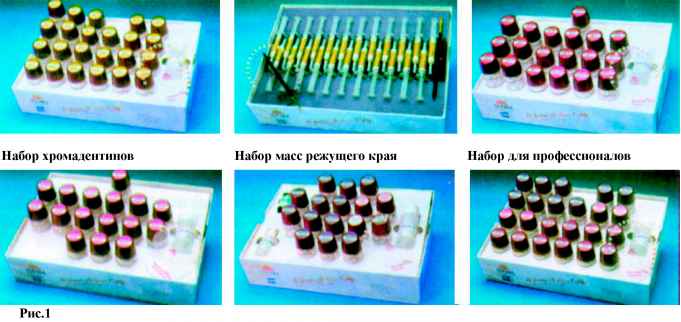
 Рассмотрим материал подробнее. Для удобства потребителя масса комплектуется из 5 наборов: набор опаке-ров, набор дентинов, набор хромоден-тинов, набор масс режущего края и набор для профессионалов (рис.1). Зубные техники получили возможность приобретения по выбору порошкообразных или пастообразных опакеров. Оба вида опакеров обладают живой Набор дентинов
Рассмотрим материал подробнее. Для удобства потребителя масса комплектуется из 5 наборов: набор опаке-ров, набор дентинов, набор хромоден-тинов, набор масс режущего края и набор для профессионалов (рис.1). Зубные техники получили возможность приобретения по выбору порошкообразных или пастообразных опакеров. Оба вида опакеров обладают живой Набор дентинов|
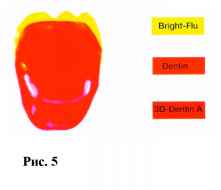
Набор CHROMA DENTIN может быть обычно использован для повышения индивидуальной насыщенности цвета работы, а также для увеличения цветности в области шейки зуба. Хро-модентин может использоваться как в чистом виде, так и в смеси с обычным дентином для покрытия экстремально тонких областей. При индивидуальном подборе цвета при использовании масс CCS (CRE-ATIV COLOR SYSTEM) возможна лишь статичная передача цвета, разработка специальных опаловых и флюо-рисцирующих материалов дала возможность дополнить воспроизведение цвета такими динамическими компонентами, как опалесценция и флюо-рисценция, которые идентично натуральному зубу воспроизводят игру света посредством его преломления, фильтрации, поглощения и отражения. Набор для профессионалов имеет в своей комплектации два вида опаловых масс режущего края OSI-OSIV и OS 10-OS50. Фирма «DUCERA» рекомендует использовать опаловые массы по следующей схеме: OS1-b1 OSII-A1;A2 OSIII - A3;A3,5;B2;B3;B4;C2;C3;D3;D4 OSIV-A4;C1;C4;D2 Опаловые массы режущего края: OS10;OS15:OS50;OS10G и OS10B соответствуют аналогичным низкотемпературным массам LFC. Их наслоение можно проводить по стандартной схеме, изображенной на рис. 3 и 4.
Кроме ранее описанных масс в набор для профессионалов входят модификаторы CREATIV COLOR SYSTEM. Цвета модификаторы комплектуются со следующими стандартными цветами: FLAMINGO: A1;A2 BAMBUS: A1;B1;B2 IVORY: для всех цветов, увеличивает светлость CREME: A2;A3;B3;B4;D2;D4 SOLARIS: ВЗ;В4 PEACH : АЗ;АЗ,5 MANGO: В4 CARAMEL: A3,5;A4;B4;D3 PEARL: A3;A3,5;C2;D2 SAFARI: C1;C2;C3;C4;D4 Рабочие качества были таким образом оптимизированы, что более точное соответствие гранулометрии позволило достигнуть высокой стабильности керамики при моделировании, чем одновременно достигается более высокая экономичность в повседневной работе независимо от выбора жидкости для замеши-вания массы. Оптимизация программы обжига также дает возможность дополнительно сократить время обработки массы. Массы DUCERAM PLUS ярко окрашены органическими составляющими, что дает возможность быстрого и наглядного контрастного нанесения слоев. Таким образом DUCERAM PLUS - это высокотемпературный керамический материал, заложивший, благодаря примененным новейшим технологиям, новое направление зуботех-нических материалов и стоящий далеко впереди по своим рабочим качествам. |
 белой флюорисценцией и благодаря более насыщенному цвету опаковых масс конечный результат работы не зависит от толщины слоя облицовки. В набор дентинов входят материалы под маркировкой 3D, являющимися аналогами пришеечных масс «DUCERAM» (рис.2).
