|
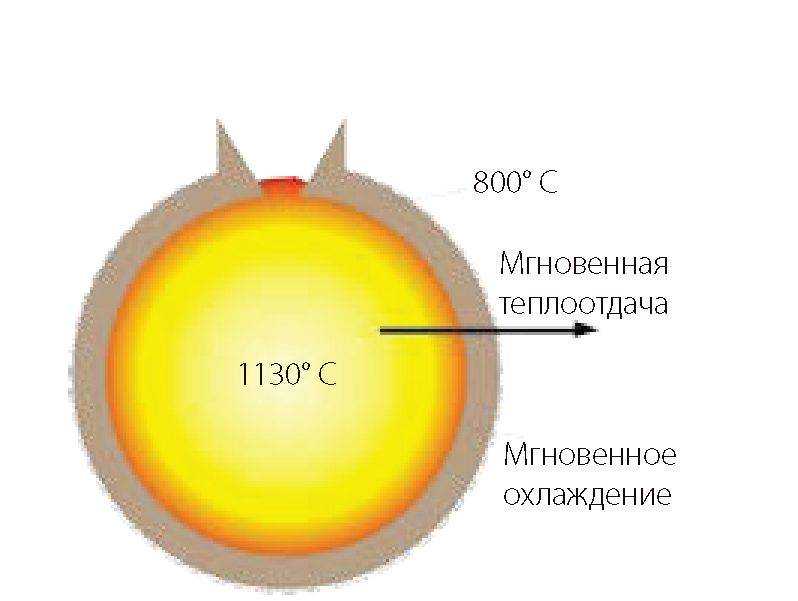
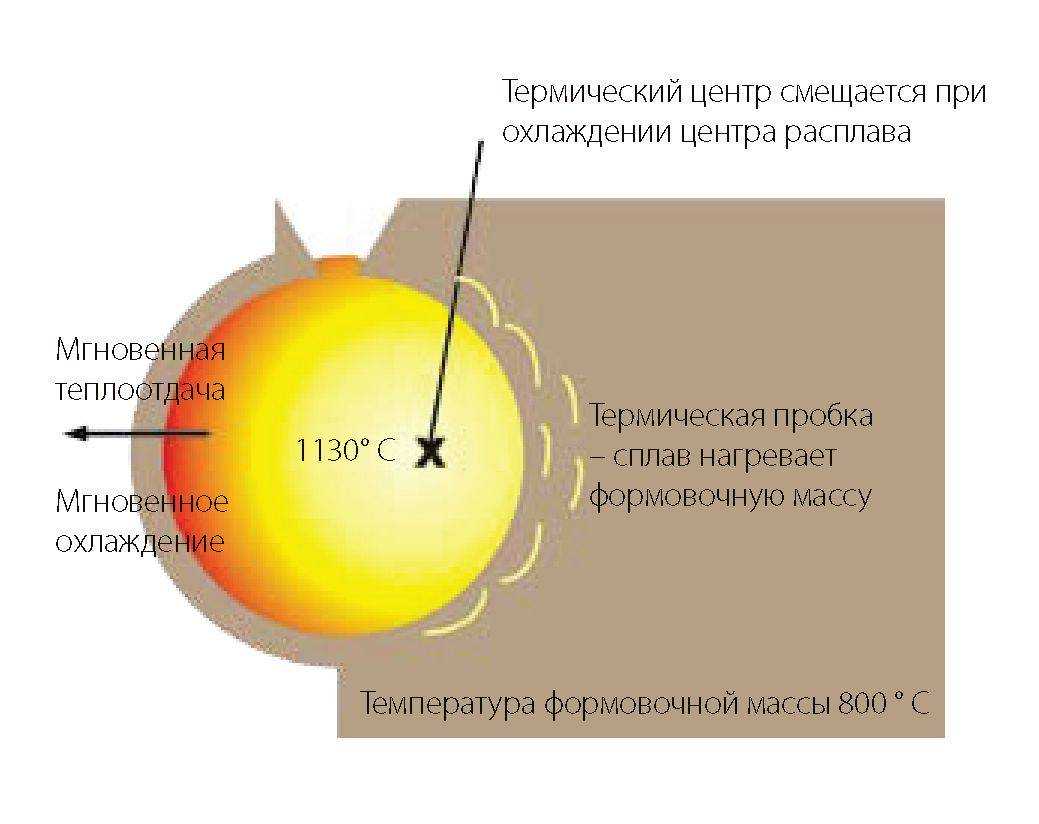
Охлаждение центра расплава Во время заполнения расплавом литейной формы, изготовленной при комнатной температуре со стенками одинаковой толщины, происходит равномерное охлаждение и сжатие, направленное к центру залитого расплавом объема. Этот процесс называют «центральное противонаправленное охлаждение расплава». Расплав застывает и уменьшается в объеме вследствие теплоотдачи. При этом нужно учитывать, что теплоотвод не может обеспечить равномерное охлаждение, так как отсутствует непрерывный ток тепла. Температура снижается снаружи внутрь, в то время как теплоотдача происходит в обратном