно на рабочей модели с помощью тонкого воскового скальпеля также очень осторожно нанести тонкий слой воска вдоль всего нижнего края золотого каркаса (в этом случае существует опасность, что часть воска попадет на внешнюю поверхность золотой кромки, что неизбежно приведет к образованию зазора между каркасом и полимерным базисом). На рисунке 28 изображен готовый гипсовый шаблон модели вторичной конструкции с двумя воронками, который используется для заливки полимерного материала, а также для отвода воздуха. Негативный оттиск модели вместе с искусственными зубами непосредственно после обработки водяным паром и обезжиривания представлен на рисунке 29. При изготовлении таких реставраций чрезвычайно целесообразно сформировать Рис. 28. Гипсовый шаблон модели вторичной конструкции.
|




|
дополнительные ретенционные элементы в каждом искусственном зубе, что позволяет значительно повысить прочность их соединения с полимерным базисом. Все остальные рабочие этапы — промывка и изоляция поверхности гипсового шаблона, смачивание поверхности искусственных зубов соответствующим мономером, а также очень длительная и симметричная заливка гипсового шаблона розовым полимерным материалом — осуществлялись в точном соответствии с традиционной и широко известной технологией. Благодаря тщательной подготовке, после окончательного отверждения пластмассы гипсовый шаблон очень легко отделяется от рабочей модели и внешней конструкции реставрации (рис. 30 и 31). Незначительные следы гипса, которые остаются на ее поверхности, в подавляющем большинстве случаев очень легко удаляются в ультразвуковой ванне. На снимке еще на необработанной внешней конструкции со стороны язычной поверхности (рис. 32) отчетливо видно, что остатки гипса очень легко, без шлифования, удаляются с поверхности полимерного материала. Качество базовой поверхности внешней конструкции (рис. 33) соответствует всем современным требованиям: в данном случае мы можем с полным основанием отказаться от проведения ее дополнительной механической обработки. Конечный результат Готовая полностью отполированная, реставрация на рабочей модели представлена на рисунке 34: небольшой «золотой островок» чрезвычайно гармонично сочетается со структурой язычной поверхности реставрации. Несмотря на все наши усилия, поверхность этого островка имеет отчетливую выпуклую форму. Однако по сравнению с размерами язычного валика старого протеза эта «выпуклость» практически незаметна, поэтому в ходе предварительной примерки наша пациентка не обратила не нее никакого внимания. Особенности итоговой клинической ситуации после установки обеих реставраций в артикулятор наглядно продемонстрированы на рисунках 35 и 36. В соответствии с пожеланиями пациентки положение и форма передних зубов полностью соответствует аналогичным параметрам старых протезов. На этих снимках совершенно незаметно, что в свя-
|