белой флюорисценцией и благодаря более насыщенному цвету опаковых масс конечный результат работы не зависит от толщины слоя облицовки. В набор дентинов входят материалы под маркировкой 3D, являющимися аналогами пришеечных масс «DUCERAM» (рис.2).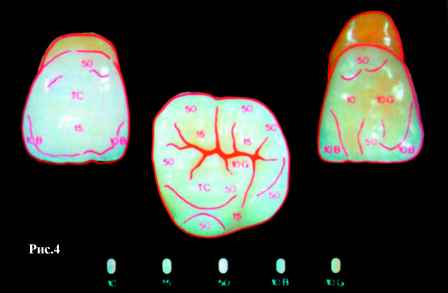 НИК
НИК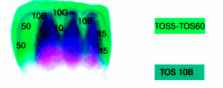
 На этом можно закончить рассмотрение специфических материалов этой керамики.
На этом можно закончить рассмотрение специфических материалов этой керамики.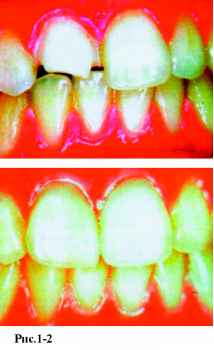



Программа обжига огнеупорного штампика ведется в следующем режиме: просушка при 575°С в течение 5 минут, скорость подъема температуры 55°С в минуту, конечная температура 1100°С, обжиг ведется без вакуума и конечная выдержка в течение 5 минут. Если количество штампиков больше пяти штук, то время выдержки при 1100°С увеличивается до 7 минут. После обжига штампик выглядит белоснежным. Затем граница препарации обводится огнеупорным маркером, входящим в набор «Ducera-Lay» (puc.10). После этого наносится тонким равномерным слоем, заходя за границы препарации, паста коннектор синего цвета. Обжиг проводится по следующей программе: температура просушки 620°С в течение 3 минут, скорость подъема 55°С в минуту, конечная температура 970°С, выдержка в течение 1 минуты, процесс обжига ведется в вакууме. После обжига штампик выглядит глазурованным в месте нанесения коннектор пасты (puc.11). Эта паста служит как мостик для соединения огнеупорного материала штампика и керамики, что впоследствии является гарантией точного отображения препарированной поверхности. Для продления срока службы коннектор пасты рекомендуется ее хранить в холодильнике. Следующий этап - изготовление основы винира из стандартной массы «Duceram». Смесь для первого обжига дентина должна соответствовать поставленной задаче: если культя окрашена, то получается ребристое смещение между успешным покрытием темных участков относительно непрозрачными массами (система CCS: ivory - слоновая кость + интенсивно белый) и сохранением прозрачности зуба. При толщине слоя 0,5 мм это трудно. На укороченных или отломившихся режущих краях опакерными массами заменяется только отсутствующий участок, чтобы имитировать натуральный дентин зуба. Это очень важный процесс, чтобы позднее, в зацементированном состоянии избежать светооптической линии разрыва. Самые красивые и лучшие результаты достигаются с помощью целенаправленного наслоения и формообразования базиса винира. Он должен иметь толщину 0,3 мм. Для достижения естественного эффекта воспроизводятся все значимые в отношении цвета особенности естественного зуба - структура мамелонов, возможные светлые зоны или интенсивные по цвету. В виду малой толщины винира может наблюдаться просвечивание зубной культи. Кроме случаев с окрашенной культей, это является желательным эффектом. Поэтому очень важно определить не только цвет для винира, но и цвет культи зуба.