направлении. Не теплоемкость, а процесс охлаждения способствует получению однородного литья. Следовательно, нужно оказывать влияние именно на процесс охлаждения сплава.
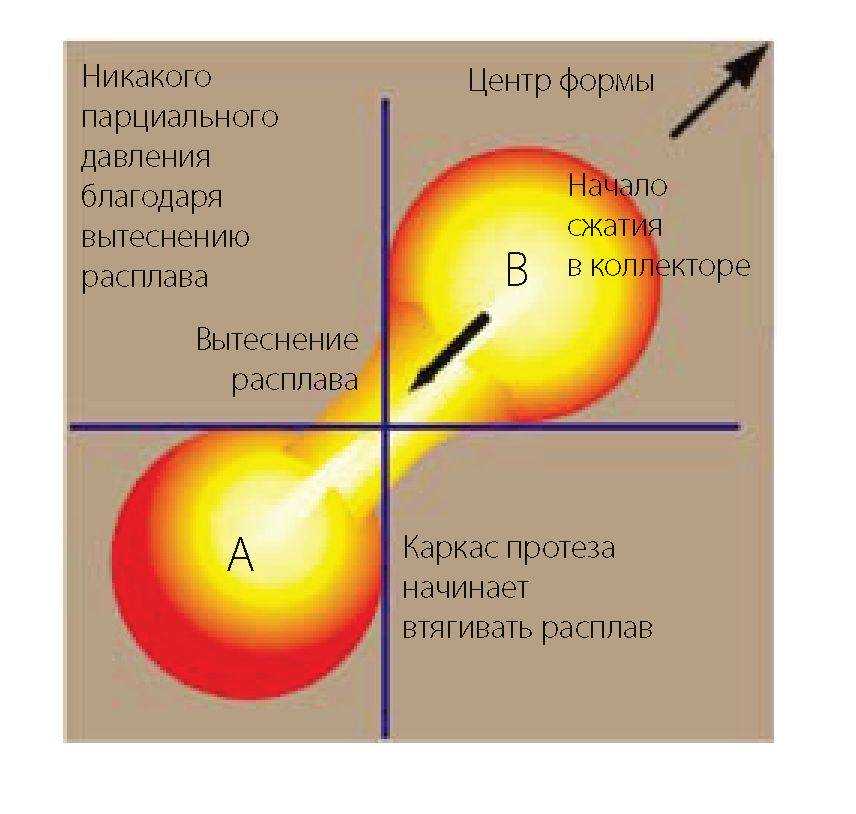
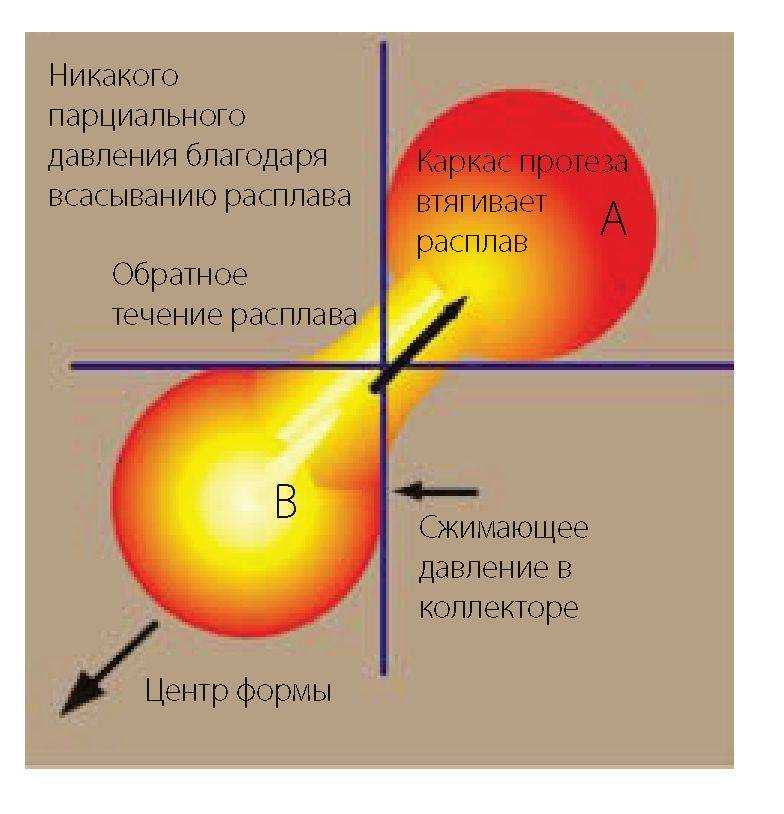
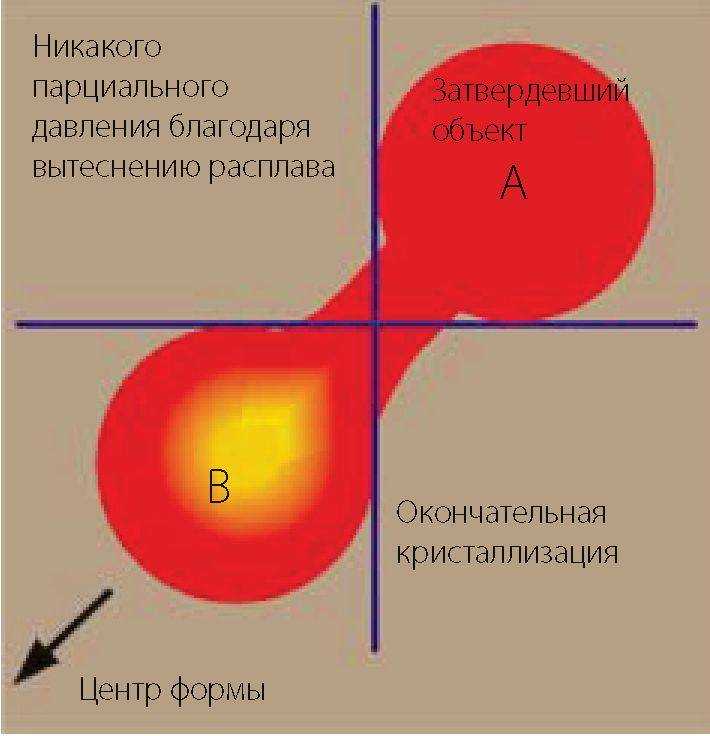
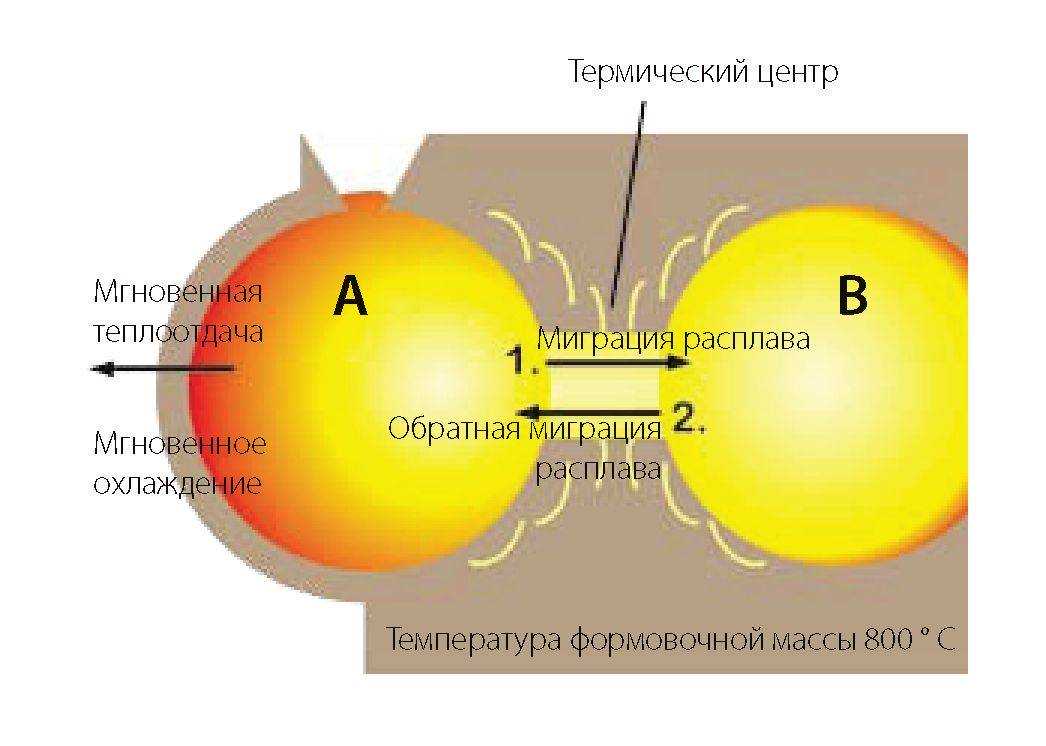
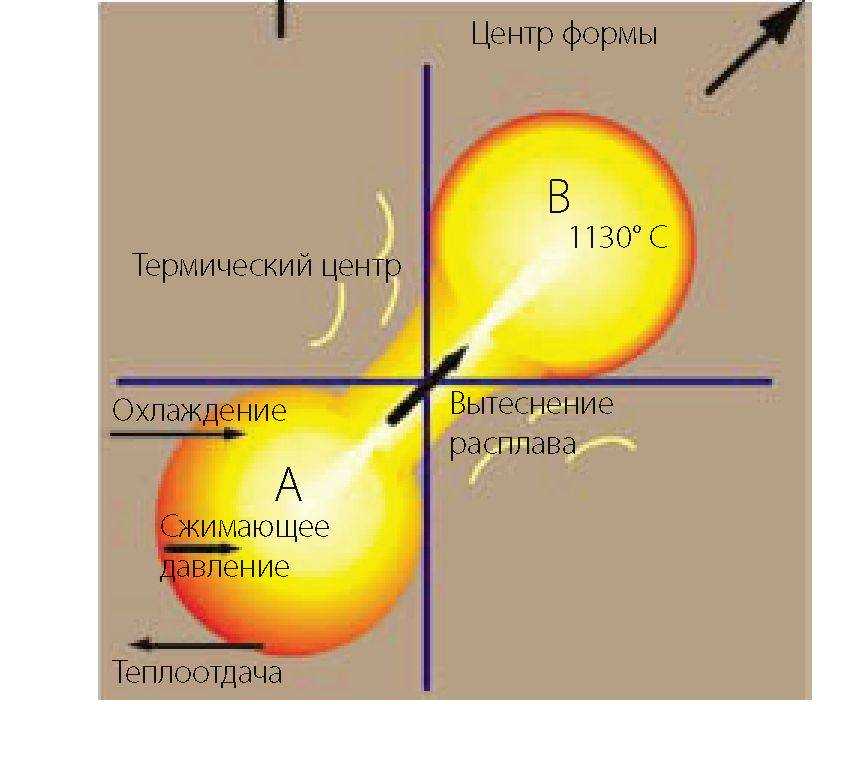
bredent Благодаря вышеописанным процессам, в литейной форме возникает запирающий термический эффект, который изменяет охлаждение центра расплава. Центр кристаллизации смещается при изменении термического центра. Он существенно меняет локализацию даже при незначительном отводе тепла в направлении от