|
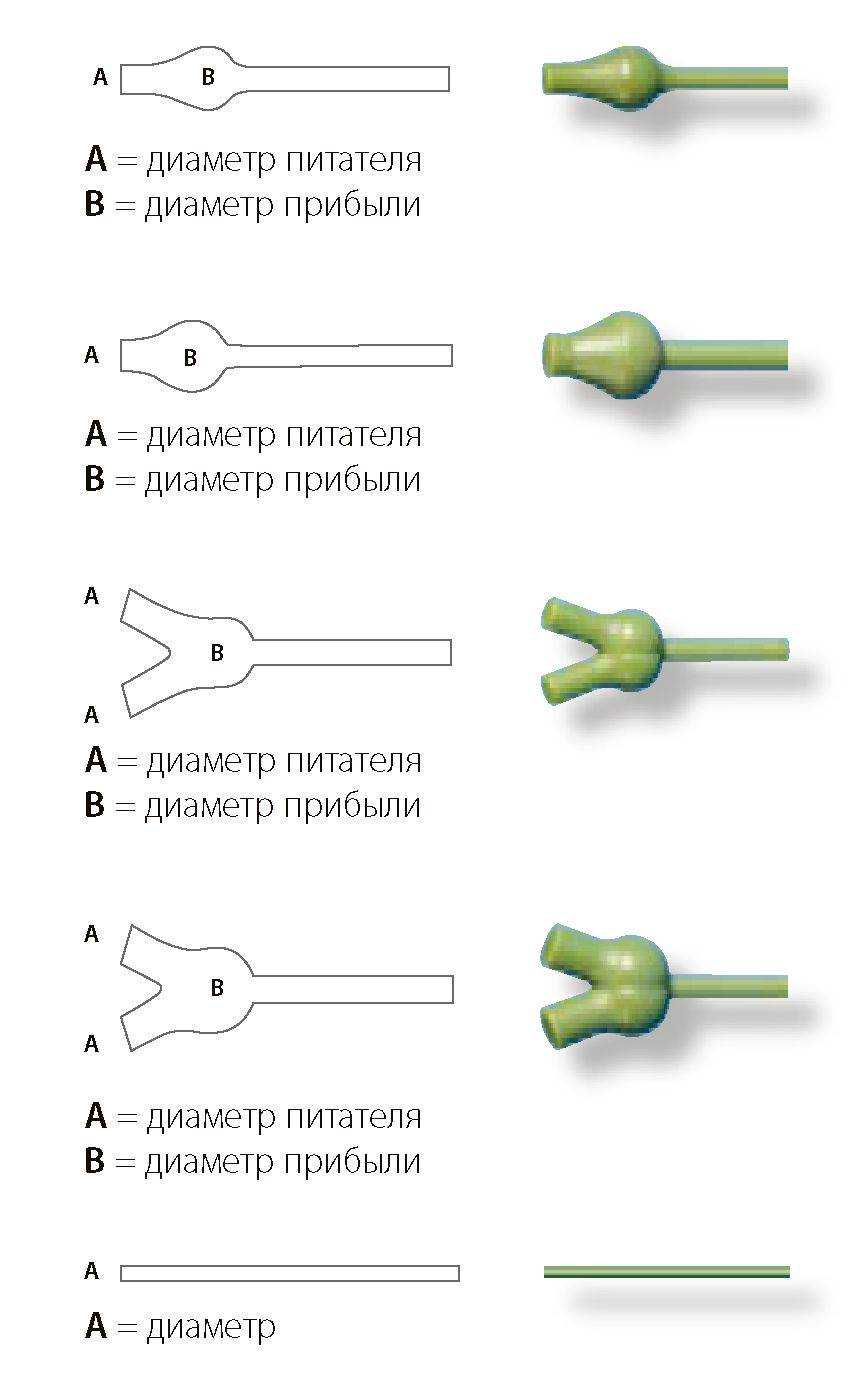
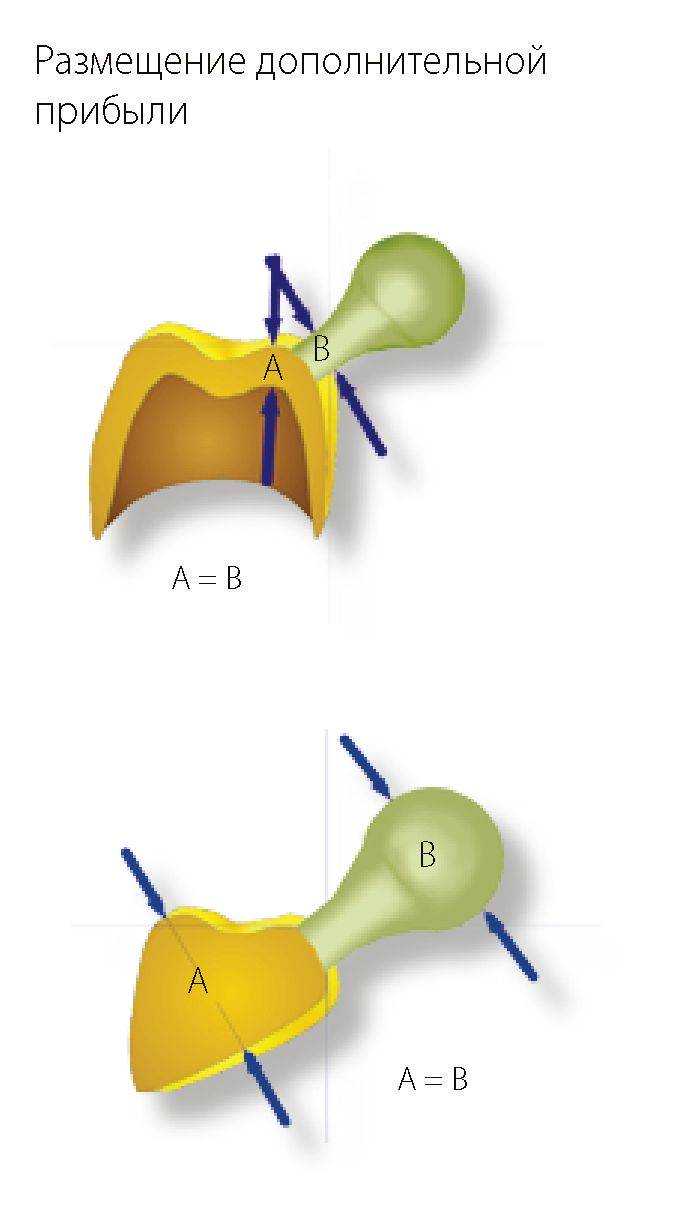
И канал, и прибыль направлены к центру литейной формы. При этом конусность в месте присоединения не должна быть изменена воском при фиксации. При размещении дополнительной прибыли на поверхности отливаемой коронки, диаметр шейки конуса B должен соответствовать толщине стенки коронки A. Нельзя использовать больший диаметр конуса, иначе будет нарушено давление остаточного воздуха. Это утверждение в равной степени верно для всех видов сплавов. При литье промежуточных элементов диаметр дополнительной прибыли B должен иметь диаметр, равный максимальному диаметру A отливаемой детали. Этот принцип также верен для всех видов сплавов. При установке дополнительной прибыли нужно обращать внимание на то, чтобы ее размер был не слишком большим. В то время, как в спорных случаях диаметр литникового канала лучше несколько увеличить, в отношении прибыли - наоборот: чтобы при росте давления воздух мог сжаться раньше, в сомнительном случае лучше определять несколько меньший размер. Эта возможность относительно свободного выбора размеров обусловлена тем, что расплав поступает в дополнительную прибыль уже холоднее, чем он был в каркасе протеза. При литье телескопических коронок (первичных, вторичных) и вкладок вакуумным или центробежным методом, дополнительная прибыль имеет минимальную величину 2,5 x 4,0 мм и устанавливается под углом в начале конусовидного питателя литникового канала, как показано на иллюстрации. Однако при центробежном литье используют литниковые каналы с прибылями, устанавливая при этом дополнительные прибыли на коллектор под таким же самым углом наклона. Восковые заготовки деталей для bredent-техники литья по Sabath имеются на складе в следующем ассортименте размеров.
|
|||||||||||||||||||||||||||||||||||||
Прибыль при bredent -технике литья по sabath
| Прибыль при bredent -технике литья по sabath
Как места прикрепления, так и размеры прибылей при вакуумном и центробежном литье идентичны. Прибыли служат в качестве места скопления воздуха и резервуара для расплава. Литниковый канал размещают на одном из небных бугорков коронки, а прибыль - на соседнем небном бугорке. |