|
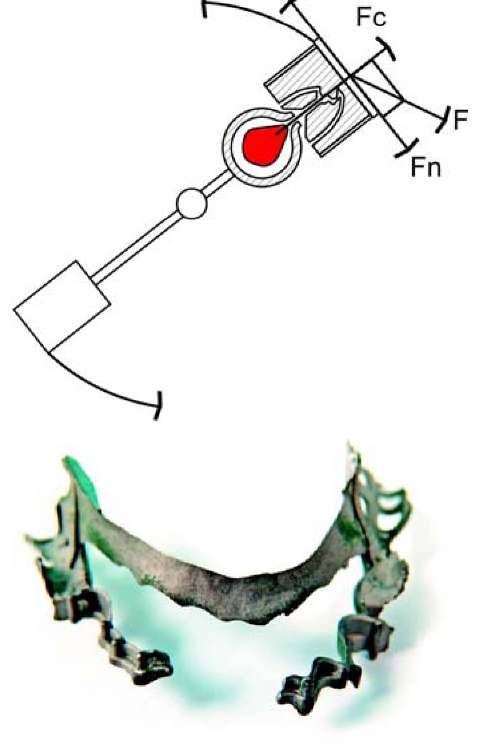
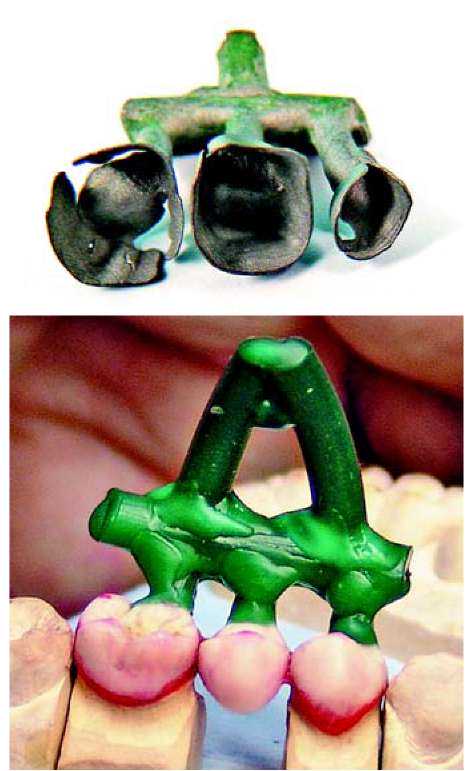
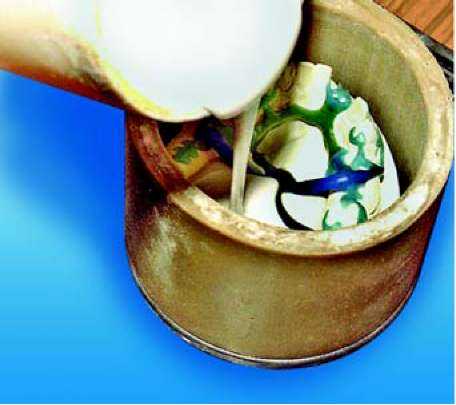
Моделирование коронки начинается с получения колпачка обмакиванием штампика в расплав погружного воска, поддерживаемого воскотопкой в консистенции, позволяющей получать требуемую толщину стенки колпачка. Толщина стенки восковой модели колпачка под облицовку металлокерамикой обычно — 0,3...0,4 мм, согласно инструкции на сплав, и её уменьшение чревато непроливом металла. Затем электрошпателем добавляются другие воска — пришеечный, моделировочный, фрезеровальный и др. Формируется литниковая система из восковой проволоки соответствующих диаметров. Количество и размер элементов литниковой системы выбирают так, чтобы обеспечить не только заполнение формы, но и компенсацию уменьшающегося объёма металла из-за усадочных процессов, иначе возможны поры и раковины в литье.