центра формы. Это позволяет воздействовать на процесс охлаждения. В объеме расплава A теплоотдача вызовет немедленное охлаждение. В объеме B теплоотдача будет затруднена вследствие утолщения слоя формовочной смеси, благодаря чему тепловая энергия накопится и нагреет саму формовочную массу. По этой причине в объеме A возникает повышенное давление, в то время как в объеме B оно отсутствует вследствие аккумуляции тепла. Только в том случае, когда в объеме A возникает разрежение, в объеме B возникает повышенное давление. По этой причине расплав может перемещаться вначале из объема A в объем B, а потом опять из объема B в объем A. Благодаря этому исключается сжатие отдельных участков расплава. Мы переносим этот процесс охлаждения в литейную форму. Коллектор ставится в соответствии с контрольным перекрестием по направлению к центру формы. Правильное расположение деталей способствует образованию идеальной термической пробки для замедленного охлаждения. Расплав затекает, внешняя стенка охлаждает его поверхность и запирает поры, предотвращая попадание оксидов в сплав. На термический центр коллектора давление не действует, однако оно приводит к вытеснению расплава из формы A в форму B. Вследствие этого в форме A частично предотвращается усадка. Тепло из расплава может беспрепятственно уйти в окружающую среду через формовочную массу. Но в