|
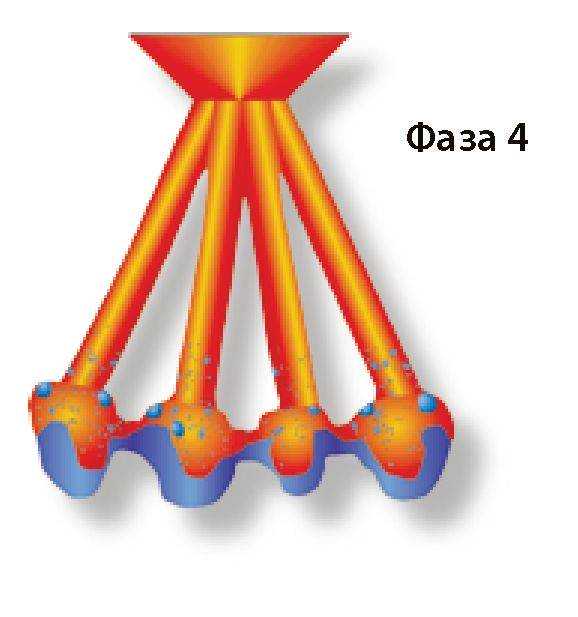
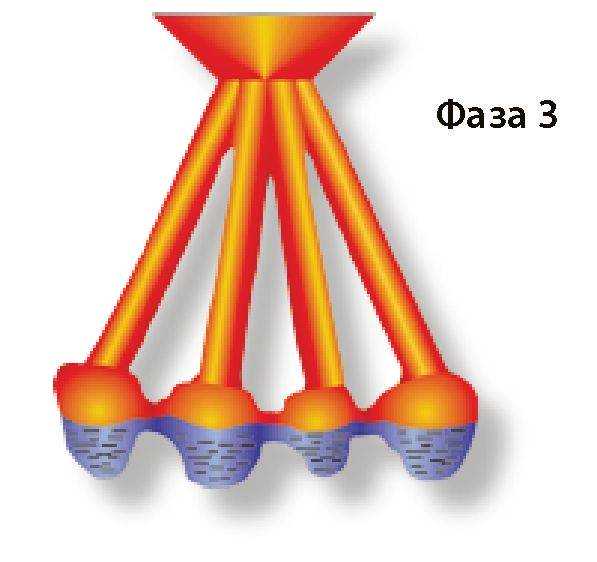
Фаза 3: Затекающий расплав закупоривает оставшийся воздух в литейной полости собранной формы в области отливаемого протеза до тех пор, пока давление воздуха не ослабевает и он проникает в виде пор в еще жидкий расплав. Фаза 4: В этой фазе сжатый воздух заменяется в литейной полости расплавом и расплав заполняет полость, в то время как остатки воздуха выводятся в систему литниковых каналов.
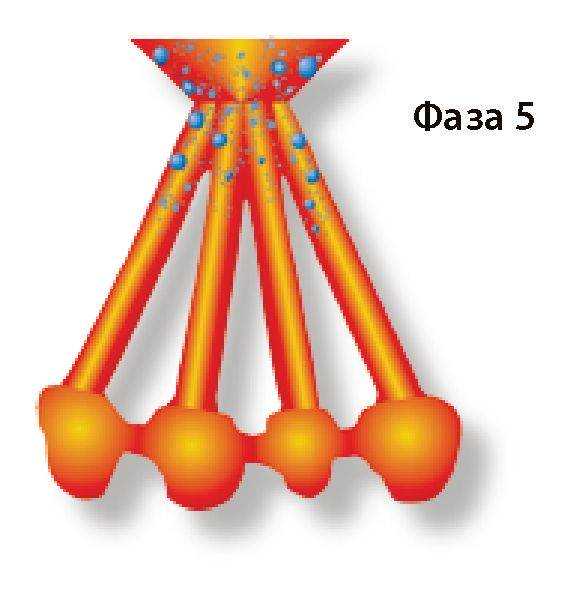
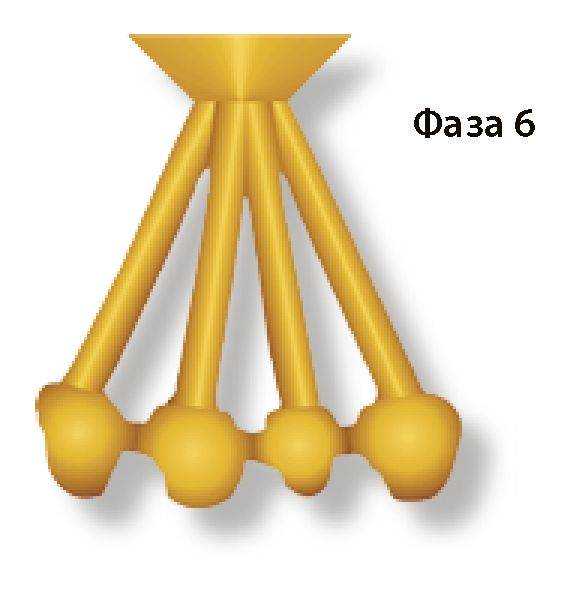
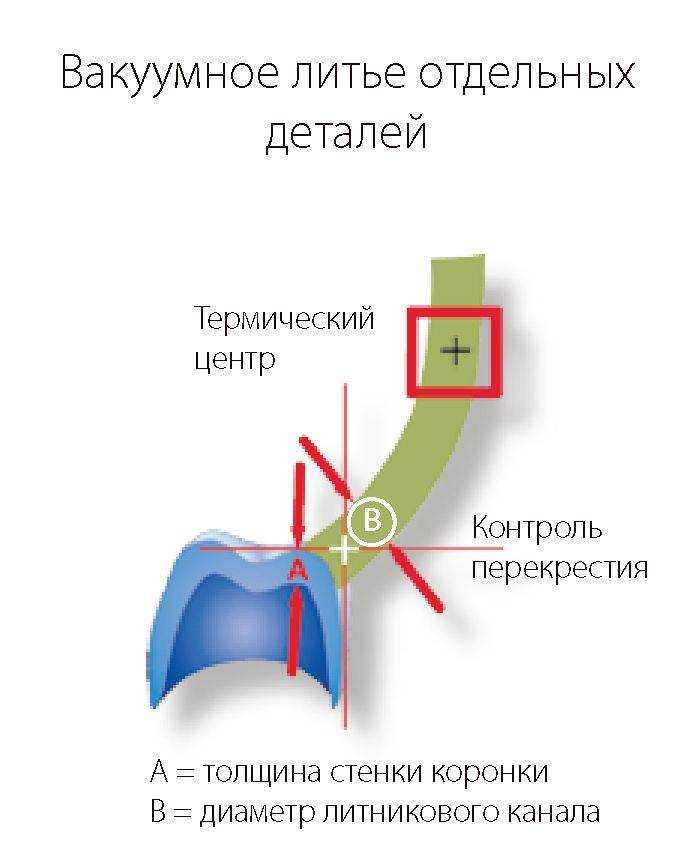
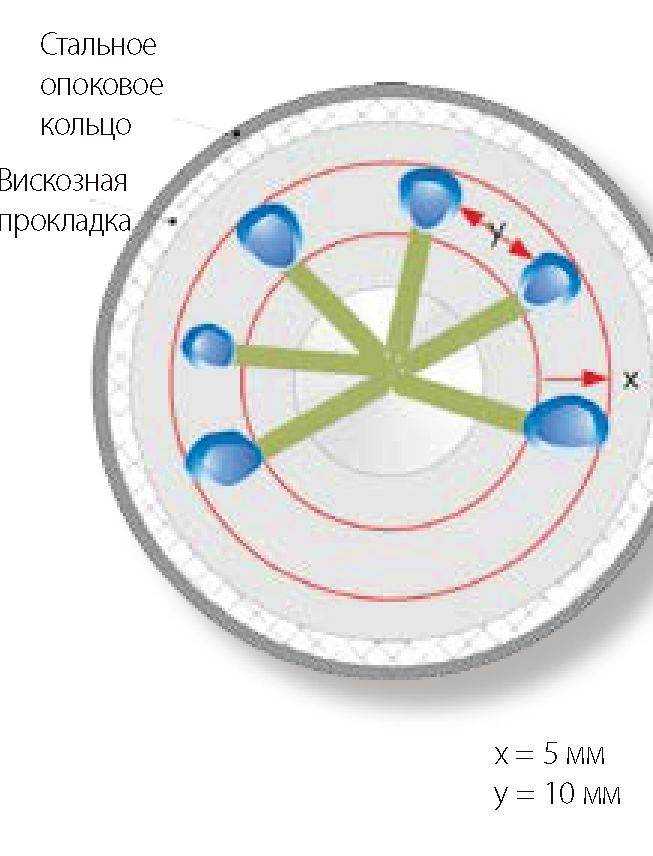
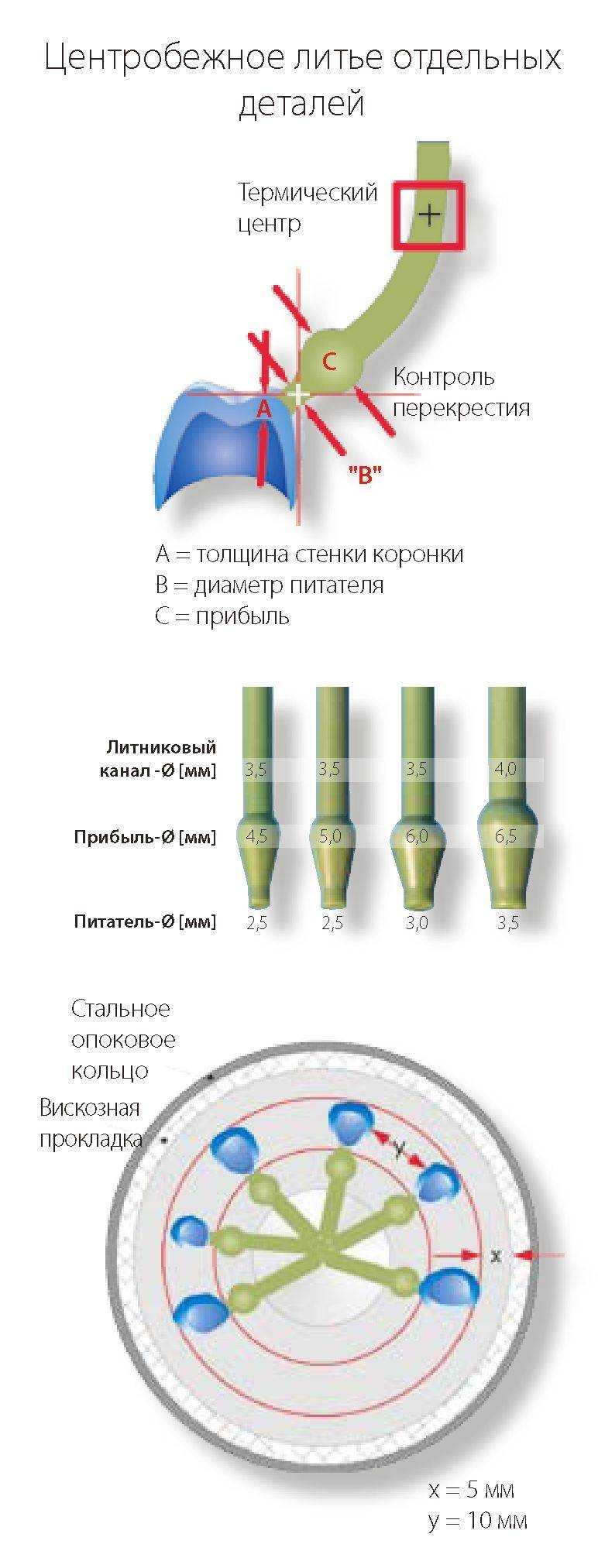
Фаза 5: Теперь воздух удаляется в литниковые каналы и заливочную воронку из литейной полости. Очень важно учитывать, что при вакуумном литье ни в коем случае не должно быть никакого переполнения заливочной воронки, чтобы воздух мог выйти прежде, чем давление металла этому воспрепятствовало бы. При центробежном литье должно быть соответственное наполнение заливочной воронки, чтобы достичь достаточного давления для уплотнения расплава при затвердевании под воздействием центробежной силы. Фаза 6: Качество