Выбор правильной конструкции литникового канала
| Выбор правильной конструкции литникового канала
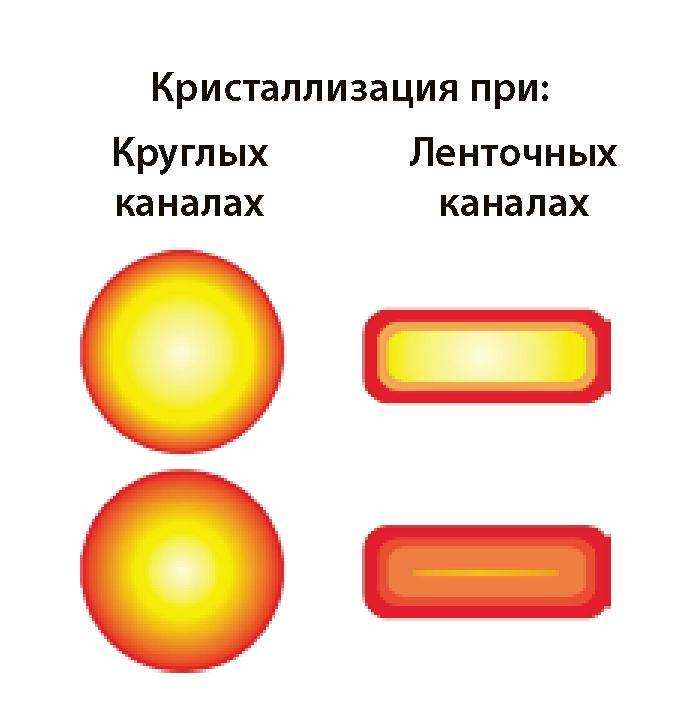
В основном двух литниковых каналов достаточно для заполнения отливки на модели. Если объемные детали необходимо обеспечить дополнительным питанием, на них размещают прибыли. Диаметр литникового канала должен соответствовать количеству расплава. При нормальном объеме металла достаточно каналов диаметром 3,5 мм для центробежного и диаметром 4 мм для вакуумного литья с последующим давлением. При этом следует использовать каналы исключительно круглого сечения. Это требование связано не с жидкотекучестью расплава, а с процессом затвердевания во время охлаждения. Круглые каналы значительно медленнее застывают от наружной поверхности к центру. Таким образом, расплав дольше находится в жидком состоянии и может дольше заполнять литейную форму, исключая напряжения или частичную усадку литья. См. «Охлаждение центра расплава» в главе 5 „bredent-техника литья по Sabath".
|