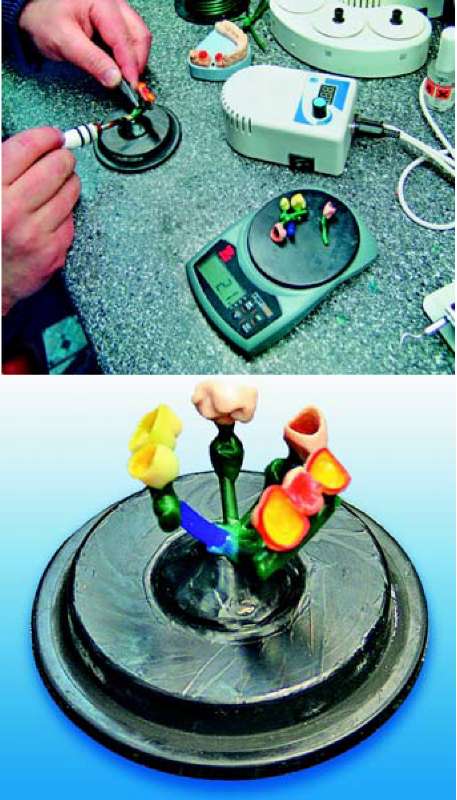
Для определения необходимого количества сплава для заливки восковые композиции взвешиваются, а затем приклеиваются на основание опоки. |


Из оборудования АВЕРОН на этом этапе используются воскотопки ВТ, электрошпатели ЭШ, а так же аппарат для индукционного нагрева обычного шпателя УНИ. Индукционное устройство нагрева УНИ мгновенно нагревает инструмент, максимальная температура 600°С, а также может использоваться для расплавления легкоплавких сплавов типа «меллот»: 1—2 таблетки плавятся за 1...2 минуты.
Температура нагрева электрошпателя ЭШ устанавливается по цифровому дисплею в диапазоне 40...220°С, нагреватель встроен максимально близко к рабочей части. В зависимости от выполняемой операции можно использовать 7 различных форм рабочей части моделировочного ножа. Температура воскотопок ВТ устанавливается по цифровому дисплею в диапазоне 40...110°С с шагом 1°С и поддерживается независимо от колебаний напряжения сети — выбранная консистенция воска стабильна в течении всего периода работы.
При одновременном использовании различных восков востребована комбинированная воскотопка ВТ 3.2: воска в 3 ванночках постоянно под рукой и в требуемой консистенции, электрошпатель нагрет, что минимизирует усадку, повышая точность и качество модели. Температура каждой ванночки и шпателя устанавливаются индивидуально. ЛИТЕЙНАЯ ФОРМА В основном применяется технология, при которой форма с помещенными внутри восковыми моделями отливаемых деталей заполняется огнеупорной массой. Могут использоваться как металлические опоковые кольца с компенсационными вкладками из специального материала, так и силиконовые, удаляемые после затвердевания паковочной массы. Восковые композиции перед их заливкой паковочной массой должны быть обработаны жидкостью для снятия поверхностного натяжения, улучшающей смачиваемость. Жидкость образует плёнку, благодаря которой краевой угол смачивания значительно уменьшается и формовочный материал заполняет мелкие полости. Без этого паковка затруднена и велика вероятность получить бракованное литьё. Для улучшения смачиваемости используется специальная жидкость — Vaxit или Picosilk. Излишки удаляются до полного высыхания. Дополнительный эффект: растворитель, составляющий основу смачивающего агента, активно испаряется, и понижение температуры, связанное с испарением, может повлиять на усадку воска. Восковые модели располагаются в опоке так, чтобы отливаемые детали находились в одной температурной зоне. От этого зависит ход кристаллизации сплава, её последовательность и продолжительность — факторы, определяющие формирование структуры сплава, его свойства и качество отливки. |







|
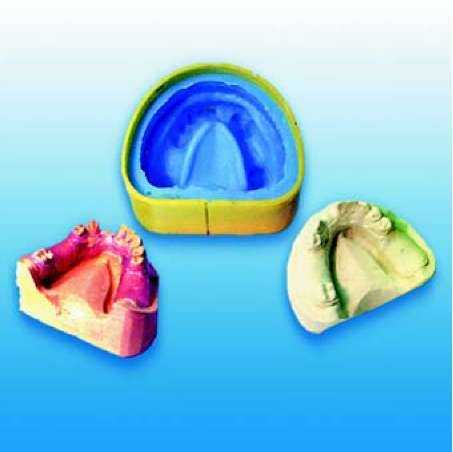
Получение дубликата гипсовой модели из огнеупорной паковочной массы, или дублирование, для отливки каркаса дугового протеза также следует отнести к этапу изготовления литейной формы. Подготовленная гипсовая модель в специальной кювете заливается дублирующей массой, или силиконовой, или гидроколлоидной (гелин). После стабилизации полученная дублировочная форма заполняется огнеупорной массой для модельного литья. На изготовленной огнеупорной модели формируется восковая композиция, которая пакуется по безопочному методу или с применением металлического кольца.
