|
Сегодня большинство бюгельных протезов изготавливается на огнеупорных моделях, а если применяется пайка, то она лазерная или водородная, где нагрев каркаса протеза происходит очень локально, исключая таким образом изменение свойств сплава, и используется в основном для закрепления фиксирующих элементов. Для изготовления протезов со снятием с модели, как правило это односторонние протезы малой протяженности, применяется специальная моделировочная пластмасса, исключающая деформацию конструкции во время работы. Нам хотелось бы поделиться своим опытом работы по изготовлению бюгельных протезов. На наш взгляд проблемы с бюгельными протезами начинаются с получения оттиска. Всем известно, что оттиск для этого вида протезов должен быть очень высокого качества, так как необходимо четкое отображение не только зубов и протезного ложа, но и переходных складок, уздечек и тяжей. Для решений этих задач нами используются индивидуальные ложки и коррегирующий слой силиконовых масс. Индивидуальная ложка делается по диагностической модели, полученной традиционным способом. Перед изготовлением необходимо изолировать воском на модели протезное ложе будущего протеза, что позволяет избежать давления на него индивидуальной ложкой. Кроме того, зубы, как правило, не параллельны между собой, и имеется большое количество ретенционных пунктов, мешающих снять ложку без повреждения модели. Поэтому индивидуальную ложку изготавливаем из светополимеризующихся материалов, толщиной до 1,5 мм, для того, чтобы ее можно было легко распилить и снять фрагментами. Необходимо так же помнить о необходимости проведения функциональных проб по Гербсту, которые помогают правильно определить границу протеза и объем базисной части. Полученный таким образом оттиск является достаточно точным для изготовления бюгельного протеза. Дальше начинаются проблемы у зубного техника. Среди них, на наш взгляд, основными являются следующие: 1. Неправильно подобран гипс. Он может быть гладким, твердым, но при этом хрупким, что недопустимо т.к. приводит к утрате точности особо мелких деталей. Мы пользуемся гипсом 4-го класса твердости Thixo-Rock производства фирмы «Bredent» (прим. редакции: информация об этом гипсе будет размещена в следующем номере «ЗТ»). 2. Не корректное планирование бюгельного протеза. Здесь проявляются знания техника и врача и их способность творчески мыслить. Неправильно спланированный протез может доставить много хлопот и всем участника процесса производства, и пациенту. Дальнейшие сложности при изготовлении связаны с некорректным подбором материалов и дополнительных приспособлений, нарушениями и погрешностями на лабораторных этапах. Прежде всего, хотим обратить ваше внимание на то, что технологические свойства всех материалов должны быть взаимообусловлены. Так, например, для получения гладкой отливки каркаса, что облегчает его обработку и припасовку, необходима мелкодисперсная паковочная масса. Однако, как правило, такие массы бывают очень хрупкими, что сильно затрудняет извлечение огнеупорной модели из силикона. В тоже время, эластичный силикон не всегда обладает достаточной текучестью, или требует дополнительного оборудования для его замешивания. Кроме того, на этапе изготовления огнеупорной модели можно допустить ряд ошибок. Как мы уже отмечали выше, необходимо правильно подобрать силикон и паковочную массу. Кювета для дублирования должна исключать отрыв и деформацию силиконовой формы. Так как силикон эластичная субстанция, то малейшая деформация у стенки кюветы вызывает напряжение материала, что приводит к соответствующим изменениям огнеупорной модели, незаметное для глаза. Следовательно, кар-
кас протеза будет неточным. В связи с этим необходимо особое внимание уделять выбору кювет для дублирования силиконом. Оно должна хорошо удерживать силиконовую форму, предотвращая её деформацию, желательно прозрачной, для облегчения контроля заливки и фиксации формы, и по возможности изменяться по объему, что позволит подбирать оптимальный расход материала. Прежде всего, хотелось сказать несколько слов о системе для дублирования силиконом Neo-Star фирмы «Dentaurum». В конструкции предусмотрены цоколи для изготовления гипсовых и огнеупорных моделей. Таким образом, мы получаем одинаковые основания, что очень важно при работе в артикуля-торе. Кроме того, кювета позволяет значительно экономить силикон, так как она изменяется по