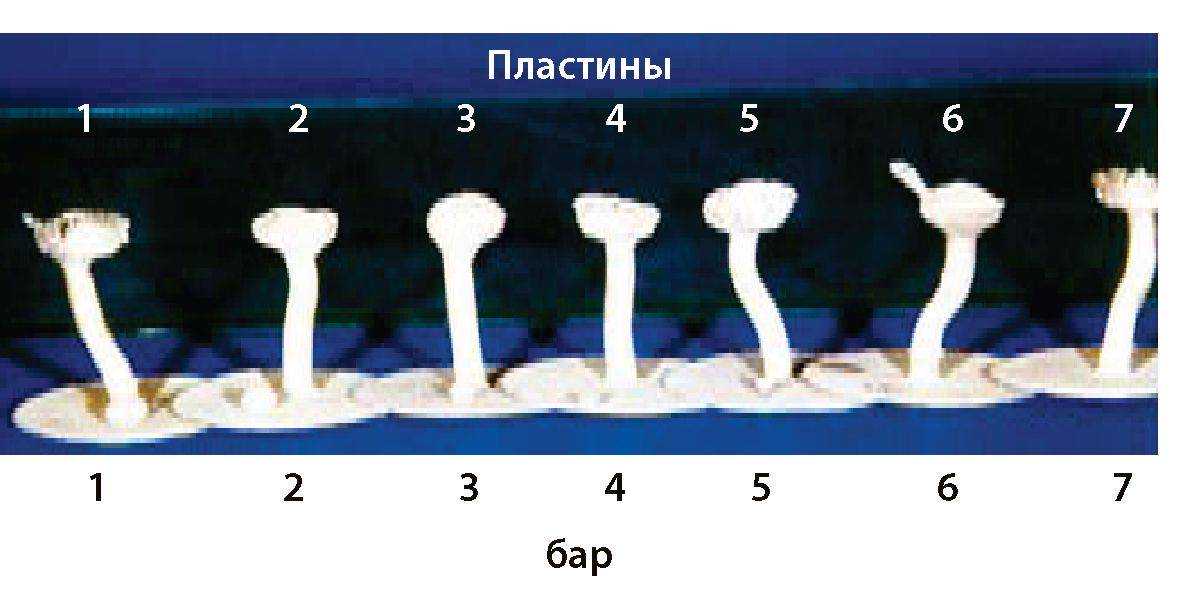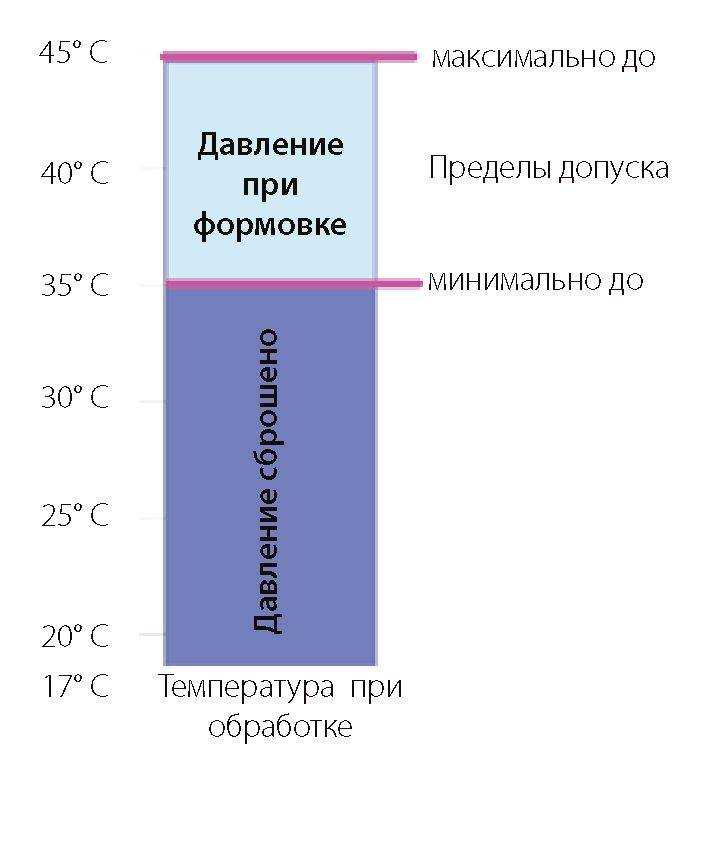
Пластина 1 заформована при атмосферном давлении - Пластина 2 заформована под давлением ^ 2 бара - Пластина 3 заформована под давлением ^ 3 бара - Пластина 4 заформована под давлением ^ 4 бара - Пластина 5 заформована под давлением ^ 5 бар - Пластина 6 заформована под давлением ^ 6 бар - Пластина 7 заформована под давлением ^ 7 бар Становится очевидным, что всегда одинаковые по размеру искусственно созданные воздушные поры при повышении давления уменьшаются в размере, исчезая полностью при давлении ровно 7,4 бара. Если мы нанесем такие же воздушные поры на стенки восковых моделей коронок, то после литья увидим на первой коронке слева (коронка 1) результат формовки без давления. Эта коронка для дальнейшей работы непригодна. Коронка 2 была заформована под давлением 4 бара. Однако «жемчужина» на месте воздушной поры все еще препятствует припасовке коронки к культе зуба. Если такое качество литья имеет вторичная телескопическая коронка, ее также считают непригодной к дальнейшей работе. При формовке коронки 3 было установлено давление 6 бар. Газовая пора уменьшилась до минимума. Эту коронку, конечно, можно использовать. Мы можем обобщить: формовка под давлением минимум от 4 бар может иметь практический смысл. Необходимо отметить, что сегодня в продаже нет автоклавов, обеспечивающих давление при формовке выше 6 бар. ВНИМАНИЕ! Формовку под давлением ограничивают по времени. Схватываться формовочная смесь должна под давлением, но после достижения температуры 35 °C давление нужно снижать. В противном случае нарушается гомогенность массы, что приводит к деформациям или образованию трещин. При нагревании в процессе схватывания до температуры 45 ° C формовочная смесь должна быть полностью освобождена от действия давления, иначе уменьшится расширение при схватывании. Чем дольше формовочная масса испытывает повышенное давление при температуре выше 45° C и чем ближе к конечной температуре ее затвердевания, тем меньше будет расширение при схватывании.
