|
Поэтому невозможно найти правильную температуру заливки без управления температурой при индукционной плавке золота или сплавов, содержащих золото. По этой причине при плавке сплавов благородных металлов могут быть использованы только индукционные литейные устройства с регулируемым напряжением индуктора. Ускоренное возрастание напряжения на индукторе должно прерываться. Если индуктивное напряжение регулируемо, то можно точно устанавливать температуру литья. В этом случае нагревание сплава происходит не за счет переноса тепла, а тепло возникает в самом сплаве. Магнитная индукция образует завихрения, и расплав перемешивается в тигле. Это дает большое преимущество при повторном использовании остатка сплава для новой отливки. При литье сплавов неблагородных металлов нет необходимости в управлении индуктивным напряжением. Инертное восприятие высокого напряжения при нагревании этих сплавов позволяет даже без регулировки точно определить температуру и начать процесс литья.
|
Плавка в индукционных печах
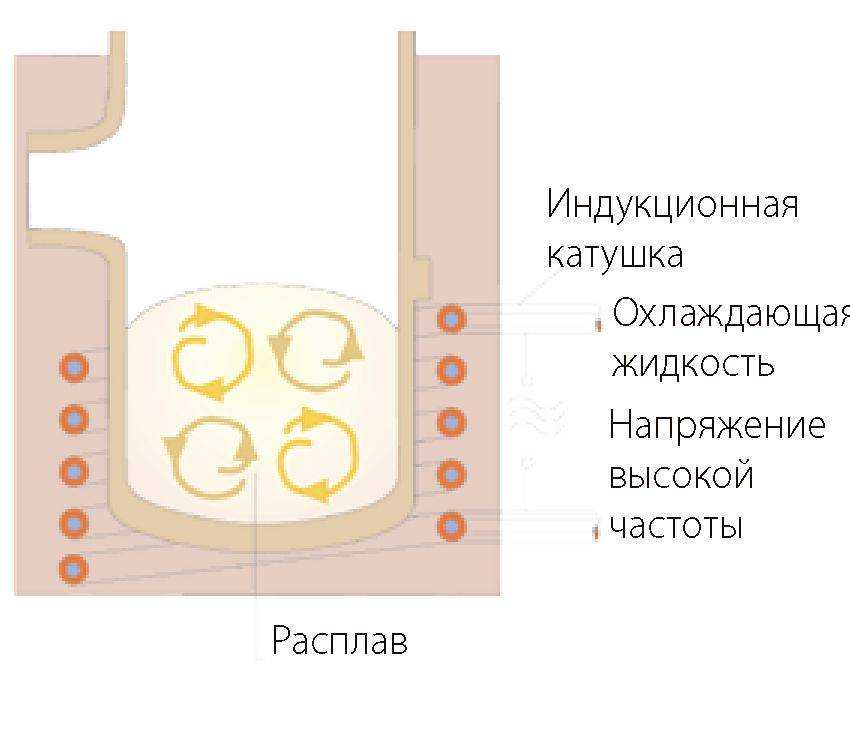
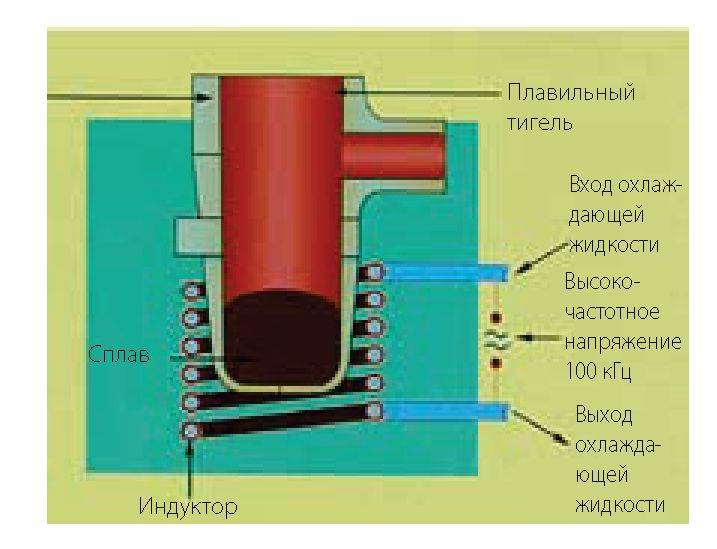
| Плавка в индукционных печах Электропечь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемый индуктор, а вторичной обмоткой и одновременно нагрузкой - находящийся в тигле металл. Во время процесса литья индукционную катушку охлаждают жидкостью для предотвращения сгорания. Напряжение высокой частоты с индукционной катушки воздействует на расплавляемый сплав, внутри керамического или графитового тигля возникают вихревые потоки и переменное магнитное поле (в соответствии с тепловым законом Джоуля) нагревает сплав и приводит к его плавлению.
Чем сильнее нагревается сплав, тем больше будет его сопротивление. При увеличении сопротивления (в соответствии с законом Ома), очень быстро повышается индукционное напряжение, и нагревание расплава ускоряется. |