высоте. Хорошие ретенцинонные свойства обеспечивают оптимальную фиксацию формы. За счет того, что в силиконе находится только протезное ложе с небольшим участком цоколя, огнеупорные модели извлекаются из кюветы очень легко, что в свою очередь снижает риск деформации силиконовой формы. Важно отметить, что отломы фрагментов огнеупорной модели очень часто происходят из-за недостаточной эластичности силикона, глубокого погружения модели в силикон, рыхлости паковочной массы. Силикон фирмы «Dentaurum» имеет ряд положительных свойств: он легко смешивается, без применения дополнительного оборудования, обладает хорошей текучестью. Во время полимеризации нет необходимости ставить кювету под давление. Плотность и эластичность этого материала создают оптимальные условия для изготовления огнеупорных моделей. Он четко передает все мельчайшие подробности модели. Это очень важно при работе с замковыми креплениями, где часто встречаются сложные элементы. Однако, повышенного внимания требует контрольный осмотр формы пред заливанием паковочной массы. Следуя закону Мерфи: «Если какая-то неприятность может случиться, то она обязательно случится в самый ответственный момент», необходимо тщательно осмотреть самые критические места, какими являются интерлоки, замки, места расположения кламмеров и накладок. Именно здесь могут быть поры. С этой точки зрения силикон фирмы «Dentaurum» несколько затрудняет работу. Дело в том, что цвет материала очень бледный и мелкие поры могут сливаться с общим фоном. Рассуждая о свойствах поковочных масс, каждый техник выдвинет свои требования. На наш взгляд, огнеупорные массы должны обладать следующими свойствами: 1. Прочность. Это свойство должно отвечать противоположным требованиям: с одной стороны, в процессе изготовления модели и при моделировании каркаса, масса не должна крошиться, с другой стороны при распаковке каркаса, огнеупор должен достаточно легко сниматься, чтобы не деформировать каркас протеза. |


|
2. Текучесть. Это важный параметр так как встречаются очень сложные конструкции протезов имеющие множество мелких деталей. 3. Способность паковочной массы компенсировать усадку литья. От этого параметра будет зависеть время и качество припасовки каркаса бюгель-ного протеза. 4. Дисперсность материала. В этом вопросе некоторые могут с нами не согласиться, так как все равно приходится обрабатывать каркас фрезами. На наш взгляд, обрабатывать легче гладкую поверхность, и кроме того при правильном моделировании каркаса, части не требующие припасовки, ( вестибулярные и оральные поверхности кламмеров, седла и т.д.), могут подвергаться минимальной обработки, что значительно экономит время. Кроме того, не для кого не секрет, что механически обработанный каркас, значительно легче не обработанного. В своей работе мы применяем паковочную массу «Rema dynamio>. Она является мелкодисперсной массой, допускающей быструю технику литья, то есть опоку можно погружать в муфельную печь при температуре 700 °С. Традиционно, фирма «Dentaurum» продумала оптимальную концентрацию жидкости, которая поставляется вместе с паковочной массой. Это удобно, так как нет необходимости в пересчете процентного содержания воды при работе с простыми бюгельны-ми протезами с клам-мерной фиксацией. Для протезов с замковой фиксацией, в зависимости от количества фрезерованных элементов мы используем 80 — 90% концентрацию. Однако не следует забывать, о том, что данные рекомендации рассчитаны на работу с металлами этой фирмы. Позвольте дать несколько практических рекомендаций. Перед началом замешивания поковочной массы обязательно вымойте и тщательно высушите чашку вакуумного смесителя. Паковочные массы не терпят посторонних включений, а оставшаяся на стенках чаши вода может изменить концентрацию жидкости. Опыт показывает, что на стенках может находится 3 — 4 мл воды, что составляет в среднем от 3 до 12% общего объема жидкости. Ввиду того, что паковочная масса не однородна, старайтесь как можно меньше работать на вибростолике. Так как во время вибрации более тяжелые элементы осаживаются в низ и происходит не заметное расслаивание массы. Как правило, на вибростолике достаточно залить зубной ряд. Остальная форма заполняется без особых проблем. Не забывайте перед началом заливки смочить силиконовую форму специальной безспиртовой жидкостью, снимающей поверхностное напряжение и облегчающей затекание массы без пор.
