Выгибание деталей каркаса из заготовок производят вручную с помощью специальных бюгельных щипцов для изгибания дуг, можно применять круглогубцы и крампонные щипцы. При выгибании деталей все время необходимо контролировать кривизну изгиба на гипсовой модели. Чтобы предупредить стирание гипсовых зубов на модели при подгонке кламмеров и дуг из заготовок или проволоки, нужно отливать не гипсовую, а комбинированную модель. Комбинированная модель состоит из гипсового основания, а зубы и альвеолярные отростки отлиты из легкоплавкого металла.
Для получения комбинированной модели снимают рабочий оттиск
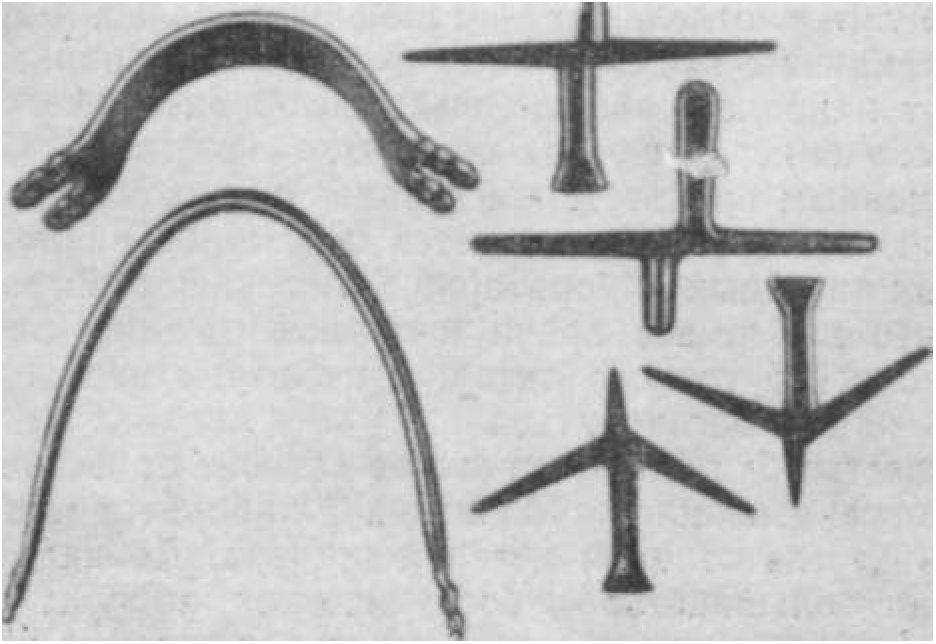
Рис. 32. Стандартные металлические заготовки для бюгельных каркасов.
(гипсом или «Сиэластом») с челюсти стандартной ложкой соответствующего размера.
Оттиск из «Сиэласта» не дает усадки и выдерживает, не деформируясь, температуру до 200°. Эти свойства позволяют применять его для получения комбинированной модели. В этих же целях можно применять гипс. Гипсовый оттиск перед заливкой жидкого металла дол-! жен быть сухим, чтобы не брызгал расплавленный металл. Металла плавят столько, чтобы он мог покрыть отпечатки зубов и часть альвеолярных отростков. Для лучшего соединения металла с гипсовым основанием модели в жидкий металл вставляют куски проволоки, изогнутые в виде петель и крючков. Когда металл остынет, остальную часть оттиска отливают из обычного гипса, предварительно смазав свободные края оттиска вазелиновым маслом, или замачивают оттйскТ
воде.
На комбинированной модели легче выгибать кламмеры, ответвления и дугу. Чтобы последняя не прилегала к слизистой оболочке, надо в области расположения дуги приклеить два слЬя липкого! пластыря. На альвеолярных отростках прокладку приклеивают! в три слоя, чтобы было место для пластмассового базиса.
После того как все кламмеры и дуги выгнуты, их укладывают на соответствующие им места, склеивают между собой липким воском, осторожно снимают всю конструкцию с модели, затем загипсо вывают и спаивают. Спаянный и обработанный каркас проверяют н модели, а затем в полости рта больного. Дальнейшие этапы изготов ления бюгельного протеза одинаковы для всех бюгельных каркасо.
Недостатком такого способа изготовления бюгельных протезо является то, что качество их ниже, чем должно быть. Кламмеры н точно прилегают к поверхности зуба, места спаев подвергаются эле тролизу, что приводит к их поломке. Нельзя изготовить сложны конструкции протезов.
В настоящее время бюгельные протезы таким спос бом изготавливают редко. В основном еще применяю точное литье отдельных деталей или целых каркасо путем снятия с модели. В некоторых поликлиниках прЦ меняют наиболее совершенный способ литья бюгельны каркасов на керамических моделях.
Основным препятствием к более широкому распрост ранению этого метода является отсутствие в некоторы городах литейных лабораторий. Учитывая то обстоятель! ство, что еще не все врачи и зубные техники знакомы с технологией точного литья, мы считаем необходимым
кратко на нем остановиться.
Качество бюгельных протезов зависит от наличия хорошо организованной зуболитейной лаборатории и высокого качества отливки деталей протеза. До настоящего времени большинство зуботехнических лабораторий не имеют аппаратуры для точного литья, а серийно изготовляемые высокочастотные печи могут быть рентабельными только в общих ортопедических отделениях.
Вместе с тем, в большинстве случаев имеющиеся зуболитейные лаборатории оборудованы случайными приспособлениями кустарного производства, а сами литейщики не имеют специальной подготовки.
До сих пор не налажен серийный выпуск оборудования для зуболитейной лаборатории.
Широкое внедрение бюгельного протезирования, а также бесспаечного и цельнолитого мостовидного возможно только после внедрения в практику зуботехнических лабораторий точного литья.