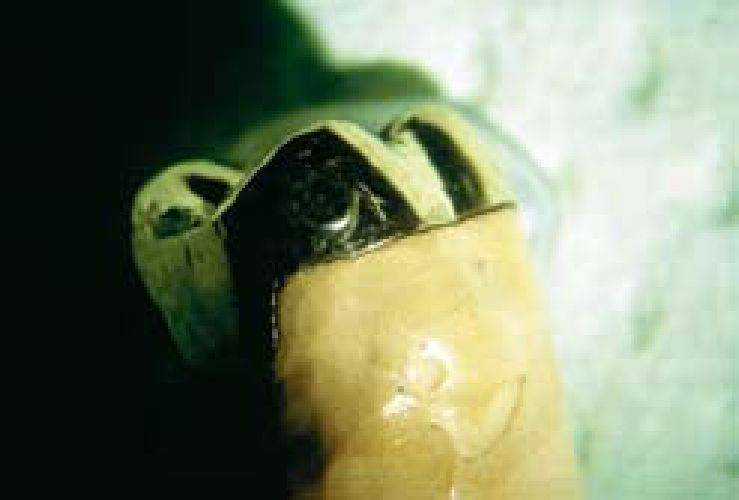
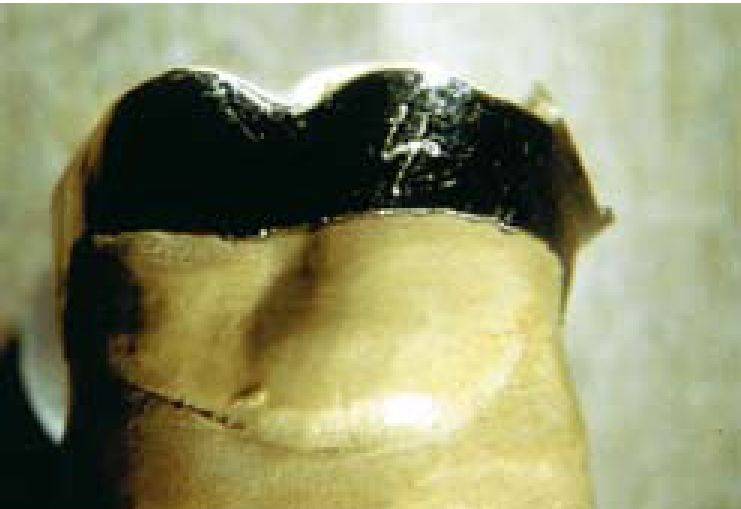
Показательный практический пример взаимосвязи предварительного нагрева и последующей точности припасовки Использовали выгораемую лигатуру желтого благородного сплава. Для него фирма-производитель рекомендует предварительный нагрев собранной формы до температуры 800° C. Эта температура предварительного нагрева достигается непосредственно во время работы с учетом предписанных ступеней выдержки, без повышения температуры до 900°C, а именно: по окончании выдержки при 580°C повышение температуры со скоростью 8° C/мин до 800° C с последующей выдержкой 30 мин. Литье выполняли на индукционной вакуумной установке. Плавление сплава велось при заданных производителем технологических параметрах и отливки выполнялись литейным устройством автоматически. После разборки формы и пескоструйной обработки, частичную коронку примеряли на модели. Результаты можно увидеть на расположенных рядом иллюстрациях. Рис. 3: Край коронки неправильно соотносится с пришеечным отделом культи. Рис. 4: Отчетливо видно неудовлетворительное качество края коронки на границе с пришеечным участком культи. Теперь эту частичную коронку с большими трудозатратами и потерей времени необходимо пришлифовывать абразивными инструментами.
Для литья второй частичной коронки в отдельной форме использовали ту же самую выгораемую лигатуру желтого благородного сплава. Температуру предварительного нагрева в муфельной печи в соответствии с инструкцией после 2 выдержек плавно подняли до 900° C, и по окончании следующей выдержки (см. табл. на с. 2.32) снизили до температуры литья 800°C. Та же литейная установка автоматически выполнила литье с параметрами, идентичными первой отливке. После разборки и пескоструйной обработки частичной коронки оценили краевое прилегание на модели. Рисунки 5 и 6 показывают точное соответствие края коронки и пришеечного участка культи, причем края коронки специально не обрабатывали. При большом увеличении Вы можете увидеть разницу в прилегании краев коронок на рис. 6 и на рис. 4 (см. с. 2.47, когда формовочная смесь была подогрета только на 800° C без предварительного нагрева до 900° C). Частичная коронка, отлитая в форме, прогретой до 900° C и после этого охлажденной до 800° С, точно соответствует размерам культи и не нуждается в обработке.
Насколько важен процесс предварительного нагрева для точности припасовки, еще отчетливее показывают различия при повторении вышеописанного эксперимента для литья вторичной телескопической коронки. Чтобы все параметры были сравнимыми, взяли ту же самую формовочную массу (но с 80 % жидким концентратом) и также смешали по инструкции в емкости для 2 форм SX3. Для обеих внешних телескопических коронок использовали, как и в предыдущей работе, ту же самую выгораемую лигатуру желтого благородного сплава. Литье выполняли в той же самой литейной установке (также автоматически) при соблюдении идентичных параметров (указанных производителем сплава). Температуру предварительного нагрева формы с внешней телескопической коронкой подводят непосредственно к температуре литья 800° C (с предписанными паузами выдержки до 580° C) и после 30 минут отливают. Формовочная смесь в процессе обжига не достигла температуры 900° C. На рис. 7 отчетливо видна узкая щель при наложении вторичной телескопической коронки. На рис. 8 отчетливо видно, что край коронки не соответствует требованиям. Эта телескопическая коронка может быть припасована при больших затратах времени и труда, причем действительно оптимальное соответствие так и не будет достигнуто.