центре литниковый канал остается свободным благодаря термической пробке. Это дает возможность обратного течения расплава при повышении давления из B в A. В области отливаемого протеза начинается всасывание. Расплав, переместившийся в коллектор, будет вытесняться в фазе всасывания в A и повышающегося давления в B назад в отливаемый каркас зубного протеза. После этого наступает момент, когда залитую форму можно извлечь из литейного устройства.
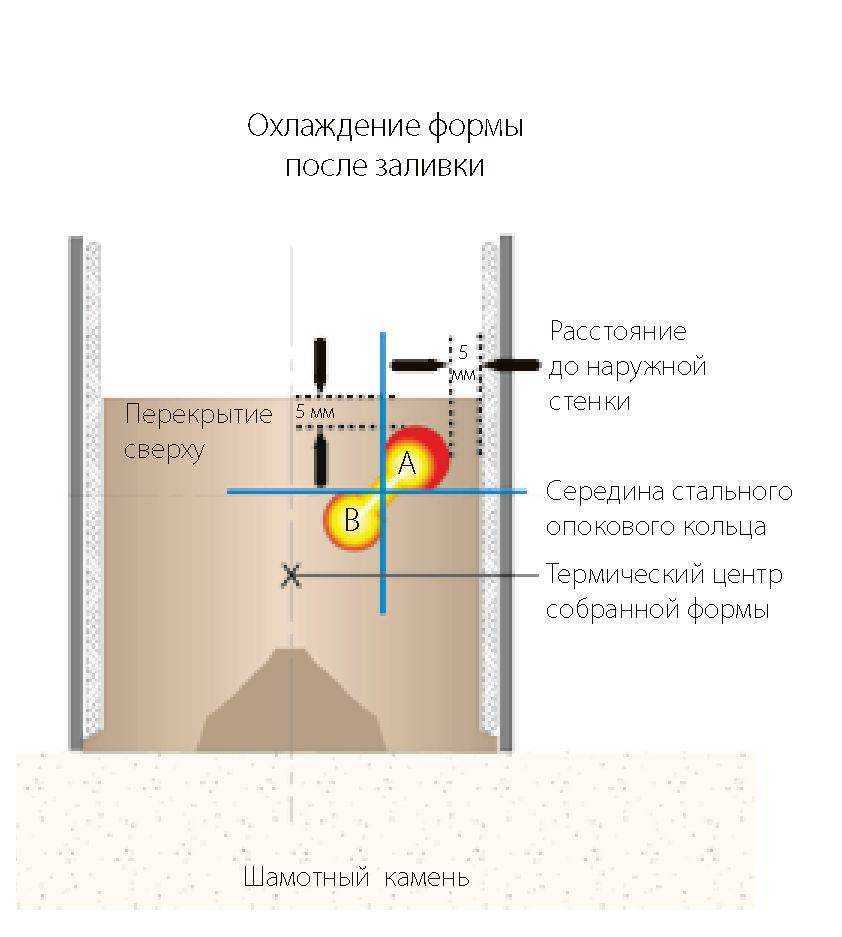
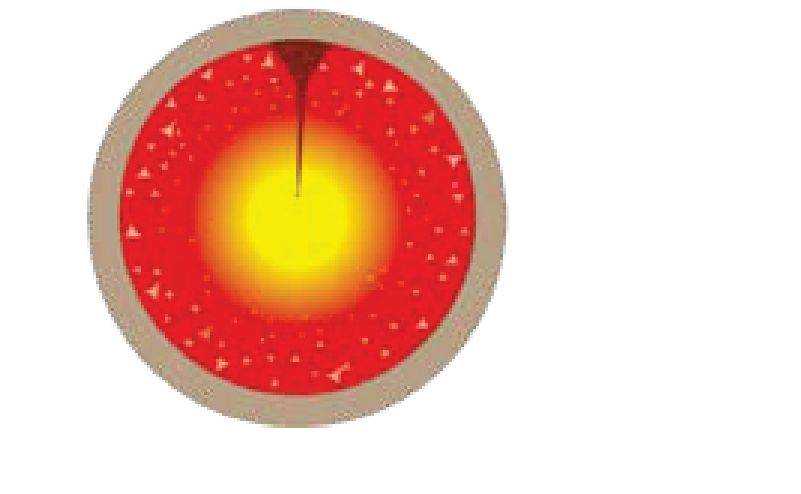
Форму для охлаждения следует устанавливать заливочной воронкой вниз на шамотный камень. Только таким образом тепло может схлынуть и будет достигнуто идеальное направленное охлаждение. Тепло поднимается вверх, холод опускается вниз. Термический центр формовочной массы сохраняет расплав в коллекторе в жидком состоянии до тех пор, пока в области протеза не снизится температура (тепло уйдет наверх и наружу) и он охладится и застынет. На следующем этапе процесса охлаждения в области отливаемого каркаса протеза A наблюдается эффект всасывания и затвердевает центр расплава, в то время как одновременно повышающимся давлением в форме B избыток расплава возвращается снова в форму A. По этой причине очень важно, чтобы залитая форма была установлена заливочной воронкой книзу. Это способствует направленному движению расплава.
