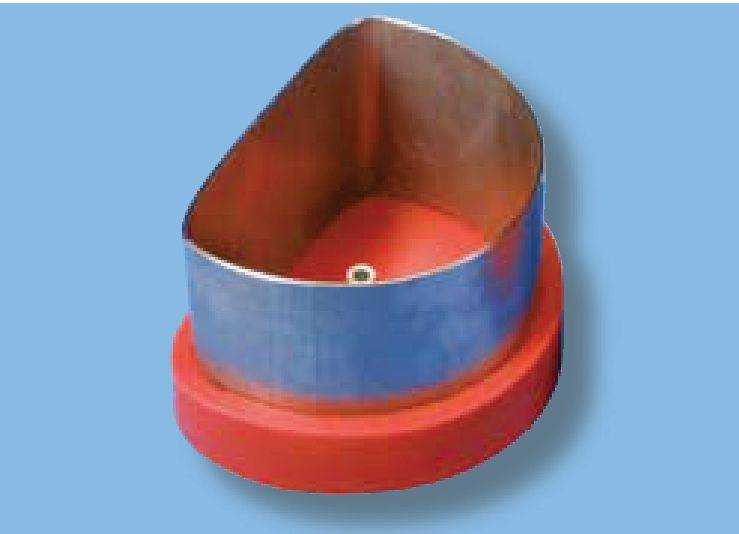
Влияние на затвердевание в процессе нагрева оказывают различные используемые способы формовки. Величина расширения при затвердевании определяется промежутком времени нагревания формовочной смеси во время процесса химического взаимодействия внутри опоки. При температуре 25°C схватывание формовочной массы активируется оксидом магния (процесс экзотермический). Чем раньше достигнута оптимальная температура затвердевания и чем выше конечная температура, тем больше будет расширение при схватывании. Если мы используем силиконовое кольцо, соединенное с силиконовым цоколем, возникает очень высокая аккумуляция тепла вследствие термоизолирующих свойств силикона, и температура схватывания формовочной массы резко значительно повышается. Скорость повышения температуры во время связывания и высокая температура при схватывании массы дают в итоге не только увеличение теплового расширения, но и сводят к минимуму его погрешность. Равномерность передачи давления в силиконовом кольце во время расширения обеспечивает максимально точное трехмерное изменение размеров. Повышенное расширение при схватывании может быть снижено уменьшением концентрации связующего компонента в формовочной массе, а также применением стального опочного кольца с синтетической прокладкой. Для гипсовой и силикатной смеси силиконовые муфели не подходят, так как в них формовочная масса не достигает в процессе нагрева достаточной собственной прочности. Существует опасность, что собранная форма может быть разорвана в процессе литья. При применении стального опокового кольца для формовки смеси, внутрь него необходимо уложить слой синтетического материала. С этой целью можно использовать изоляционные вискозные прокладки для керамики, которые благодаря высокой жаропрочности не сгорают во время нагрева собранной формы. Однако они могут быть использованы только однократно. Синтетические кольца из прокладок для керамики можно не увлажнять для поддержания равномерной и точной передачи давления, так как они не впитывают влагу из формовочной массы после заполнения ею стального опокового кольца. Их укладывают сухими. Между стальным кольцом и формовочной массой в соответствии с величиной формы укладывают соразмерный слой вискозного полотна, чтобы точно распределить давление. В системе «bredent-техника литья по Sabath» форма стальных колец адаптирована к форме зубной дуги, и каждому размеру стального кольца точно соответствует толщина слоя вискозы. Благодаря низкой теплопроводности и точному соответствию толщины слоя изоляционной вискозной прокладки по Sabath, температура схватывания формовочной массы в стальной опоке соответствует температуре при использовании силиконового кольца. Это позволяет достичь высокого и очень равномерного расширения при затвердевании. Изоляционные вискозные прокладки значительно замедляют теплоотдачу при литье, в особенности - при затвердевании отливки, так что очень равномерная температура остывания создает максимально однородную структуру отливки за счет изменения времени кристаллизации сплава в литейной форме.