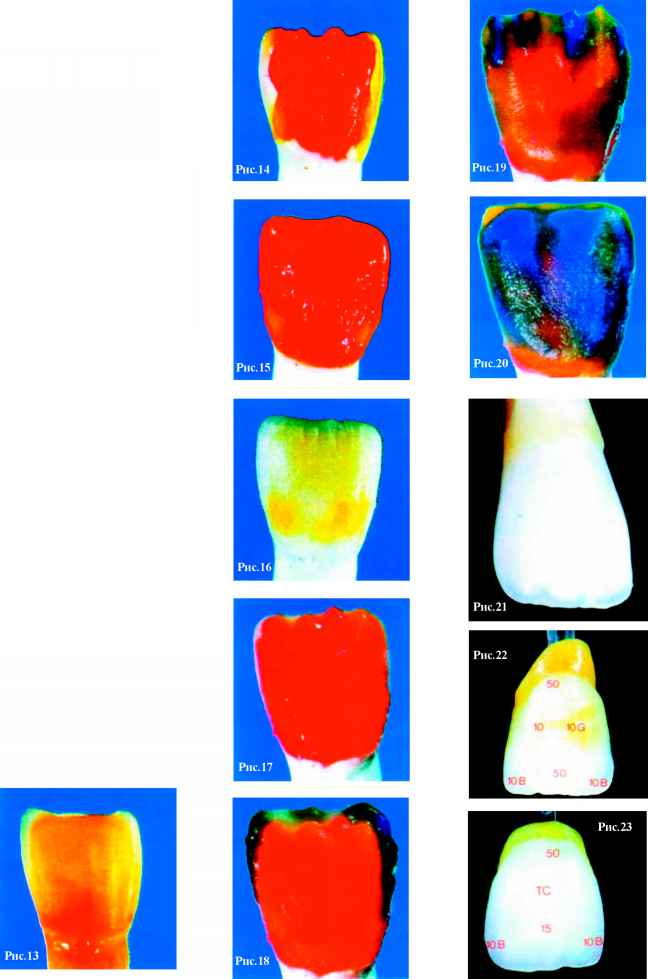
Режим обжига для металлокерамики «Duceram» на огнеупорном материале Superfit должен быть на 30°С выше стандартной программы обжига дентина. Важно, что рекомендованная скорость подъема температуры 130°С в минуту и быстрое охлаждение при всех обжигах «Duceram» на огнеупорном материале. Все рекомендации относительно обжигов зависят от типа печи и ее настройки. После двух обжигов нужно удостовериться, хорошо ли закрыта граница препарации. Если все в порядке, то относительно стабильную базовую фасетку освобождают от огнеупорного материала при помощи пескоструйного аппарата стеклянными перлами в 50 микрон и давлении в 1 бар (рис. 12). После этого базисная фасетка припасовывается на гипсовый штампик, проверяются окклюзионные движения в артику-ляторе и по необходимости проводится корректировка. Одновременно нужно проверить толщину фасетки (0,3 мм) и, по необходимости, ее отшлифовать до нужной толщины. На этом заканчивается первый подготовительный этап работы по получению основы винира из высокотемпературной керамики. Далее мы рассморим завершающий этап работы с низкотемпературной керамикой LFC. Нанесение слоев эмали из LFC на основу винира из керамики «Duceram» Как уже указывалось выше, находящаяся в нашем распоряжении LFC - гидротермальная керамика - характеризуется прекрасными физическими и эстетическими качествами. Температура ее обжига -660°С, разница с обжигом базисной фасетки составляет 260°С. Тем самым обеспечивается стабильность размеров нижнего керамического основания из «Duceram», на которое наносятся слои LFC. Поэтому снимаются все те проблемы, которые пришлось бы преодолевать технику при перенесении огнеупорного штампика на контрольную модель, благодаря использованию |




|
масс LFC. Базисная фасетка просто переносится на контрольную модель. Для фиксации фасетки на гипсовом штампике во время последующих этапов нанесения слоев подходит специальный клей (адгезив для штампиков фирмы «Ducera»), сгорающий без остатков при температуре обжига 660°С. Зарубежные результаты наблюдений последних лет за протезами из LFC показали, что экстремально однородная и плотная керамика особенно хороша в гинги-вальной области, обеспечивая великолепные клинические результаты. Другое преимущество - абразия гидротермальной керамики очень близка к абразии естественной зубной эмали (профессор Б. Ланг, Мичиганский университет, США). Особенно стоит упомянуть самовосстановление гидротермальной керамики путем образования слоя гидроксила кремния Si-OH на ее поверхности. Благодаря слою гидроксила кремния на длительное время исключаются и закрываются микродефекты керамики. При применении эмалевых и опаловых масс LFC свет без препятствий проходит сквозь низкотемпературные массы. Благодаря разнородной структуре с находящейся внизу тугоплавкой керамикой свет рассеивается затем во все стороны. Из-за такого рассеивания получается отличный естественный вид реставрации, как у натурального зуба. Применяя