Литье является одним из способов изготовления протезов из сплава стали, золота или хромокобальта Для расплавления стальных и кобальтохромовых сплавов применяются высокочастотные литейные установки, обеспечиваюшие хорошее качество отливок. Лабораторное изготовление имплантатов из КХС обычно не представляет трудностей. Отливка же имплантатов из титановых сплавов является более сложной по следующим причинам: при нагреве в воздухе титан взаимодействует со всеми газами, а в расплавленном виде реагирует и с обмазочным материалом. Технология литья обусловливает необходимость плавления сплава и заливки форм в вакууме, а также применение нетрадиционных высокоогнеупорных форм. В связи с этим изготовление стоматологических имплантатов из титана с хорошим качеством поверхности достигается лишь в заводских условиях. Отлитые имплантаты проходят рентгеноструктурный контроль, при котором выявляют 5 — 8 % брака.
Фрезерование пластиночных имплантатов оправдано только в стадии разработки новых конструкций из титана. Из-за высокой твердости КХС фрезеровка не целесообразна. При массовом производстве фрезировка имплантатов из листа металла экономически.
не оправдана. Изготовление винтовых, цилиндрических имплантатов возможно в основном токарной обработкой. Метод порошковой металлургии имеет большую производительность, однако монолитность сплава составляет около 95 %, что пока не соответствует медицинским требованиям. Проводятся специальные исследования, направленные на увеличение плотности спеченных сплавов, что позволит использовать этот высокопроизводительный метод для изготовления стоматологических имплантатов.
Горячая штамповка является одним из основных способов обработки металлов, в том числе титана и КХС. Однако следует учитывать, что имплантаты — изделия малых объемов, а при нагреве газопоглощаемость увеличивается, поэтому установлены очень строгие требования к технологическому режиму. Оборудование для штамповки весьма дорогое и сложное, поэтому применение его обосновано только при изготовлении очень ответственных деталей в массовом объеме.
Способ электрохимической обработки позволяет в один технологический этап получить готовый имплантат необходимой формы и заданных размеров с нужной шероховатостью поверхности. При этом заусеницы не образуются, электрод-инструмент не изнашивается, высокая производительность метода не зависит от физико-механических характеристик обрабатываемого материала. Гибкость процесса производства позволяет автоматизировать изготовление различных стоматологических имплантатов и тем самым снизить их цену и сделать доступными для больных. Данный способ имеет широкие возможности и перспективу. Швейцарская фирма «Ambitec SA» уже изготавливает титановые имплантаты по этому способу.
Штамповочно-фрезерный способ технологически более прост и при выпуске изделий большими партиями экономически обоснован. После попыток организовать изготовление титановых имплантатов выяснилось, что это самый доступный и приемлемый вариант. Имплантаты изготавливают в два этапа. На первом этапе специальным штампом из титанового листа толщиной 3 мм отрубают заготовки имплантатов. На втором этапе эндоссальная часть заготовок истончается на фрезерном станке одномоментно с двух сторон до 1,2 мм. После снятия заусениц имплантат готов к электрохимической полировке. При изготовлении имплантата
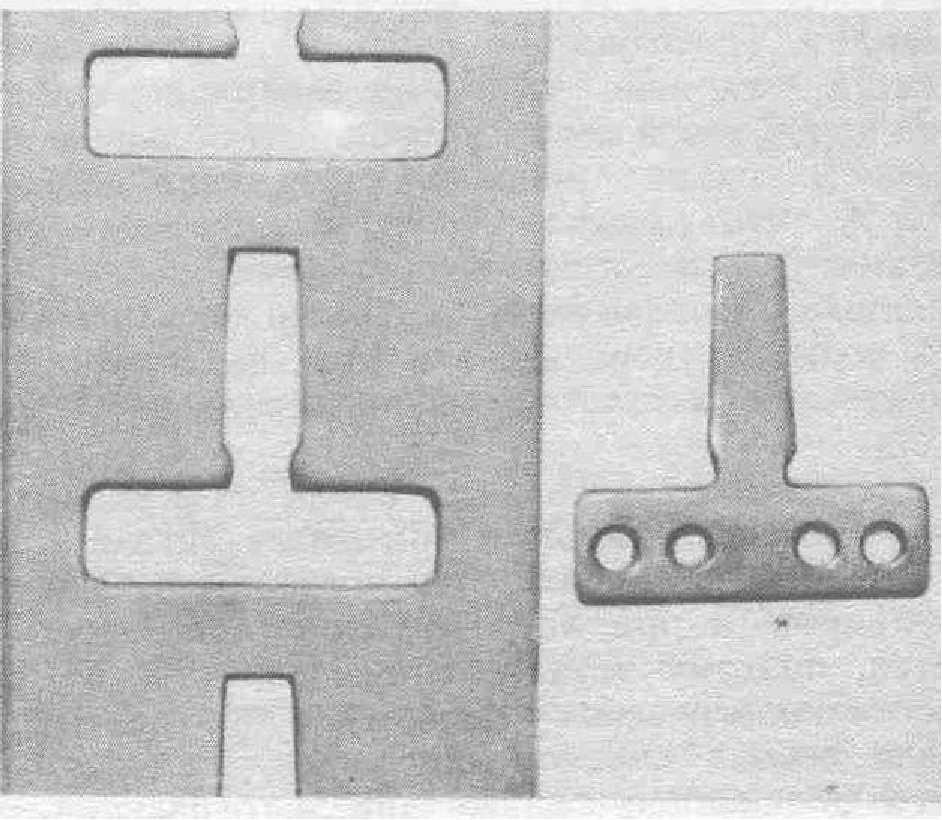
Рис. 20. Заготовки ЭИ, вырубленные штампом из титана ВТ 1-00.
указанным способом требуемый химический состав и физические свойства металла полностью сохраняются.