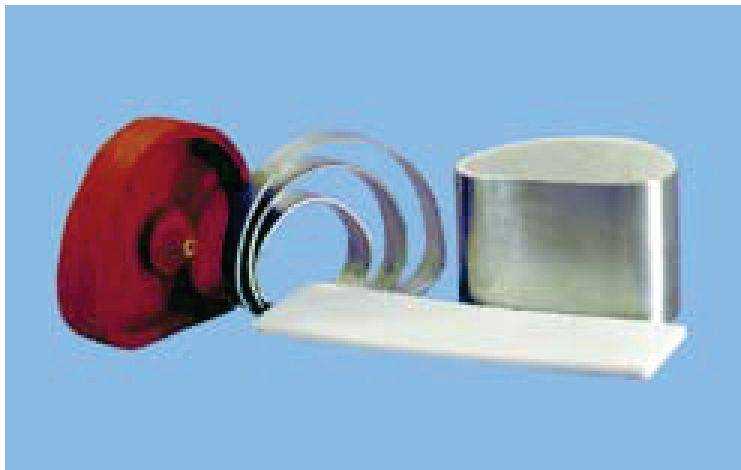
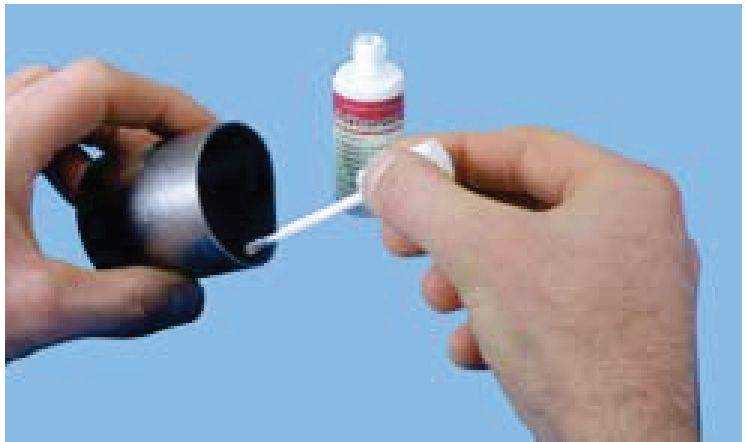
Пластмассовые опоковые кольца Пластмассовые опоковые кольца используются только при литье вторичных конструкций с вертикальной литниковой системой на огнеупорных моделях. Здесь высота или отклонения расширения при затвердевании не играют принципиальной роли. Точность припасовки в этом случае определяется исключительно огнеупорностью модели. Для литья коронок и мостовидных протезов пластмассовые кольца не подходят, так как пластмасса имеет высокую теплопроводность и вызывает слишком большие изменения расширения вследствие теплоотдачи. Также нет гарантий, что происходит равностороннее расширение, так как нет противодействия со стороны синтетического полотна или силикона. Если используют пластмассовые кольца с разрезом, то формовочная масса деформируется настолько же, насколько разойдутся стенки кольца. Следовательно, чем больше протяженность каркаса, тем ниже точность литья. Сборка Правильная обработка формы значительно повышает ее долговечность. Силиконовые кольца, а также силиконовый или резиновый цоколь нельзя смазывать вазелином, так как они со временем изменят форму и размеры. Специальные разделительные средства для силиконовых колец поддерживают качество поверхности и параметры формы. В частности, важен уход за резиновым цоколем в области заливочной воронки, сохраняющий оптимально гладкую поверхность. При литье легированного сплава шероховатые участки поверхности формы могут взаимодействовать с металлом, загрязнять его и оказывать продолжительное негативное воздействие на качество протезирования пациента. После извлечения затвердевшей формы из опокового кольца, обычной холодной водой очень легко можно отмыть детали, покрытые ранее специальным разделительным средством для силиконовых форм. Сразу после мытья (без просушки) наносят новый слой разделительного средства для силиконовых форм и оставляют высыхать. Укладка синтетической прокладки При применении стального кольца с синтетической прокладкой, для соответствующего размера опоки должен быть точно подобран и правильно уложен согласованный по толщине слой вискозы. При использовании фосфатной формовочной смеси полоса синтетического полотна должна точно соответствовать внутреннему размеру кольца и обязательно быть сухой. Ее нужно уложить таким образом, чтобы формовочная смесь в верхней части ни в коем случае не соприкасалась со стальным опоковым кольцом. Фосфатные формовочные смеси вначале твердеют, и только после этого начинают расширяться. Чтобы на формовочную массу не действовали линейные расширения, она не должна соприкасаться со стальным кольцом. В противном случае спонтанное расширение в различных направлениях вызывает неуправляемые линейные расширения при литье каркасов большой протяженности, что может впоследствии привести к их полной непригодности.
