|
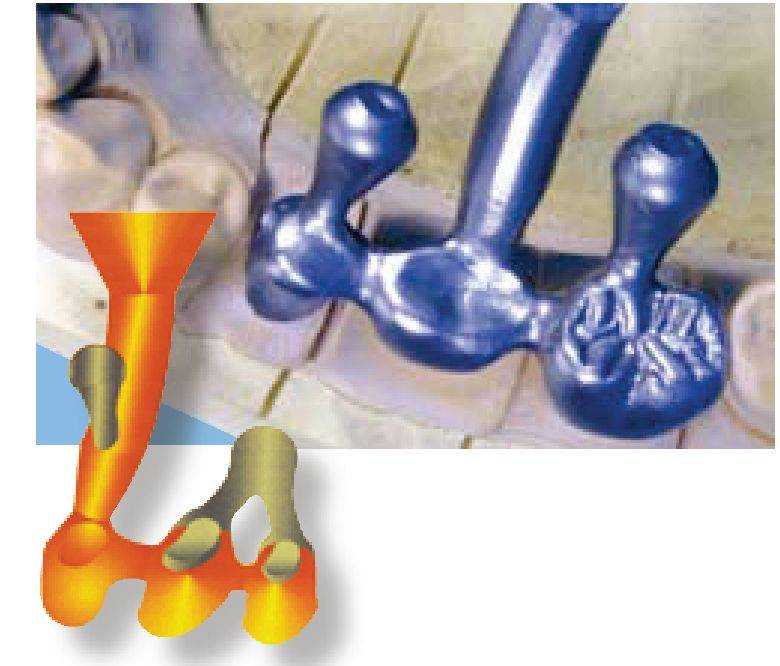
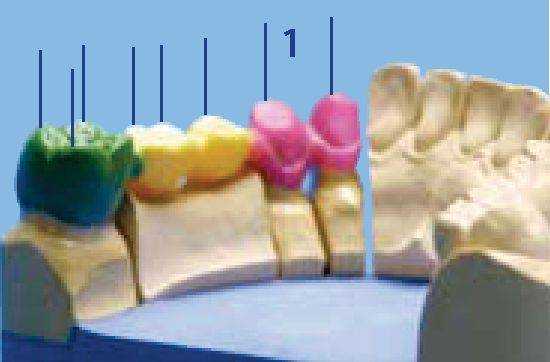
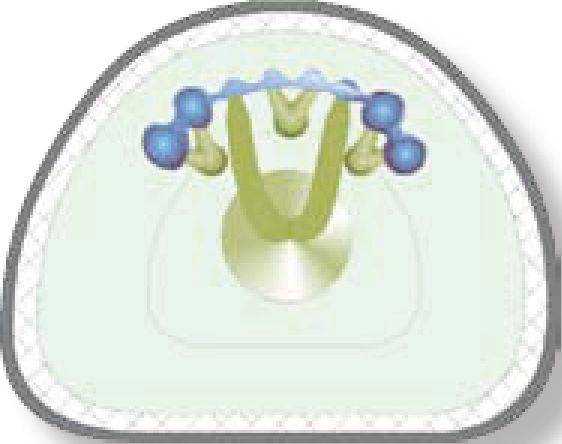
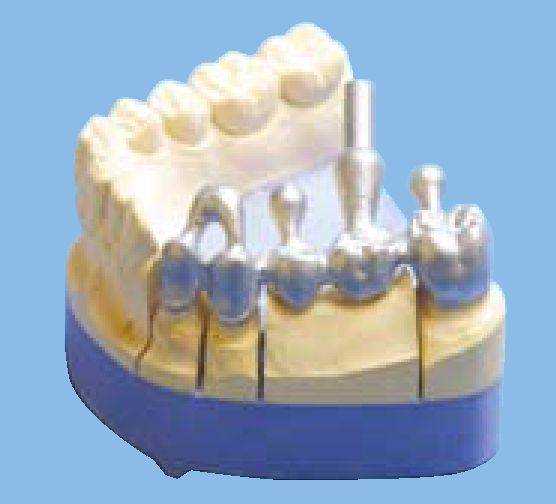
Правильная установка литникового канала для литья мостовидного протеза при bredent-технике литья по Sabath. Этот мостовидный протез из четырех элементов без проблем соединяется с литниковым каналом. Необходимо обратить внимание на то, что промежуточный элемент 5 не может быть снабжен двойной прибылью от коронки 4. По этой причине здесь необходимо установить 2 одиночные прибыли. При установке прибылей коронки могут быть соединены двойными прибылями только с коронками, а промежуточные элементы - с промежуточными элементами. Правильно расположенный литниковый канал при bredent-технике литья по Sabath должен быть прикреплен к промежуточной части мостовидного протеза или к коронке в участке с максимальной толщиной. Прибыли всегда устанавливают с двух сторон от литникового канала, строго выдерживая определенные размеры, что способствует равномерному и однородному заполнению литейной полости. Литниковый канал также подведен (как представлено на рисунке) к деталям с самым большим объемом. При этом прибыль нужно размещать на подводящем литниковом канале в качестве воздушного резервуара, как было описано в разделе «Литниковая система раздельного питания». В дальнейшем на коронки или мостовидные протезы устанавливают прибыли в соответствии с руководством. Если необходимы два или более литниковых канала, прибыль не обязательно всегда должна располагаться на краю отливки. Для достижения равномерной и однородной структуры литья ее необходимо установить между двумя литниковыми каналами.
