|
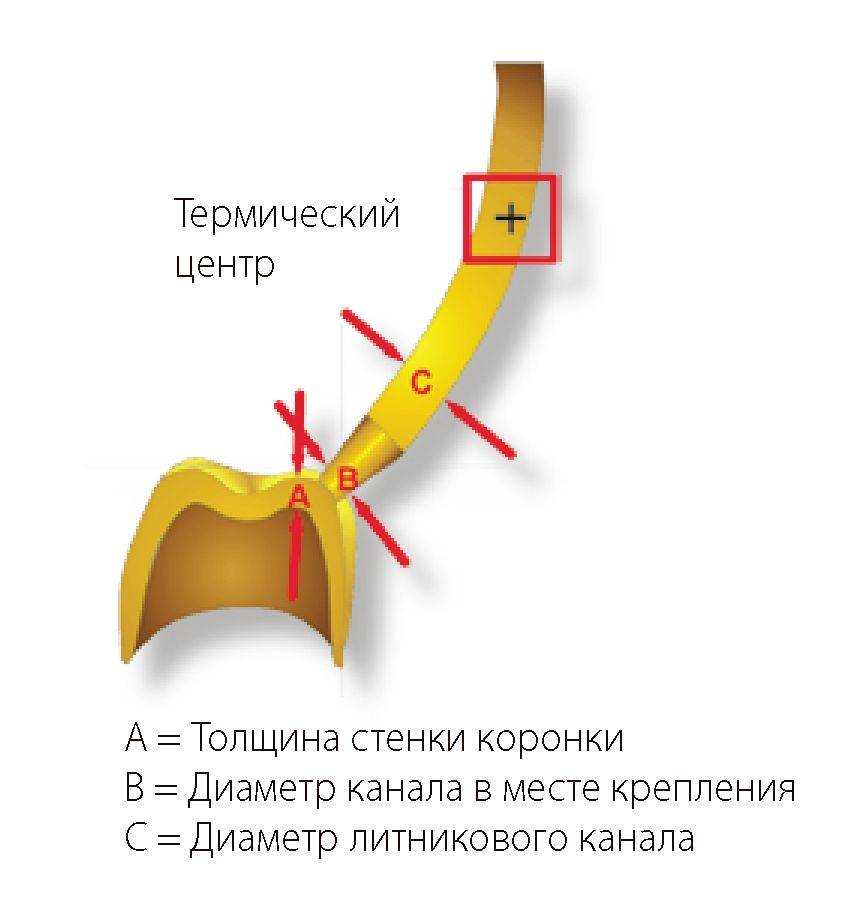
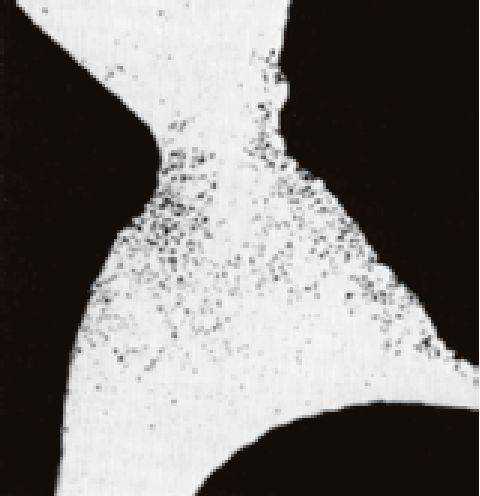
Эти втягивающие воздух литниковые каналы могут использоваться только при bredent-технике литья по Sabath. Если их моделируют без прибыли, выход воздуха через литниковый канал затруднен и при вакуумном литье с последующим воздействием давления будет образовываться пористая структура (смотри рисунок). Выбор правильного диаметра литникового канала определяется толщиной стенки коронки, видом сплава, диаметром промежуточного элемента, а также объемом металла, который должен пройти через литниковый канал в литейную полость. Правильно изготовленный литниковый канал диаметром B при вакуумном литье с последующим воздействием давления будет не меньше толщины стенок коронки A. При литье золотых сплавов диаметр литникового канала C должен составлять минимум 3,5 мм, а в месте крепления B - 2,5 мм. При литье выгорающих высокозолотосодержащих лигатур минимальный диаметр C литникового канала составит 4 мм, а в месте крепления B - минимум 2,5 мм. При большом объеме отливаемой конструкции, например, цельнолитых мостовидных протезов крупного размера, нужно увеличить диаметр литникового канала, но не в месте крепления B. Пример: Маленький мостовидный протез или непосредственное питание B = 3,0 мм C = 4,0 мм Большой мостовидный протез с несколькими промежуточными элементами B = 3,0 мм C = 5,0 мм При литье сплавов с небольшим удельным весом, например, на основе палладия, серебра или неблагородных металлов, при вакуумном литье одиночных коронок и ажурных вкладок можно использовать литниковые каналы диаметром не более 4 мм; при литье каркасов мостовидных протезов - не более 5 мм.