заполнения похоже на коллекторное. Система литниковых каналов должна быть приспособлена для затвердевания расплава при непосредственной заливке объекта. „ Поведение сплава при охлаждении в литейной полости собранной формы ", см. главу 5 bredentтехника литья по Sabath. Непосредственное заполнение при литье отдельных объектов Размеры литниковых каналов для литья полных коронок, частичных коронок, накладок и вкладок должны отличаться по размерам при непосредственном заполнении в зависимости от применяемого способа литья (вакуумное или центробежное). Этот способ заливки лучше всего применим при литье отдельных объектов. Если непосредственная заливка выбирается при вакуумном литье, то литниковые каналы идут без изменения диаметра непосредственно к отливке. Исходная толщина отливаемой детали определяет диаметр литникового канала. При литье всех золотых, золотосодержащих сплавов и выгораемых лигатур с высоким содержанием золота, диаметр литникового канала (В) должен быть минимум в 1,5 раза больше толщины стенки коронки (A), желательно не менее 3 мм, чтобы не возникало проблем заполнения расплавом при вытеснении воздуха. При литье сплавов на основе палладия и цветных металлов, диаметр литникового канала должен не менее чем в 2 раза превышать толщину стенок коронки. Но и здесь необходимо помнить, что минимальный диаметр канала - 3,5 мм. Если в собранной форме размещается несколько объектов с отдельным питанием, то для достижения идентичного результата следует выдержать одинаковый тепловой режим для каждой отливаемой детали. Все объекты должны быть расположены на одинаковой высоте, находиться на расстоянии 5 мм от наружной стенки формы и 10 мм между собой. При вертикальной литниковой системе расстояние до опокового кольца или наружной поверхности формы составляет 5 мм для всех объектов. Литниковые каналы к отливке должны проходить через термический центр к литниковой воронке. Если все эти параметры выдержаны, результаты литья всех деталей идентичны.
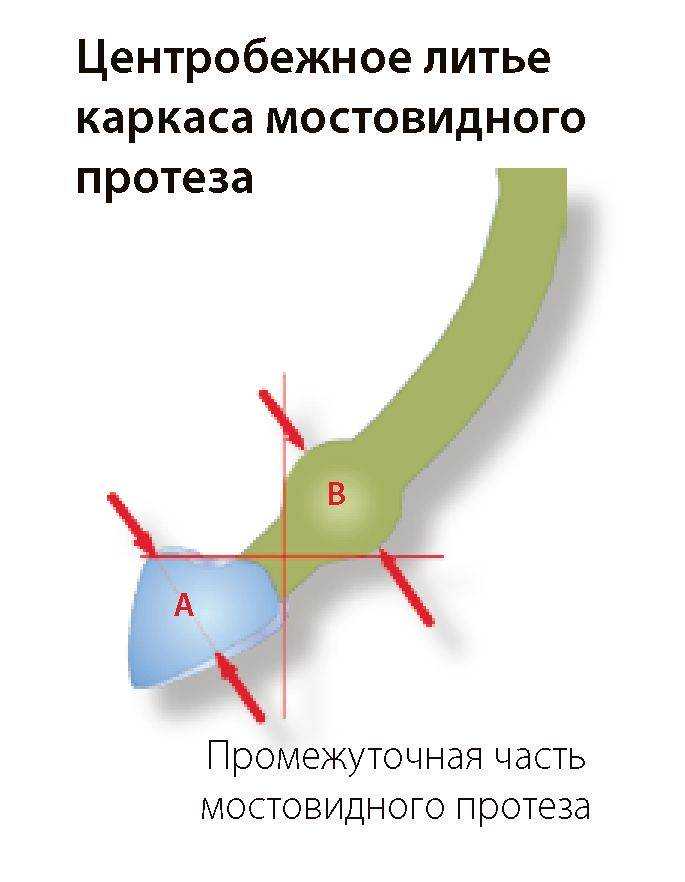
Если отдельные детали отливают центробежным способом при непосредственном питании, то для этого литниковые каналы изготавливают с прибылью. Из-за вращательного движения рычага центрифуги после заполнения расплавом возникает эффект вентиляции, который очень быстро охлаждает собранную форму снаружи по направлению к центру. По этой причине усадка расплава при охлаждении может привести к образованию дефекта отливки. Это приводит к нарушению структуры отливки в переходной области между зубным протезом и питателем. Диаметр питателя (В) уменьшается при вакуумном литье и должен достигать толщины стенки коронки (A) в месте контакта. Литниковый канал между прибылью (С) и заливочной воронкой имеет несколько больший диаметр, чем питатель между прибылью и коронкой (см. иллюстрацию). При центробежном литье с непосредственной заливкой можно разместить несколько отдельных отливаемых деталей в одной форме. При этом должны быть выполнены те же самые условия, как при вакуумном литье с допустимыми отклонениями, чтобы на литниковых каналах были использованы прибыли. При этом должны быть выполнены те же самые условия, как при вакуумном литье с допустимыми отклонениями, чтобы на литниковых каналах были использованы прибыли. Непосредственная заливка каркаса мостовидного протеза Вакуумное литье исключает возможность непосредственного заполнения каркаса мостовидного протеза. В этом случае литниковые каналы с прибылями в качестве резервуара расплава не могут быть использованы, так как вытесненный при затекании расплава воздух приведет к образованию воздушных пор.