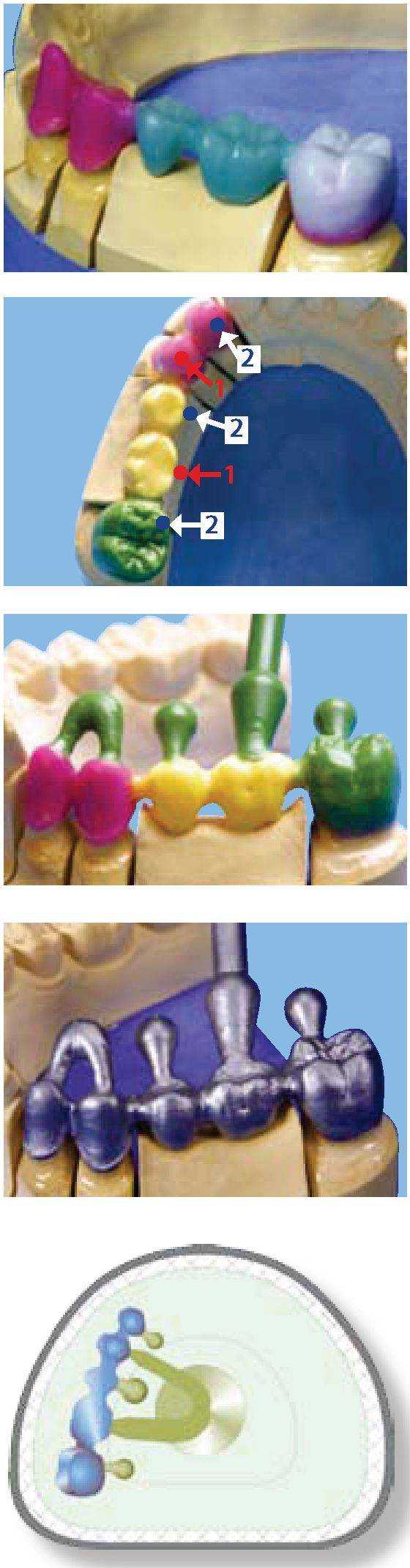
Правильное определение размеров и размещение литниковых каналов необходимо не только для быстрой заливки формы и получения однородной структуры сплава, но в первую очередь - для равномерного затвердевания расплава. Начнем с цельнолитой коронки 7. Здесь уместно будет расположить прибыль в позиции 2, причем в связи с большим объемом цельнолитой коронки диаметр прибыли будет равняться 5 мм, а диаметр питателя в месте крепления - 2,5 мм. Литниковый канал фиксируют к промежуточному элементу 6 - здесь каркас протеза имеет самый большой объем - и устанавливают в позиции 1 . В этом случае диаметр питателя в месте фиксации равен 3,5 мм, а диаметр прибыли на литниковом канале - 6,5 мм. При центробежном литье литниковый канал между коллектором и заливочной воронкой должен быть сокращен до 4 мм. На промежуточном элементе 5 устанавливают прибыль, по диаметру соответствующую объему отливаемой детали, с питателем диаметром 2,5 мм. При литье тонкостенных коронок на 4 и 3 зубы, на них устанавливают сдвоенную прибыль диаметром 4 мм с питателями в местах крепления к коронкам диаметром 2,5 мм. При литье каркаса из золота или выгорающей лигатуры благородного сплава, такого питания вполне достаточно. В дополнительных охлаждающих ребрах для направленной кристаллизации или втором литниковом канале нет необходимости. Если же мостовидный протез отливают из сплава неблагородных металлов, необходимо использовать 2 литниковых канала различного диаметра. Иначе придется устанавливать очень длинный литниковый канал поверх коронки 4 вплоть до ажурной коронки 3, что увеличивает вероятность дефектов литья.