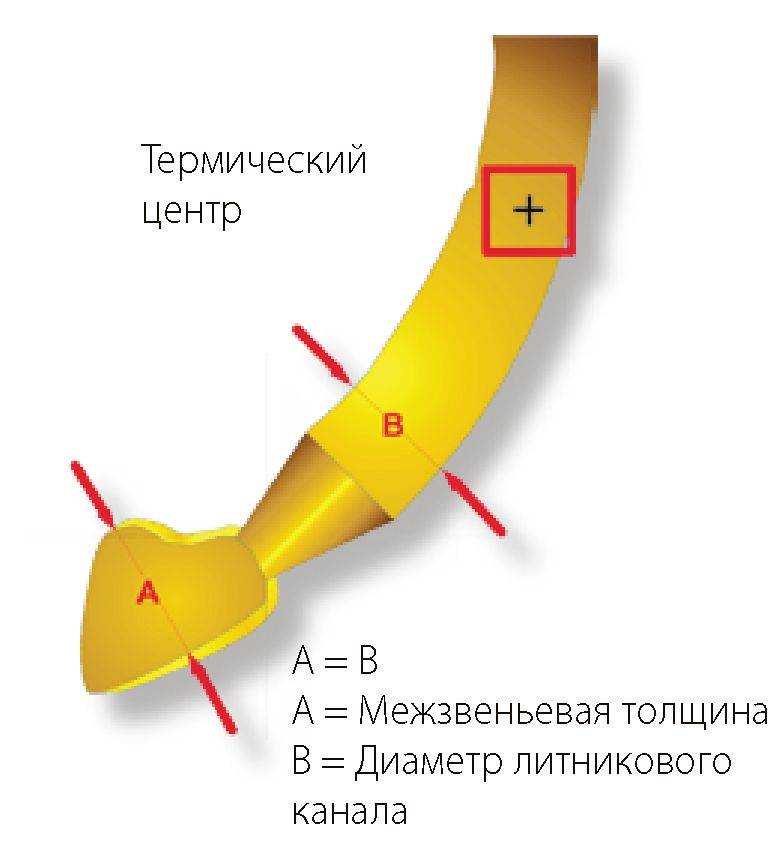
При низкой плотности расплава действие силы тяжести очень незначительно, что может приводить к проблемам при заполнении. Расплав поступает в литниковый канал и заполняет прибыль преимущественно под воздействием давления. При литье комбинированным методом (в вакууме с последующим воздействием давления) диаметр литникового канала должен соответствовать диаметру самого толстого места отливаемого промежуточного элемента. Это требование обязательно для всех заливаемых расплавов.
|
Литниковые каналы для bredent-техники литья по sabath
| Литниковые каналы для bredent-техники литья по sabath Литниковые каналы не должны быть укорочены при вакуумном литье с последующим давлением в месте присоединения к каркасу или отдельному объекту. Однако это не имеет значения при bredent-технике литья по Sabath. Остаточный воздух удаляется в прибыль и вытесняется высоким давлением расплава в формовочную смесь, не оказывая противодействия на расплав в системе литниковых каналов. Благодаря этому практически полностью исключено образование втянутых воздушных пор.
|