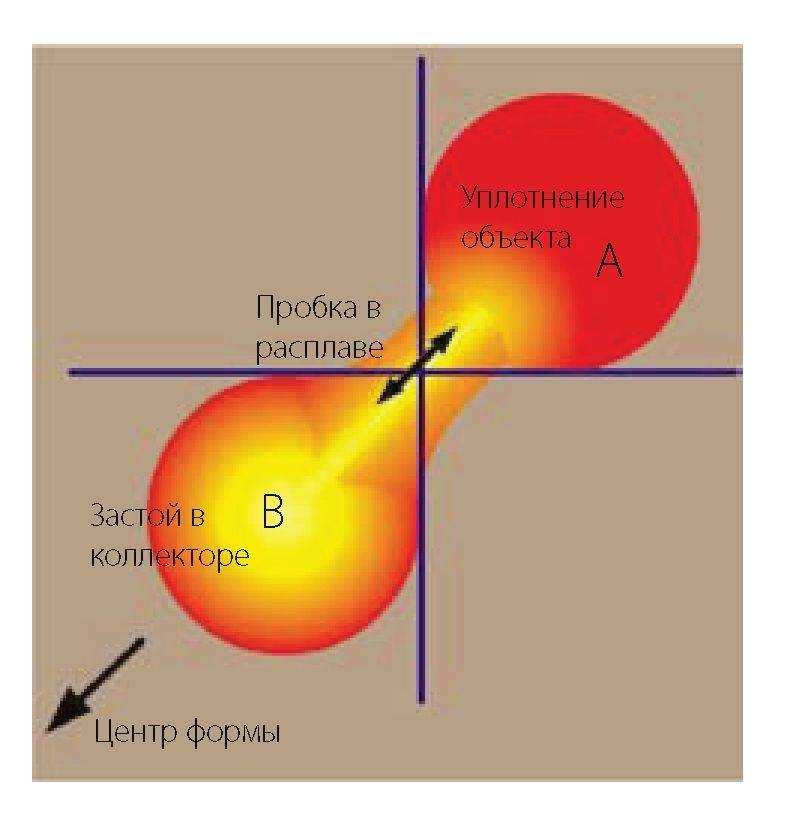
Температура каркаса протеза в области A ниже точки солидуса и расплав полностью твердый. В конце процесса фронт кристаллизации движется в направлении коллектора. При этом важно, чтобы был установлен контроль перекрестия для предотвращения контрвсасывающего эффекта в питателе. Залитая форма должна стоять на шамотном камне литниковой воронкой вниз до тех пор, пока не произойдет окончательное затвердевание расплава. Это произойдет при снижении температуры в центре сплава до = 60 °C.
Формовочную массу в процессе охлаждения необходимо выдержать при комнатной температуре не разрушая, чтобы дать возможность в течение этого времени пройти линейной усадке частиц кварца. И только по достижении температуры =50 ° C в центре залитой формы, ее можно разупрочнять. При этом следует соблюдать осторожность, чтобы не нарушить тщательно изготовленную форму каркаса протеза агрессивным удалением формовочной массы. |
Фазы охлаждения и усадка при затвердевании отливки
| Фазы охлаждения и усадка при затвердевании отливки
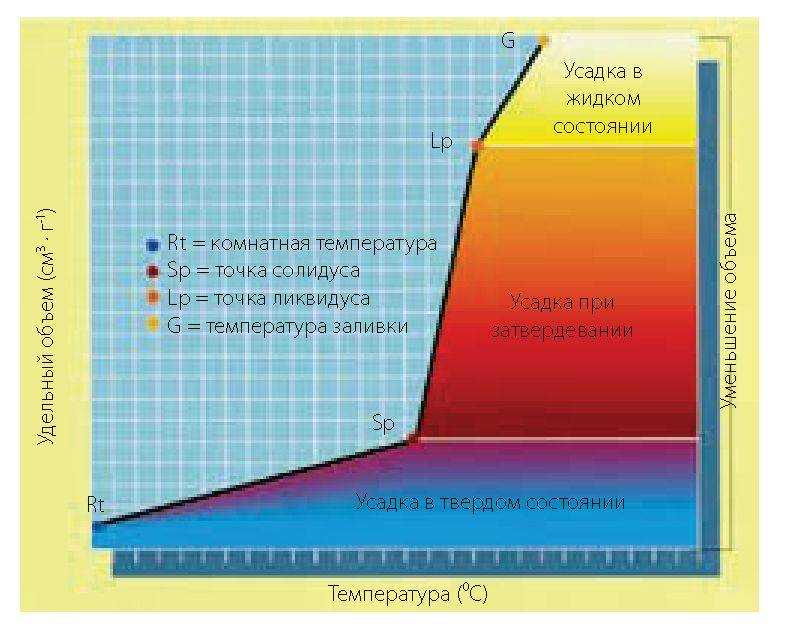