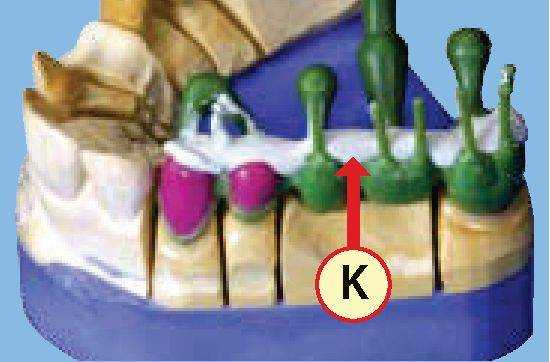
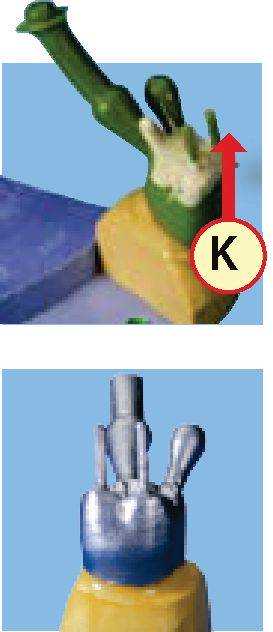
Для предотвращения деформации каркаса мостовидного протеза при снятии с модели можно применять центральную формовку (K), как при литье вторичной цельнолитой конструкции. Эта методика не только исключает затрудненное снятие каркаса, но и способствует получению однородной и гладкой поверхности отливки из тугоплавких сплавов. При литье мостовидных протезов из тугоплавких сплавов охлаждающие ребра для направленной кристаллизации диаметром 1 мм и длиной ~15 - 20 мм создают условия для получения гладкой и однородной поверхности. Применение центральной формовки (K) при изготовлении цельнолитых коронок или мостовидных протезов из сплавов неблагородных металлов в любом случае улучшает состояние поверхности отливки. Такой же эффект получается при установке охлаждающих ребер 1 мм. Дефектов формовки и пористости литья на жевательных поверхностях благодаря этой методике удается полностью избежать. При использовании очень легких сплавов, в частности сплавов неблагородных металлов, рекомендуется устанавливать дополнительный литниковый канал на промежуточные элементы мостовидных протезов большего объема или создавать более длинные литниковые пути при получении цельнолитой вторичной конструкции, чтобы исключить возможные проблемы при литье, вызванные недостаточным уплотнением расплава. Формула очень проста - чем ниже плотность расплава, тем меньше скорость заполнения при его заливке. Охлаждающие ребра для направленной кристаллизации 1 мм (см. позицию 1) и длиной 15-20 мм дополнительно способствуют получению очень гладкой и однородной отливки из неблагородного сплава.
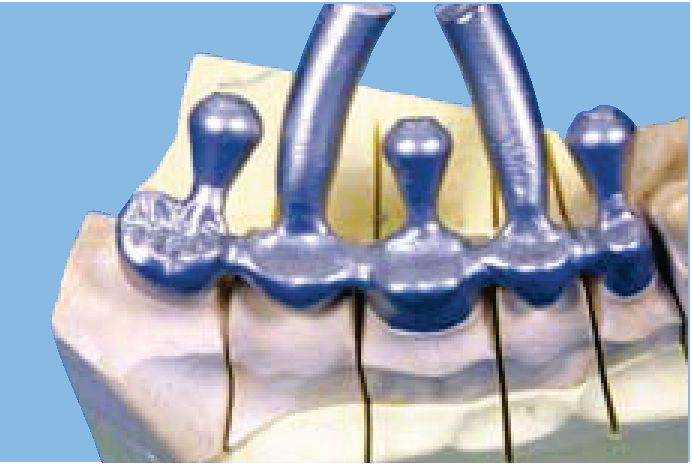
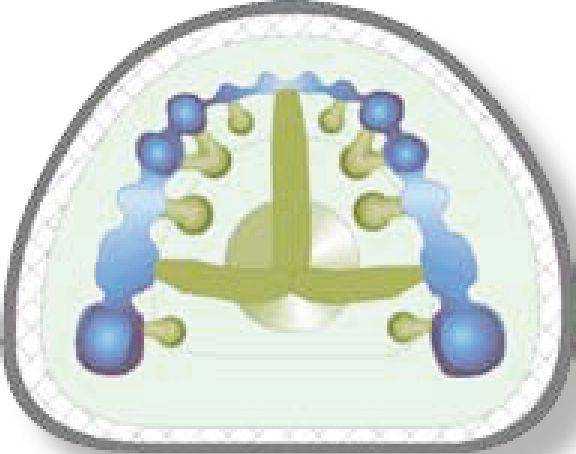
Этот мостовидный протез фронтального отдела зубного ряда из восьми протезных единиц снабжен очень хорошим коллектором распределения расплава. Размеры литниковых каналов определяются в соответствии с руководством. Здесь акцентируется внимание на удлинении литниковых путей. Для того, чтобы уменьшить гидравлическое сопротивление в литниковом канале, увеличивают диаметр самого литникового канала, не изменяя размеры прибыли. Промежуточные элементы и коронки снабжают двойными прибылями.
