При установке литников нельзя забывать об усадочных раковинах и газовой пористости.-В связи с тем, что кристаллизация металла происходит с периферии отливаемой детали, что приводит к уменьшению объема остывающего металла. Для гомогенной отливки необходимо, чтобы процесс кристаллизации металла происходил при поступлении дополнительного количества расплавленного металла для заполнения образующихся пустот. Если этого не будет, то в середине детали, как правило, образуются так называемые усадочные раковины, ослабляющие прочность конструкции. Для предотвращения их образования на литнике вблизи детали устанавливают «прибыль» в форме воскового шарика, который должен быть в 3—4 раза больше объема отливки.
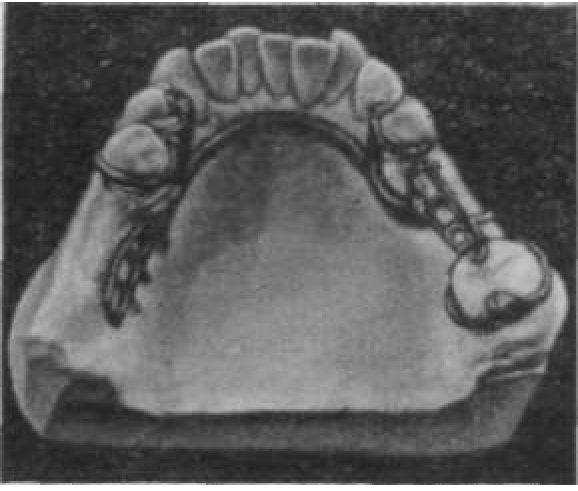
Рис. 52. Отмоделированный из воска каркас бюгельного протеза на огнеупорной модели.
В тех случаях, когда литник короткий — 2—4 мм или широкий, прибыль можно не устанавливать. В этих случаях роль прибыли выполняет литниковая чаша или сам литник.
Размер и форма литниковой системы зависит от способа плавки и заливки металла. Так, если плавка металла осуществляется в литниковой чаше, то диаметр литника не должен превышать 1,5 мм, если литники будут толще, то первая порция расплавленного металла затечет в каналы и закупорит их. Если металл плавится в тигле и при этом применяется центробежная заливка, то литники должны быть толстыми (в 3—4 раза толще заготовки бюгельного каркаса). В этом случае литник играет роль питателя-прибыли.
Литниковая система может быть выполнена в виде литникового «креста», крыльчатки или одного канала. Литниковую систему в виде «креста» применяют при отливке через огнеупорную модель сложных каркасов и съемных шин. В этих случаях литники делают плоскими толщиной 0,5—0,6 мм и шириной 1—1,6 мм. Вырезают их из пластинки зуботехнического воска. Одним концом восковые ленты приклеивают к каркасу в области перехода дуги в сетку, а другим — к краю отверстия в модели. Средние литники приклеивают к середине дуги и к многозвеньевому кламмеру (рис. 53 а). Расплавленный металл заливают в форму 3—4 широкими потоками и заполняют ее.
Литниковая система в виде крыльчатки (Osborn, 1950) образуется путем приклеивания круглых восковых литников к основному стержню, образованному путем заполнения воском отверстия в модели. Восковые литники.
диаметром 3—4 мм имеют дугообразное направление (рис. 53 б), это нужно для того, чтобы расплавленный металл на своем пути не изменял резко направление потока. Количество литников зависит от конструкции каркаса: если применяют шарнирное соединение сетки с опорно-удерживающим кламмером, то к каждой детали устанавливают литник (3—5 штук). Готовая литниковая система имеет вид крыльчатки турбины.
Одноканальную литниковую систему применяют при центробежной или вакуумной заливке. В последнее время чаще применяют один толстый литник (4—6 мм в диаметре). Его устанавливают по направлению вращения модели при ее заливке. Литник суживается у детали и расширяется в области литниковой чаши (рис. 53 в), необходимости в прибыли нет.
Если каркас сложной конфигурации или отливается металлический базис, то для улучшения качества отливки (выхода газов) необходимо создать в литниковой системе так называемый выпор. Он представляет собой восковой стержень диаметром 1—1,5 мм приклеенной одним концом на противоположной литнику стороне каркаса, а вторым — к верхнему

Рис. 53. Варианты литниковой.
системы: а — крестовидная; б — крыльчатая; в — одноканальная.
краю литниковой чаши (см. рис. 53 в). Все литники вклеивают так, чтобы после отливки их можно было легко отрезать от каркаса, не повредив его.
После установки литниковой системы приступают к формовке литейного кольца (опоки), в которой будет происходить отливка каркаса.