|
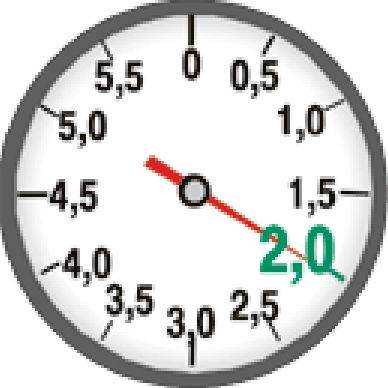
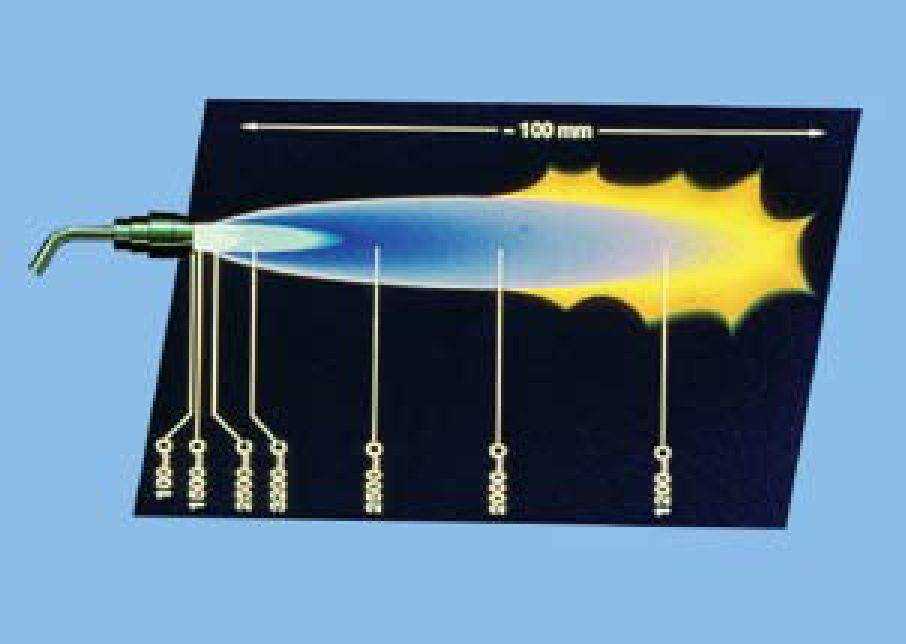
Пламя, выходящее из сопла плавильной горелки, должно быть окрашено в синий цвет и иметь форму вытянутого диска. Газово-кислородная смесь при сгорании дает настолько высокую температуру 3000° C), что все примеси без остатка сгорают в ядре пламени и не происходит науглероживание расплавляемого металла. Установка давления: Для регулировки пламени требуется присоединить шланги для кислорода и газа с редукционными клапанами к наконечнику горелки. Установка давления Кислород - 2 бара
Эта основная установка пригодна для всех зубопротезных сплавов
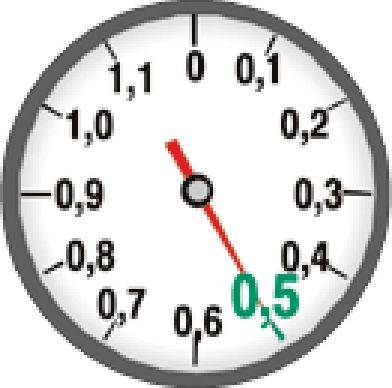
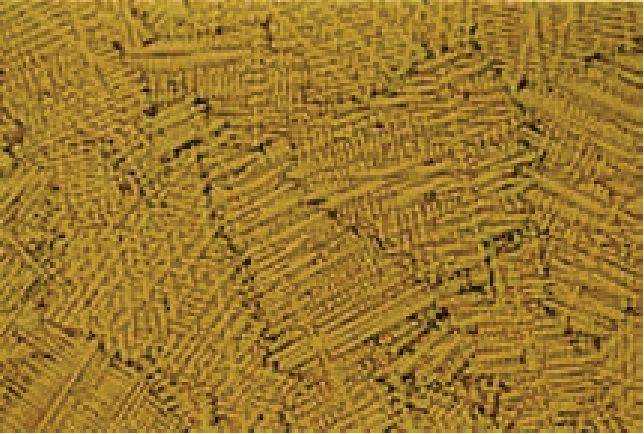
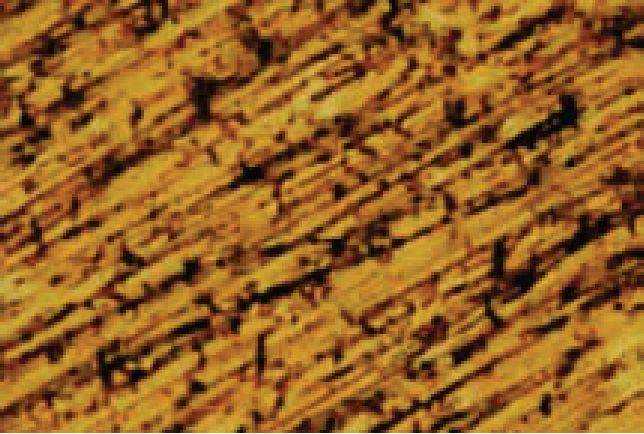
Если сплав расплавляют открытым огнем, пламя должно быть правильно отрегулировано. При неправильно установленном давлении кислорода нарушается однородность пламени. Повышается содержание кислорода или водорода в сплаве, что приводит к образованию хрупких и дендритных структур. При повышенном давлении газа возникает слишком быстрое истечение пламени, что приводит к повышенному науглероживанию расплава и делает сплав непригодным. Идеальное пламя можно получить только при давлении кислорода 2 бара и газа 0,5 бар.. пропан - 0,5 бар (природный газ / ацетилен) Установка пламени Чтобы защитить сплав от неконтролируемого перегрева открытым пламенем, следует работать с избытком газа ^ 10-15%. Контролировать этот процесс можно визуально (см. изображение правильно настроенного пламени на с. 3.7). Сначала зажигают огонь с небольшим количеством газа и кислорода, а потом открывают газовый вентиль до момента достижения правильной структуры пламени для расплавляемого сплава. Затем добавляют кислород до появления у сопла горелки короткой синей вершины пламени в форме диска, но в то же время на вершине передней части пламени сохраняется красновато-желтая окраска, указывающая на избыток газа. Контроль установки Настроенное пламя вносят, как при расплавлении сплава, в тигель. Немедленно должна появляться красноватожелтая окраска при обратном выдувании пламени. Это признак правильно настроенного пламени.