Если формовочная смесь испытывает повышенное давление 6 бар во время всего процесса схватывания, то расширение сокращается примерно на 30-40%. Это весьма отрицательно отражается на припасовке литья по сравнению с формовочной массой, имеющей нормальное тепловое расширение при затвердевании. По этой причине можно рекомендовать формовку под давлением только в том случае, если формовочную смесь хранили в шкафу-кондиционере, и она имеет температуру 17° C. Тогда можно выдерживать давление при формовке до 10-12 минут. В других ситуациях формовку под давлением не рекомендуют с целью повышения точности литья. |
| Формовка под давлением Качество поверхностей отлитого каркаса зависит преимущественно от мелкозернистости металла, постоянства температуры, а также качества партии используемой формовочной смеси. Кроме того, предпосылками для достижения оптимально качественной, гладкой поверхности отливки являются: хранение формовочной массы на протяжении 4-6 недель в прохладном и сухом месте; применение точно по инструкции с акцентированием внимания на температурном режиме замешивания массы и заполнения опокового кольца. Все эти факторы играют главенствующую роль для обеспечения точно согласованной со сплавом температуры нагрева собранной формы. Формовка при повышенном давлении уменьшает количество воздушных пор и - как следствие - образование на поверхности отливки сферических дефектов («жемчужин»), ухудшающих ее качество и вынуждающих применять вышеупомянутые дополнительные методы обработки. Однако при формовке под давлением необходима определенная сила давления, чтобы достичь удовлетворительного и рационального результата. Глядя на прилагаемую иллюстрацию, мы можем убедиться, в какой мере можно сократить образование пор силой давления. На восковую пластину во время формовки шприцем были нанесены воздушные поры и затем произведена заливка.
|