опалесцирующие массы для эмали этот эффект можно усилить еще больше. На основание винира наносятся эмалевые массы LFC, располагающиеся вертикально друг с другом по режущему краю. В данном случае надо следовать естественному образцу: синевато-опаловые в режуще-аппроксимальной области, опа-лесцирующие цвета янтаря - в центре зуба (особенно красиво для режущих краев зубов пожилых пациентов), светлые зоны - с помощью опала № 50. В качестве несущей массы можно использовать и прозрачную массу ТС, подкрасив ее соответствующими эффектными массами. Важно, что данная техника нанесения слоев дает естественный вид. Опаловые массы LFC отличаются тем, что не утрачивают своего опалового эффекта и при многих обжигах. Важно! Скорость подъема температуры 55°С/мин. ни при каком обжиге LFC не должна превышаться. Как правило, одним - максимум двумя обжигами вся работа по формированию и цвету заканчивается. Но и здесь также действует правило: «упражнение делает мастера». С помощью целенаправленного структурирования поверхности и возникающих с помощью этого отражений света можно еще более приблизиться к естественности. Режим глянцевого обжига: 650°С/90 сек. без вакуума. Разумеется, полировку поверхности можно проводить вручную. Тонкозернистые резинки, фетровые кружки в сочетании с алмазной пастой очень хорошо подходят для этой цели. Рассмотрим конкретный пример изменения цвета зуба с помощью винира. Имеется темноокрашенный зуб цвета А4, препарированный под винир (рис.13). Используя описанную выше технологию, изменим цвет на В2. На фотографиях керамическая масса прокрашена органическими красителями для большей наглядности. Основа винира делается из белого опа-кизированного дентина, состоящего на 50% В2 и 50% В1 плюс 20% состава CCS, изготовленного из CCS N 19 цвета слоновой кости (Ivory) и N 20 цвета банана (Banana) (рис.14). Аппроксимальные и инцизиальные свободные пространства домоделируются белым опакизированным материалом для режущего края (рис.15). Обожженная тонкая белая базисная оболочка. В центральной выпуклой области внесены опакизи-рованные цветовые частицы (рис.16). Композицией массы LFC из дентина В1, смешанной с 20% Bambus и 10% ТО, покрывают всю поверхность (рис.17). Аппроксимально наслаивается режущая масса (маркированная зеленым цветом) и инцизиально сменяющаяся прозрачной массой (маркированная белым цветом) и снова переходящая аппроксимально в режущую массу (рис.18). Все дентиновое тело покрывается смесью из 50% S57 и 50% ТС (зеленая маркировка). По режущему краю накладываются, сменяя друг друга, ТС (синяя маркировка) и ТО (желтая маркировка) (рис.19). Окончательная форма зуба моделируется посредством прозрачной массы ТС или N 10 опаловой (рис.20). Окончательно изготовленный винир толщиной 0,6 мм полностью скрывает очень темный цвет зуба, не исключая при этом естественную игру цвета и прозрачности (рис.21). В заключении предлагаются две схемы стандартного нанесения опаловых масс LFC на центральные зубы (рис.22 и 23). |