Также при непосредственной заливке диаметр литникового канала определяет направленное затвердевание. Большое значение имеет также удельный вес: в зависимости от плотности сплава (напр., на основе палладия, серебряно-палладиевого или неблагородного), литниковые каналы от заливочной воронки к коллектору должны иметь минимальный диаметр 3,5 мм, а в месте прикрепления к коронке - не менее 3 мм. |
Непосредственное питание
| Непосредственное питание
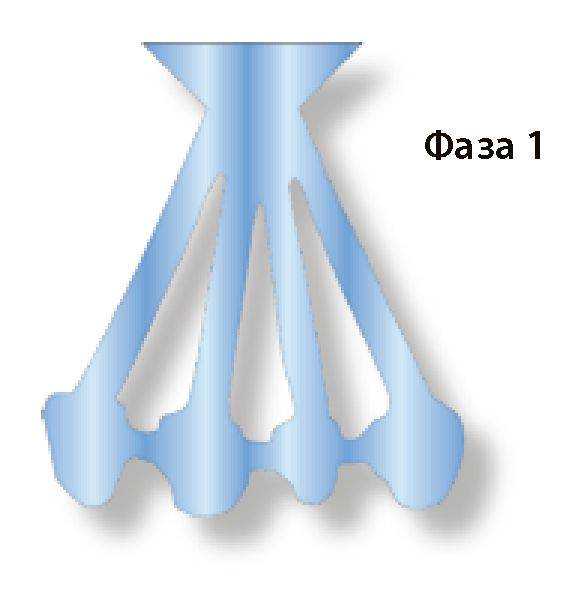
Непосредственным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь каркаса прикрепляется литниковым каналом непосредственно к заливочной воронке. Если речь идет только о тонких колпачках или промежуточных элементах, литниковый канал можно использовать без коллектора. Для демонстрации характера заполнения формы расплавом при этом способе литья на расположенной рядом иллюстрации представлена фаза 1: литейная полость собранной формы с непосредственными литниковыми каналами.
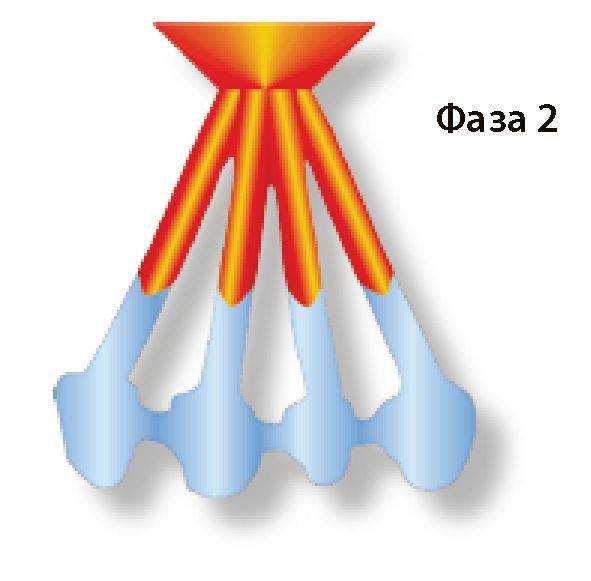
Фаза 2: Полость формы закрывается затекающим расплавом. Из-за этого сразу возникает непрерывно повышающееся противодействующее давление воздуха, так что расплав затекает компактно и направлено.
|