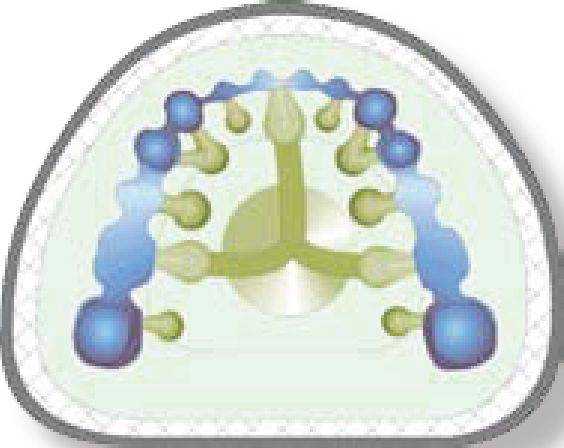
Чем больше длина комбинированного каркаса, тем быстрее расплав поступает в литейную полость и нуждается в меньшем количестве литниковых каналов. При этом необходимо увеличить диаметр литникового канала, но не в месте крепления к каркасу. Тогда расплав будет затекать безупречно. У этого цельнолитого мостовидного протеза из 14 элементов, снабжение литниковыми каналами и прибылями не вызывает затруднений. Первые моляры - самые крупные промежуточные элементы на обеих сторонах, имеющие максимальный объем. Они снабжаются литниковыми каналами соответствующего диаметра. Четыре промежуточных элемента во фронтальном отделе зубной дуги от 12 до 22 также снабжают питателями определенного размера, благодаря чему добиваются уплотнения при течении расплава. При размещении прибылей следует обращать внимание на то, чтобы на промежуточных элементах они имели минимальные размеры, соответствующие объему отливаемой детали, а на коронках необходимо установить сдвоенные прибыли. Промежуточные элементы ни в коем случае не связывают двойными прибылями с коронками. Конфигурация литниковой системы в данном случае показывает, что речь идет о вакуумном литье с последующим воздействием давления.
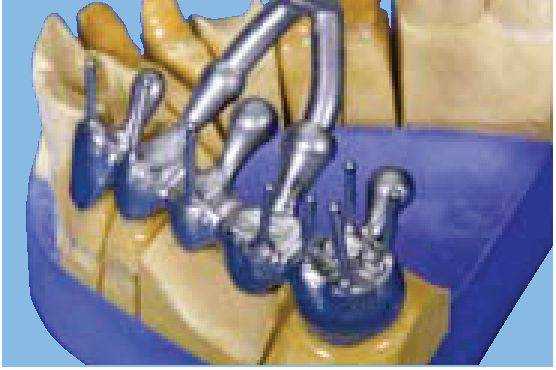
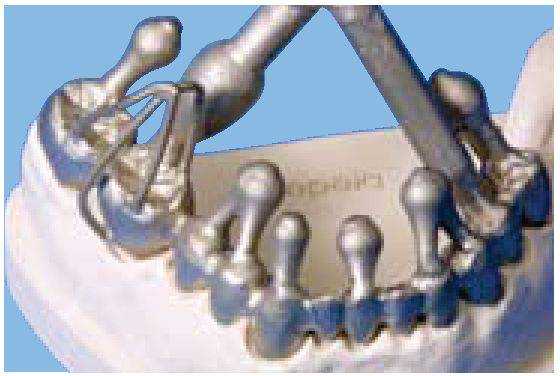
Если к каркасу мостовидного протеза большой протяженности необходимо подвести массивный толстый литниковый канал, как показано на промежуточном элементе в области 6 зуба, то при применении вакуумного метода литья на этом питателе необходимо установить прибыль. Это значит, что резервуар расплава должен иметь диаметр более 5,5 мм. В данном случае диаметр резервуара составил 9,5 мм, так как промежуточный элемент также имеет этот диаметр. Для получения гладкой поверхности необходимо установить охлаждающие ребра. На противоположной стороне литниковый канал был соответственно размеру промежуточного элемента 4 снабжен коллектором 5 мм, и (так как речь идет о вакуумном литье) этот резервуар диаметром 5 мм доведен до заливочной воронки. Остальные коронки и промежуточные элементы снабжались прибылями соответствующего размера. Тот же самый каркас мостовидного протеза, отливаемый центробежным методом, должен снабжаться (в отличие от вакуумного литья) каналами с прибылями. В остальном параметры литниковой системы рассчитываются аналогично. При литье таких каркасов большой протяженности особое внимание нужно обращать на правильное расположение в центрифуге. Также принципиально важно учитывать, что коронки могут быть соединены прибылями только с коронками, а промежуточные элементы - только с промежуточными элементами. При литье этого ажурного мостовидного протеза фронтального отдела зубного ряда из шести элементов, равномерный объем прибылей может быть создан в обоих направлениях. Необходимо помнить, что на таких ажурных каркасах нельзя использовать большие прибыли, так как тогда воздух не сжимается, и края коронок не заполняются расплавом. Малая величина прибылей в этом случае имеет принципиальное значение. В любом случае следует обращать внимание на то, чтобы отливаемые объекты находились на равном удалении ~ 5 мм от внешней стенки муфеля.