Функция телескопического фрикционного (с использованием силы трения) крепления обусловлена как можно более плотным и равномерным контактом прилегающих поверхностей, и точным прилеганием края коронки. Благодаря наличию влаги в полости рта и плотности прилегания наружной и внутренней металлических конструкций, между ними возникает адгезия. На рисунках 9 и 10 увеличенные в масштабе 1:50 и 1:100 участки телескопического крепления, изображенного на рисунках 7 и 8 (см. с. 2.49). Отчетливо видно отсутствие плотного контакта между металлическими деталями. Изза жевательного давления в телескопической коронке возникает относительно высокая подвижность, так что несмотря на надлежащее краевое прилегание сила фиксации быстро снижается. Для достижения оптимальной точности и функциональной полноценности, недопустимы никакие компромиссы в процессе предварительного нагрева, так как именно он влияет на качество припасовки телескопической коронки. Насколько точно телескопическая коронка может быть припасована между первичной и вторичной коронкой, показано на рисунках 11 и 12. Единственное отличие при литье этой конструкции заключается в том, что температура предварительного нагрева составила немного более 900° C и затем собранная форма остыла до температуры 800° C в муфельной печи.
Благодаря спеканию кварца достигается значительное улучшение внутренней поверхности формы и, соответственно, высокой точности литья. Очевидно, что точность литья определяется при припасовке и возможна благодаря знанию специальных основ. Не замена материалов приводит к успеху, а углубление собственных специальных знаний. Нет материалов и технологий, которые могут заменить уровень подготовки. При использовании для изготовления подобных конструкций (в особенности - телескопических коронок) сплавов неблагородных металлов, необходимо регулировать количество жидкости и замешивать формовочную массу значительно более густой консистенции, чем при литье благородных сплавов. Высокая плотность расположения частиц густой формовочной смеси гарантирует такую же точную припасовку при изготовлении телескопической конструкции, как при использовании благородного металла. Однако это должна быть очень мелкозернистая формовочная масса для литья коронок и мостовидных протезов, как например Brevest Rapid или Brevest C+B Speed. Если зубной протез плотно, без зазора, прилегает к отпрепарированной культе, никогда не возникнут коррозионные изменения, наносящие ущерб качеству протеза и здоровью пациента.
|
Показательный практический пример взаимосвязи предварительного нагрева и последующей точности припасовки
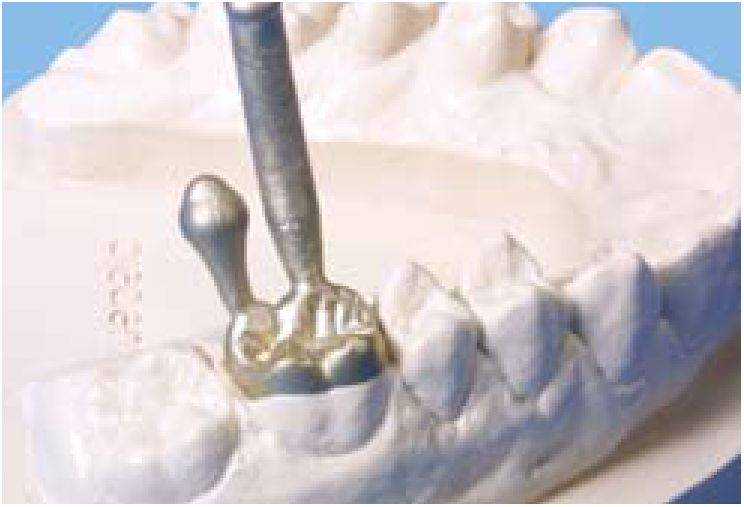
| Показательный практический пример взаимосвязи предварительного нагрева и последующей точности припасовки Боковую частичную коронку ( см. рис. 1) моделировали на пластмассовой культе, снабжали правильной литниковой системой, и использовали форму со стальным опоковым кольцом размера SX3. Была выбрана фосфатная формовочная смесь с соотношением 160 г порошка /37 мл жидкости. Для сравнения с опубликованными ранее данными, вторую частичную коронку (см. рис. 2) моделировали на той же самой культе, и также использовали форму размером SX3 со стальным опоковым кольцом и вискозной прокладкой. Для обеих работ в вакуумном смесителе, в полном соответствии с инструкцией, были одновременно смешаны 320 г порошка и 80 мл жидкости. Затем обе формы SX3 заполнили этой массой. Когда температура схватывания формовочной массы достигла примерно 85°C, формы после выдержки 20 мин. поставили в 2 различные муфельные печи и нагрели согласно инструкции до 800° C следующими способами: • со скоростью нагрева 8° C/мин до 300° C, выдержка 60 минут • со скоростью нагрева 8° C/мин до 580° C, выдержка 30 минут
|