Процесс охлаждения сплава в литейной форме делится на 3 стадии. Первая фаза - это охлаждение жидкости с сокращением объёма в процессе остывания между температурой заливки и точкой ликвидуса. Во второй фазе охлаждения после точки ликвидуса начинают расти кристаллы, образуя кристаллическую структуру. В точке солидуса начинается третья фаза, в которой сплав окончательно затвердевает и остывает до комнатной температуры. В этой фазе, которая обозначается как затвердевание, стабилизируется кристаллическая структура и границы зерен уплотняются. |
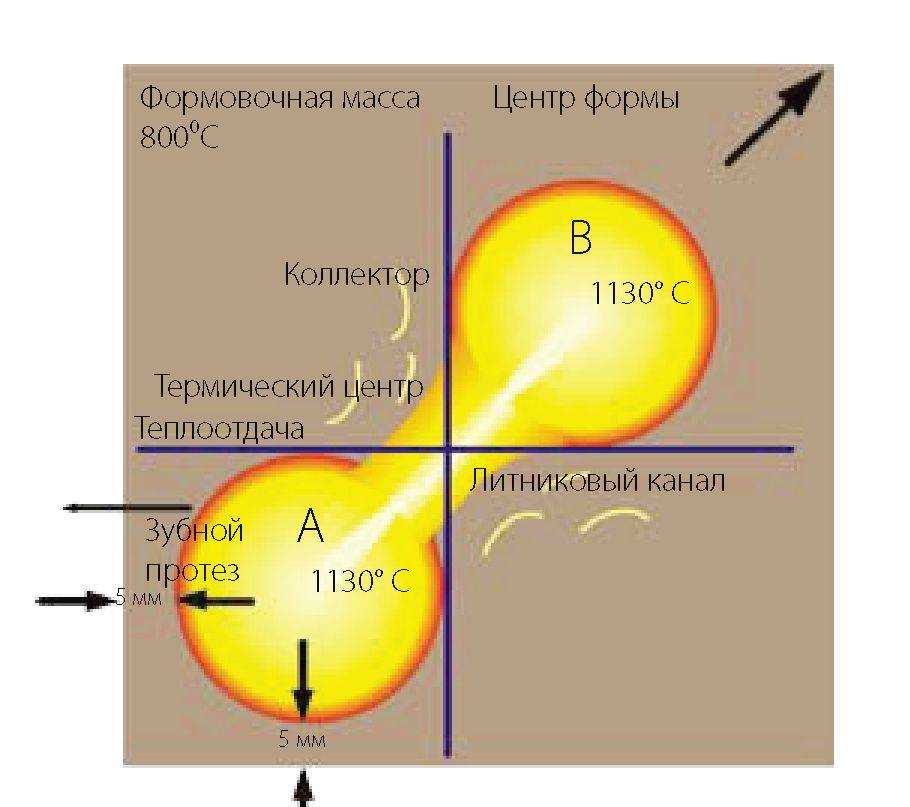
 В области отливаемого зубного протеза A температура снижается, вызывая немедленный процесс охлаждения, и давление направлено против центра расплава. Коллектор B передает тепло расплава в формовочную массу, и из-за пониженной теплоотдачи возникает термическая пробка.
В области отливаемого зубного протеза A температура снижается, вызывая немедленный процесс охлаждения, и давление направлено против центра расплава. Коллектор B передает тепло расплава в формовочную массу, и из-за пониженной теплоотдачи возникает термическая пробка.