Плавка сплава Тигель обязательно должен быть прогрет в муфельной печи до необходимой температуры. Сплав компактно укладывают в тигле, причем вначале должен быть размещен свежий материал, а потом - вторично используемый. Золотые литейные сплавы и выгораемые лигатуры с высоким содержанием золота нельзя использовать повторно. Вначале тигель устанавливают в устройство для литья и еще раз хорошо нагревают пламенем. Сплав помещают в тигель и после этого устанавливают литейную форму. При нагреве особенно обращают внимание на то, чтобы сплава не касалась синяя вершина пламени возле мундштука горелки, так как там температура достигает = 3000°C и повреждает практически любой сплав. Воздействовать на сплав температурой можно переменно, изменяя расстояние между огнем и сплавом. ВНИМАНИЕ ! Очень важно для управления нагревом совершать постоянное вращательное движение пламенем по наружной поверхности сплава. Это оказывает равномерное влияние на нижнюю часть расплава и позволяет достичь оптимального плавления. Вращательное движение нужно проводить до тех пор, пока расплавленный металл не сбегается в компактную сферическую форму, реагировавшую на движение пламени. Благородный металл нагревают дольше, пока оксидный слой не исчезает полностью. Расплав литейных сплавов неблагородных металлов или сплавов для литья на моделях должен приобрести сферическую форму. После этого он приобретает подвижность, сохраняя форму шара, становится текучим и может быть залит в литейную форму. ОСТОРОЖНО! ИЗБЕГАЙТЕ ОШИБКИ Вращательное движение пламени ни в коем случае нельзя прекращать во время плавки, иначе на дне тигля образуются обильные отложения углерода, которые могут попадать в расплав во время литья, или сплав прогревается неравномерно, и возникают проблемы при его вытекании.
|
||||||||||||||
Плавка открытым пламенем
| Плавка открытым пламенем Одна из возможностей расплавить сплав - это использование открытого пламени. В этом случае применяют гомогенную газовую смесь пропана и кислорода.
Для этой цели не подходят: - паяльная горелка - поверхностная паяльная горелка - сварочная горелка Подходит: - плавильная горелка |