Для того, чтобы формовочная смесь прочно фиксировалась в стальном опоковом кольце, синтетический вкладыш делают несколько короче. Образовавшийся благодаря этому плотный контакт массы и кольца в области цоколя не оказывает влияния на восковую модель во время расширения массы при затвердевании. При укладке синтетической прокладки следует обращать внимание на то, чтобы оно прилегало к стальному кольцу плотно, без воздушных зазоров. Применять на этом этапе работы вазелин не рекомендуется, так как это способствует образованию окалины на стальном кольце, снижает его прочность и долговечность. Для этой цели можно использовать специальные вискозные клеи. Адгезионная прослойка bredent прочно фиксирует синтетическую прокладку к стальному кольцу и без остатка выгорает, сохраняя стенки опоки. При использовании фосфатной формовочной массы ни в коем случае нельзя допускать ее соприкосновения со стальным опоковым кольцом в области расположения восковой конструкции протеза. Иначе в процессе нагрева может отслоиться нижний участок формы (в области цоколя). В этом случае отсутствует трехмерное расширение формовочной массы при схватывании, так как она уже затвердела, увеличившись в объеме при 35° C. Увеличение высоты и ширины трансформируется в увеличение длины, что отрицательно влияет на окклюзионную и линейную точность отливки.
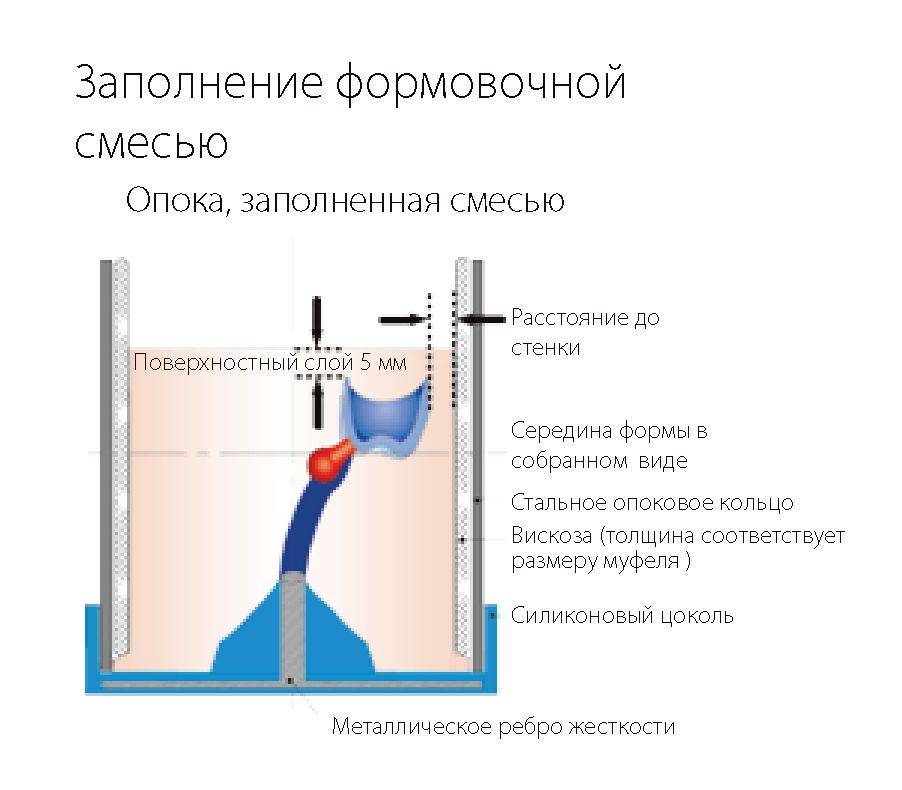
Коронки и мостовидные протезы должны быть расположены на расстоянии не менее 5 мм до стенки опоки для равномерного охлаждения металла после литья. Боковое расстояние при свободной установке кольца должно составлять от 6 до 7 мм. Форму, предварительно нагретую до температуры, рекомендованной производителем, заливают немедленно, так как опоковое кольцо быстро охлаждается и может создать проблемы. При заполнении кольца формовочной массой вначале с помощью тонкого инструмента заполняют коронки, чтобы не слишком долго подвергать формовочную массу вибрации. После этого опоковое кольцо заполняют смесью доверху. Восковой каркас перекрывают формовочной массой всего на 5 мм. Благодаря этому каркас протеза идеально точно и неподвижно зафиксирован после затвердевания собранной формы.