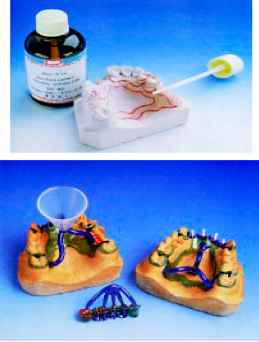
После изъятия модели из силикона, ее необходимо высушить. Не следует забывать, о том, что влаги в модели изготовленной в силиконе значительно меньше, чем в модели отдублированной в гелине. По этому сушить ее необходимо 20 минут при температуре 80 °С, после чего необходимо использовать специальный лак — закрепитель модели. Моделирование каркаса бюгельного протеза осуществляется каждым техником по своей собственной методике, но, по нашему мнению, значительно облегчает процесс моделирования использование клея «Vax-fix» для приклеивания восковых заготовок к модели. Для того, что бы он работал в полную силу необходимо обработать им и модель и восковую заготовку и через 20 — 30 секунд соединить их. Устанавливая литниковую систему, необходимо помнить основной принцип литья: расплавленный металл должен затекать от толстого элемента каркаса к тонкому, в противном случае возможно образование пор или некоторые элементы не прольются. Кроме того, рекомендуется располагать литниковую систему таким образом, что бы длина литников была от 2 до 2,5 см. Этот размер создает оптимальное расположение отливаемой формы по отношению к температурному центру опоки. При прогреве опоки в муфельной печи, если вы не используете режим быстрого прогрева, крайне важно соблюдать этапы подъема температуры. Каждая паковочная масса имеет свои тонкости, которые отражены в инструкции, однако принцип ступенчатого прогрева у них очень схож. На первой ступени около 280 °С происходит окончательное высушивание модели, на второй — около 580 °С заканчивается формирование кристаллической решетки. Третья ступень — 1 050 °С — температура окончательного прогрева опоки. Несколько слов хотелось сказать о сплавах. После нескольких экспериментов с разными сплавами мы пришли к выводу, что наилучший результат достигается в сочетании паковочной массы «Rema dinamic» со сплавами Remanium 380, Remanium 800, Remanium 2000. Эти сплавы имеют четко выраженную «точку литья» и обладают хорошей текучестью, так что даже на литейных машинах с небольшой мощностью крутящего момента, можно не опасаться непролива, конечно при условии правильного расположения литников. |

|
Remanium 380 — хорошо подходит для изготовления бюгельных протезов с кламмерной фиксацией. Обладает оптимальными пружинисто-жесткими свойствами и хорошей обрабатываемостью, что необходимо для такого рода работ. Remanium 2000 — то же универсальный металл. Но в отличии от Remanium 800 его универсальность заключается в возможности изготовления и метал-локерамических и бюгельных протезов. Это исключает возможность возникновения осложнений, связанных с наличием разнородных металлов в полости рта. Этот сплав не имеет пружинистых свойств, и поэтому оптимально использовать его для изготовления бюгельных протезов с замковой фиксацией, кроме того, он хорошо подходит для фрезерных работ, что экономит много сил и времени. После отливки опоку необходимо остудить. Этот процесс должен происходить при комнатной температуре без применения принудительного охлаждения. При распаковке, важно помнить, что каркас бюгельного протеза гораздо тоньше, чем литники, поэтому работа молотком, скорее всего, закончится незаметной глазом деформацией. После удаления литников, необходимо произвести обработку каркаса протеза: удалить облое, обработать места явных поднутрений, сгладить шероховатости. Места прилегания к зубам, при необходимости, аккуратно обработать резинками. Только после этих процедур можно начать припасовку каркаса на модель. Таким образом мы значительно уменьшаем повреждение модели. Если подготовительные этапы (планирование, параллелометрия, дублирование, наложение литниковой системы и прочее) были проведены правильно, то особых проблем с припасовкой каркаса не возникнет. Стоит отметить, что каркас бюгельного протеза должен одеваться на модель с небольшим усилием, что обусловлено ретенционными свойствами фиксирующих элементов. При работе с фрезерованными элементами мы производим поочередную припасову с каждой стороны, после чего припасовываем весь каркас, используя щадящий инструмент. Перед проверкой каркаса бюгельного протеза в полости рта желательно провести его обработку полировочными резинками. При проверке конструкции протеза в полости рта необходимо обратить внимание на расположение окклюзионных накладок. Они должны находиться в запланированных местах и не мешать смыканию зубных рядов. Дуга нижнего бюгельного протеза отстает от слизистой на 0,3 — 0,5 мм. Дуга верхнего протеза плотно прилежит к твердому небу, не оказывая на него давления. Кламмеры, независимо от назначения, плотно прилежат к зубам. Путь введения протеза должен быть логичным и понятным пациенту. После проверки конструкции протеза в полости рта производим окончательную полировку протеза. Затем приступаем к изготовлению базисной части будущего протеза. Не будем останавливаться на всех этапах этого процесса. Отметим лишь, что искусственные зубы, покрывающие замок, мы изготавливаем из композитного материала «Bell Glass HP». Это имеет ряд преимуществ: возможность подбора цвета, совпадающего с металлоке-рамическими зубами, возможность изготовления индивидуальной формы с учетом формы и размера замков, значительная прочность материала снижает риск поломки, даже при малом объеме искусственного зуба. В этой статье мы не можем рассказать обо всех тонкостях изготовления бюгельных протезов. Возможно некоторые наши выводы небесспорны, поэтому призываем вас поддержать дискуссию. |
 Remanium 800 — наиболее универсальный металл. Можно изготавливать бюгельные протезы с большим количеством ретенционных элементов, так и для протезов с замковой фиксацией. Этот сплав имеет высокий модуль упругости и повышенную прочность, хорошо обрабатывается и полируется.
Remanium 800 — наиболее универсальный металл. Можно изготавливать бюгельные протезы с большим количеством ретенционных элементов, так и для протезов с замковой фиксацией. Этот сплав имеет высокий модуль упругости и повышенную прочность, хорошо обрабатывается и полируется.