Выбор литникового канала всегда приспосабливают к способу литья. В данном случае очевидно, что речь идет о вакуумном литье. При центробежном литье литниковые каналы (в соответствии с bredent-техникой литья по Sabath) должны быть снабжены прибылями. ВНИМАНИЕ! Восковой каркас обязательно должен быть взвешен и пересчитан на массу сплава. При любом способе литья следует обращать внимание на то, чтобы был залит достаточный объем расплава. Завышенное количество сплава не имеет смысла. Любой сплав не улучшается при повторном использовании металла даже при вакуумном литье, кроме того, при превышении необходимого количества сплава возникают проблемы при заливке. При применении bredent-техники литья по Sabath на литье каркаса мостовидного протеза расходуется значительно меньшее количество сплава, чем при установке коллектора или при непосредственном питании. Также нужно учитывать, что моделировочный воск и воск для литниковых каналов имеют различный удельный вес, иначе отливка может не соответствовать требованиям по качеству из-за недостаточного количества сплава.
|
Примеры правильной установки литниковых каналов при литье каркасов мостовидных протезов
| Примеры правильной установки литниковых каналов при литье каркасов мостовидных протезов bredent -техникой литья по Sabath Залог правильного охлаждения и кристаллизации жидкого расплава при литье каркасов мостовидных протезов - расположение отливаемой конструкции ближе к наружной стенке опоки. Каркас протеза никогда не имеет идеально округлой формы, поэтому в продаже имеются стальные опоки в форме полуэллипса с ровной задней стенкой. Правильная форма и величина опокового кольца, а также идеальная толщина синтетической прокладки необходимы для выполнения bredent-техники литья по Sabath. Размер формы X3 Положение каркаса в круглой литейной опоке показывает, что в этом случае невозможно достичь приемлемого расстояния до наружной стенки кольца. При несвоевременной заливке быстрее будут остывать расположенные ближе к внешней стенке литейной формы тонкостенные коронки, чем промежуточная часть протеза, имеющая больший объем и расположенная в центральной части формы. Вследствие этого отливка имеет различную структуру. Отливаемые детали большого объема расположены слишком близко к термическому центру литейной формы. Вследствие этого замедляется их охлаждение, образуются множественные поры и усадочные раковины. Промежуточные элементы отлитого каркаса имеют неоднородное кристаллическое строение. Размер формы SX3 Это опоковое кольцо имеет такой же объем, как и круглое кольцо размера X3, но его форма соответствует геометрическим требованиям. Мостовидный протез бокового отдела зубного ряда значительно большей протяженности можно установить в эту опоку идеально точно по отношению к термическому центру. Равномерная однородная структура отливки обеспечена идеальным отводом тепла и равномерной кристаллизацией расплава.
|