После извлечения из оснастки получается литейная форма. При дублировании гелином используется аппарат для подогрева дублирующей массы: АПДМ автоматически производит нагрев, расплавление, охлаждение массы до рабочей температуры и поддержание её в готовности сколь угодно долго.
Формовочные массы выпускают различные фирмы, среди которых наиболее известны «Degussa Dental», «Heraeus Kulzer», «N&V». Материалы делятся по назначению: — на основе гипса для литья сплавов с содержанием благородных металлов — золота, платины, палладия, серебра. Температура нагрева формы не более 750°С, суммарное расширение 1,6%. Особенность свойств этих масс — возможность легкой распаковки под проточной водой; — на основе фосфатных связующих с добавлением углерода (графита) для литья золотосодержащих сплавов. Массы с большей величиной расширения (2,1%), чем на основе гипса, и более прочные (10 Н/мм2), температура нагрева не ограничена. Наличие графита в составе облегчает очистку отливок; — на основе фосфатных связующих без добавления графита для литья благородных сплавов. Расширение — 2,4%, прочность 4 — 8 Н/мм2; — для модельного литья, фосфатное связующее. Расширение до 1,8%. Прочность 15 — 20 Н/мм2 обеспечивает гладкую поверхность литья;
— для литья коронок и мостов из неблагородных сплавов, на основе фосфатных связующих. Паковочные массы также различают по скорости нагрева форм в муфельной печи: — классического ступенчатого нагрева. Форма ставится в холодную печь и нагрев ведётся с определённой скоростью, с выдержкой по времени на участках температур 270°С и 580°С; — шоковые. Форма ставится в печь, разогретую до 700...900°С, но может прокаливаться и из холодного состояния, классически. С универсальной паковочной массой Deguvest Impuls используются две различные жидкости для замешивания и в зависимости от применяемой форма нагревается по шоковой или классичекской технологии. Работа с формовочными, или паковочными, согласно принятой терминологии, материалами на основе фосфатных связующих для литья кобальт- и никельхромовых сплавов, а так же паковочными массами для литья благородных сплавов, для получения стабильных качественных результатов при отливке деталей зубных протезов требует обязательного соблюдения рекомендаций инструкции по применению и хранению этих материалов, а так же некоторых правил и приёмов в работе. Недопустимо отмерять для смешивания компоненты паковочной массы приблизительно, «на глаз». Точность весов в 1 грамм для определения количества порошка достаточна, а мерная посуда для жидкости — это, возможно, пластиковый мерный стаканчик, прилагаемый к паковочному материалу, или приобретённый в магазине химических товаров мерный цилиндр на 1000Ц200 мл с ценой деления 1мл, а для воды — пипетка с ценой деления 0.1мл. Для получения контролируемого расширения необходимой величины при схватывании и затвердении смешивать порошок и специальную жидкость рекомендуется в следующем порядке: сначала в емкость для замешивания наливается жидкость, потом засыпается порошок. Перед этим емкость для замешивания можно смочить и вытереть салфеткой для сохранения соотношения «порошок/жидкость». И посуда, и шпатель должны быть чистыми, остатки других материалов могут повлиять как на свойства самой паковочной массы, так и вступить в химическую реакцию с заливаемым металлом. Например, содержащаяся в гипсе сера отрицательно влияет на физические свойства сплава. |



|
