Если в центре формы температура достигла 900° C, процесс предварительного нагрева со всеми физико-химическими превращениями можно считать оконченным. Теперь необходимо регулировать температурный режим для качественного выполнения литья. ВНИМАНИЕ! Избегайте следующих ошибок: Если собранную форму устанавливают на определенную ступень нагрева, то следующая форма ни при каких обстоятельствах не может быть установлена в эту же муфельную печь позже. Это понижает температуру в камере муфельной печи и оказывает негативное влияние на протекание физико-химических процессов, а также на достижение температуры предварительного нагрева в центре формы. Очевидное последствие - недостаточная точность при припасовке и плохое качество поверхностей. Только после того, как прогретые формы переносят в следующую печь, можно вносить в камеру печи новые холодные формы..
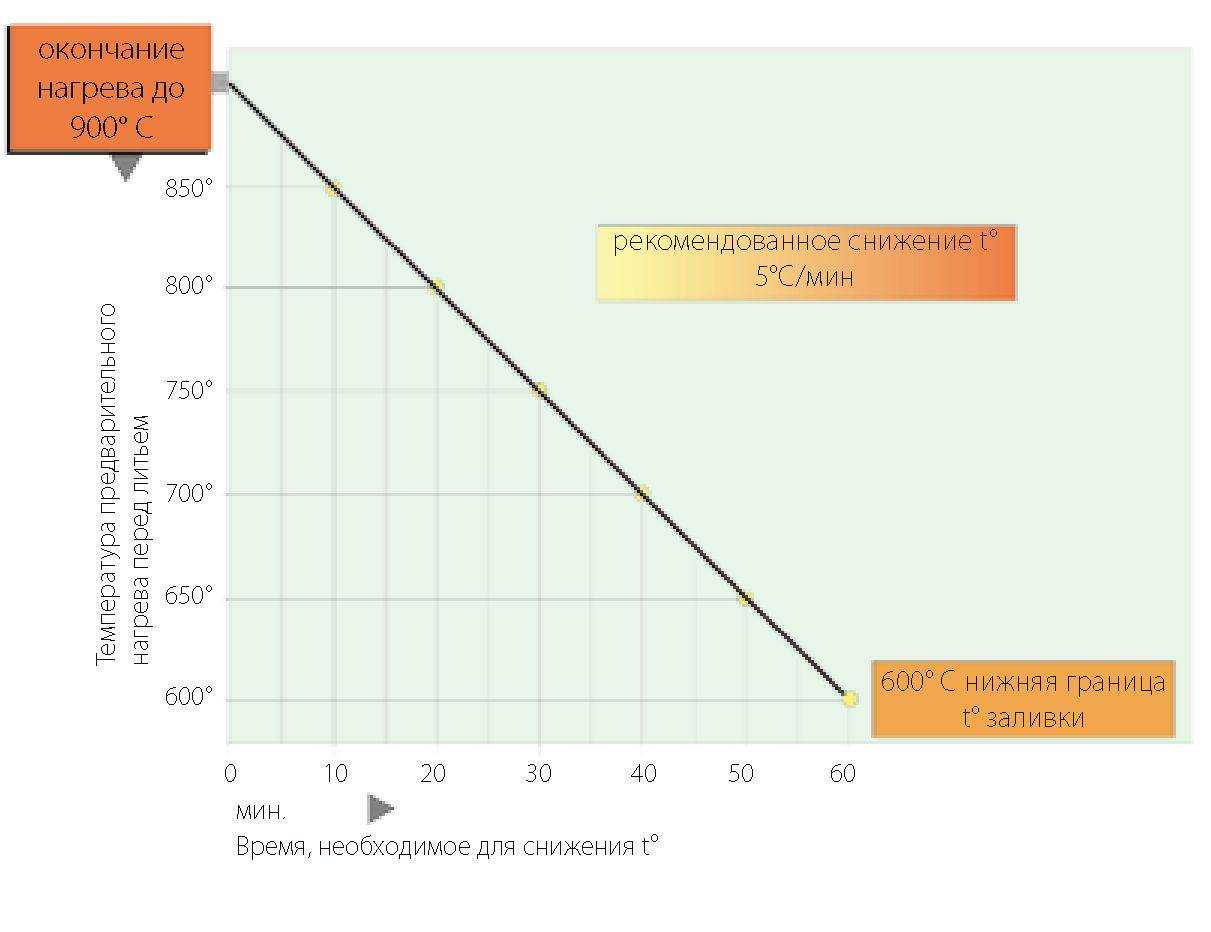
Температура литья выше или ниже 900° C Если производителем сплава рекомендована температура предварительного нагрева для литья выше 900° C, то формовочную массу на 3 ступени помещают в камеру с более высокой температурой и производят заливку по окончании выдержки при температуре 900° C, как указано в диаграмме. Если температура литья для формовочной смеси должна быть ниже 900° C, необходимо по прошествии выдержки при 900° C сократить время снижения температуры формы при снижении температуры камеры печи по приведенной рядом диаграмме. Затем можно заливать расплав.
|
Нагрев техникой пересадки
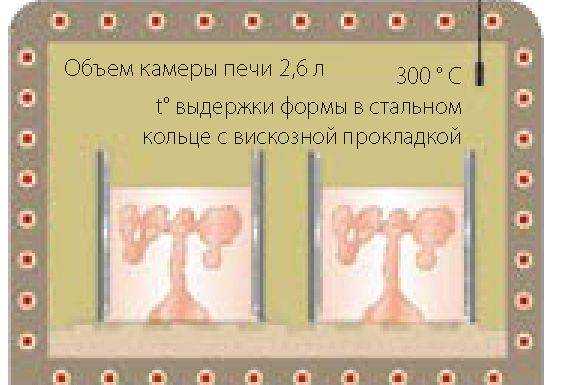
| Нагрев техникой пересадки Следующая возможность нагреть собранную форму до желаемой температуры для заливки - это техника пересадки (при этом без потери точности в припасовке по сравнению с линейным нагревом). Литейные формы ставят в камеру печи, нагретую до температуры ступени выдержки из линейного нагревательного процесса. Прежде всего необходимо установить точные температуры и время выдержки, чтобы получить действительно желаемый результат. При этом для каждого температурного уровня нужна отдельная печь. В технике пересадки камеры печи должны иметь объем не более 3 л. Обязательно требуется четырехсторонний нагрев для особо точной установки температуры. В этом случае формовочная масса прогревается идентично линейному предварительному нагреву. Процессы испарения (вода-пар) и окончательного высушивания ( удаление воды из кристаллов) при кристобалитовом превращении предотвращают слишком быстрый нагрев формы.
|