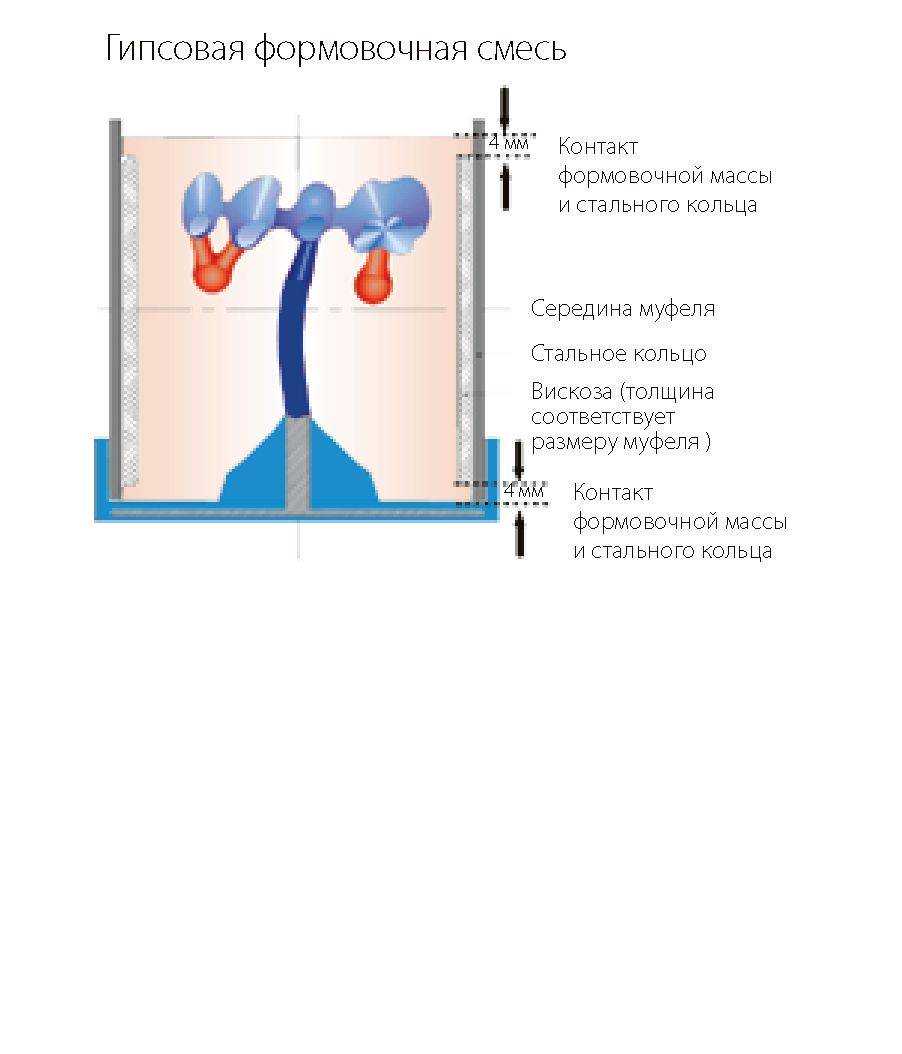
При использовании гипсовых формовочных смесей, в противоположность фосфатным, синтетическое полотно должно быть уложено таким образом, чтобы у формовочной массы вверху и внизу было соприкосновение шириной около 4 мм со стальным кольцом. Гипсовые формовочные смеси имеют после нагрева очень незначительную прочность и склонность к образованию трещин. В худшем случае может иметь место даже разрыв формы во время литья. Для этих масс лучше не применять вакуумное литье, так как резкое изменение давления способствует образованию трещин в формовочной смеси, что в свою очередь препятствует заполнению расплавом. Кроме того, гипсовая форма не обладает твердостью, она пластична и ее слои подвижны во время изменения расширения при схватывании, так что двусторонний контакт со стальным кольцом не оказывает влияния на тепловое расширение и не приводит к деформации каркаса. |
Сравнение способов формовки
Сравнение способов формовки
|