Далее — 5—10 с ручного смешивания, предварительное вакуумирование в миксере, смешивание, вакуумирование приблизительно 5 с. Работая со вакуумным смесителем ВС 1.2 М, предпочтительнее использовать программу смешивания после набора вакуума. Время работы с паковочным материалом, в течение которого он сохраняет текучесть, зависит от его температуры. Высокая — значительно сокращает рабочее время паковочной массы, что может быть причиной получения некачественной литейной формы. Температура хранения материалов для паковки: 18 — 20°С, для этой цели может служить термошкаф. Жидкость для замешивания, представляющую собой коллоидный раствор кремнезоли (SiO^HjO), нельзя охлаждать до отрицательных температур: после замерзания и оттаивания окись кремния выпадает в осадок и жидкость становится непригодной для использования. Порошок паковочной массы состоит из фосфата аммония и оксида магния в качестве связующих веществ, кварца и кристобалита — как наполнителей. А так же добавок, регулирующих текучесть, затвердение, прочность и окраску — оксид циркония, диоксид титана, оксид алюминия и другие компоненты.
Для достижения хорошего результата обязательно предварительное ручное смешивание в течение 5—10 с до полного смачивания. Паковочные массы различны по содержанию мелкодисперсных компонентов, и время замешивания в вакуумсмесителе, обычно рекомендуемое в инструкции, различно. Высокая мелкозернистость специально разработанных масс для шокового прогрева улучшает текучесть при паковке и обеспечивает гладкую поверхность литейной формы, но, в отличие от обычных, очень прочных по своей рецептуре паковочных масс, способствует некоторому снижению прочности формовочного материала. Следует упомянуть о паковочных материалах для литья сплавов на основе золота. Связующий компонент таких масс — гипс, разлагается при нагреве свыше 740°С. Общее расширение таких масс составляет максимум 1,5%, что достаточно для золотосодержащих сплавов. Вакуумный смеситель применяют и для замешивания гипса — модель получается с гладкой, без пор, поверхностью. А при дублировании силиконом вакуумсмеситель существенно сокращает время смешивания, обеспечивая тщательное перемешивание компонентов и получение однородной массы. Недостаточный уровень вакуума или слишком короткое время замешивания могут стать причиной «перлов» на поверхности отливки. Остаточное давление в емкости до 0.2 бар при работе миксера — одно из условий получения паковочной массы без воздушных включений. Имеет значение для успешной работы и скорость набора вакуума; нужно следить за состоянием резиновых уплотнительных колец, не допускать их загрязнения. При остаточном давлении 0.3 бар неполно удаляются мелкие пузырьки воздуха, а при дальнейшем уменьшении разрежения поверхность отливки из-за количества шариков не может удовлетворять требованиям по качеству. Иногда причиной чрезмерного наличия «перлов» на поверхности отливки может быть слишком густая паковочная масса. В таком случае можно несколько, на 2 — 5 мл, увеличить количество жидкости. Наибольшие удобства в работе предоставляет полностью автоматический вакуумсмеситель ВС 1.2М класса ПРЕМИУМ. Имея опцию предварительного замешивания, ВС 1.2М также выполняет 4 программы: смешивание пос-
ле набора вакуума, смешивание одновременно с набором вакуума и эти же две вариации, но с включением реверса. Длительность смешивания, скорость вращения миксера и периодичность реверса устанавливается пользователем согласно требованиям техпроцесса. Информация о параметрах и ходе самого процесса выводится на двухстрочный ЖКдисплей. Параллельно выпускаются модели смесителей ВС 3.1 и ВС 4.0 класса ЭКОНОМ. В отличие от ВС 1.2М, на этих смесителях вакуумирование, миксер и реверс включаются вручную. ВС 4.0 внешне выглядит практически так же, как и ВС 3.1. Отличие заключается в способе создания вакуума. ВС 4.0 не требует вакуумнасоса и подключается к стационарной пневмосети или компрессору — разрежение создается за счет потока сжатого воздуха в эжекторе за очень короткий промежуток времени, 3... 4 с. Вакуумсмесители комплектуются емкостью 0.25 л. Дополнительно можно дозаказать емкость 0.5 л. Для операций, не требующих высококачественного перемешивания, АВЕРОН выпускает два варианта ручных вакуум-миксеров РМ 1.0 и РМ 1.1 емкостью 0,25 л и 0,5 л соответственно. |



Вакуумсмесители могут комплектоваться двумя моделями вакуумнасосов: ВН 2.4 и ВН 3.0. ВН 3.0 разработан специально для вакуумсмесителя, имеет меньшую производительность, которой вполне достаточно для работы и, соответственно, гораздо меньшую цену. Для заливки паковочных масс и гипсов АВЕРОН предлагает вибростолы ВБ 1.0 и ВБ 1.1, которые имеют два режима вибрации с частотой 3000 и 6000 колебаний в минуту. На ВБ 1.1 также предусмотрена плавная регулировка амплитуды вибрации и установлена вибрационная дуга для удобства заливки зубного ряда в слепочной ложке. ПРОГРЕВ ЛИТЕЙНОЙ ФОРМЫ Согласно технологии, следующий необходимый элемент оборудования литейной — муфельная печь ЭМП. Нагрев опок осуществляется автоматически по программам с устанавливаемой скоростью 1...10°С/мин до 1050°С. При ступенчатом нагреве программа может содержать до 9 участков типа НАГРЕВ, ВЫДЕРЖКА, ОХЛАЖДЕНИЕ, следующих в задаваемом порядке, длительности участков выдержки могут устанавливаться до 17 часов. ЭМП хранит 12 таких программ нагрева. На дисплее ЭМП отображается вся необходимая информация — этап программы, температура, времена от начала и до конца участка и программы. В ЭМП 12.Х размещается 6 опок Х6 или 3 типоразмера Х9. Предусмотрены возможности установки таймера включения программ в любое время при работе «через ночь» или через несколько дней, а также немедленный старт двух, наиболее часто используемых, программ. Важный фактор, требующий учета для точного литья — расширение. Этот процесс для каждой паковочной массы протекает по-разному. Он зависит не только от вида и концентрации жидкости для замешивания, но и от состава наполнителей, пропорции связующих веществ и наполнителей. Общее расширение обуславливается ходом химических реакций при затвердевании (схватывании) и структурными изменениями при нагреве опок. Для прочности и огнеупорности литейной формы необходима относительно крупная фракция наполнителя. Для получения гладкой поверхности добавляется кварцевый порошок с размером частиц около 5 мкм. Он заполняет пространство между крупными зернами. Разные размеры частиц и точно подобранная пропорция влияют на общее расширение паковочной массы. Уже на этапе отверждения паковочная масса увеличивается в объёме, образуется новое соединение. Растущие кристаллы и застывший кремнезём влияют на расширение. Процесс термического расширения проходит в несколько этапов. При нагреве камеры до 230°С наблюдается незначительное расширение вследствие химической реакции между компонентами паковочной массы. При этом выделяется связанная кристаллическая вода, которая испаряется вместе со свободной водой — температура опоки остаётся около 100°С до конца испарения. Из графика экспериментальных данных, полученных на муфельной печи ЭМП 12.Х, видно, что процесс удаления воды продолжается около 50 минут.
Следующее чёткое расширение происходит при температуре между 230°С и 270°С, обусловленное преобразованием кристаллической решетки кристобалита. В этом критическом интервале температур слишком быстрый нагрев вызывает большое механическое напряжение в материале, что приводит к образованию трещин в опоках. Изменение объема вследствие преобразования кристобалита в этом температурном интервале также сопровождается выделением остатков влаги. Из графика можно определить продолжительность этапа нагрева и выдержки при 270°С — около 2-х часов. При наличии сушильной печи опоки выдерживаются в ней при этой температуре 1 час, а затем 1 час — в муфельной печи с последующим продолжением нагрева — такой подход оптимизирует загрузку и использование ресурса оборудования. Процесс расширения продолжается до преобразования кристаллической решетки кварца при температуре 573°С — после этого термическое расширение, в основном, завершено. Между 573°С и 590°С можно сделать выдержку при температуре 580°С, однако, для процесса расширения преобразование кварца не является столь критическим, как преобразование кристобалита, поэтому эта дополнительная стадия необязательна, если необходимость в ней не указана в инструкции на материал. |





|
Шоковые массы являются хорошей альтернативой классическим с точки зрения экономии времени, поскольку значительно сокращают процесс предварительного нагрева литейной формы. У этих паковочных масс, по сравнению с обычными, расширение в процессе затвердения больше, чем термическое. Благодаря этому давление, дополнительно возникающее при предварительном нагреве за счет термического расширения и выделения водяного пара и аммиака, не повышается. Если при прогреве обычных масс необходимы стадии выдержки, чтобы снизить давление, создающееся при термическом расширении кварца и кристобалита (выдержка также способствует медленному удалению влаги), то для шоковых масс температура в муфельной печи при установке опок намного выше, чем температура кристобалитового или кварцевого скачка наполнителей. Для предварительной выплавки воска, сушки огнеупорных моделей используют сушильную печь ЭПС с нагревом до 300°С, программа которой предусматривает установку температуры и скорости нагрева, времени выдержки.
Использование сушильной печи служит эффективным дополнением к технологическому процессу, сокращению времени на прокаливание формы в муфельной печи и увеличению срока службы ЭМП, получению более качественных литейных форм. ЛИТЬЕ Последующий этап литья так же следует рассмотреть на возможные ошибки, ведущие к браку. Одна из них — перегрев металла, и одно из следствий этого перегрева — шероховатая поверхность отливки в результате разрушения паковочной массы от воздействия перегретого металла, и проникновения этого металла в поры стенок формы. При неправильном расположении отливаемой детали относительно направления вращения центрифуги могут не проливаться элементы тонких протяженных конструкций, например каркасов дуговых протезов. Поскольку стоматологические литейные установки крайне редко оснащены приборами для контроля температуры расплава, момент заливки определяется «на глаз» и, если металл недогрет, возможны недоливы. Результат будет аналогичным, если между окончанием плавки и началом заливки слишком большой промежуток времени и металл успевает остыть. Существует специфический дефект литья, характерный для некоторых моделей центробежных литейных установок. Он возникает в результате слишком резкого пуска центрифуги и гидравлического удара, а так же неодинакового времени схватывания металла в различных по толщине частях отливки. Дефект имеет вид кольцевой трещины с ровными совпадающими краями. От многих подобных дефектов страхует литейщика работа на индукционной полупроводниковой литейной установке УЛП с версии 2.2 и выше. Контроль и возможность управления мощностью генератора в ходе плавки, наличие системы оповещения о полном расплавлении металла с последующими секундными звуковыми метками позволяют литейщику правильно определить момент перехода к розливу металла. Электропривод опускания индуктора с последующим автозапуском центрифуги позволяют начать розлив не более, чем через 0.5 с от момента прекращения работы генератора. Управление пуском и скоростью вращения центрифуги позволяют выбрать оптимальный режим заливки расплава в литейную форму.
Примечание. Все дефектные работы изготовлены в литейной лаборатории АВЕРОН специально для иллюстрирования данной статьи. |