|
Этот сжимающий эффект влияет на литейные свойства расплава во время процесса заливки. Расплав всегда заполняет самые глубокие места пустотелой литейной формы.
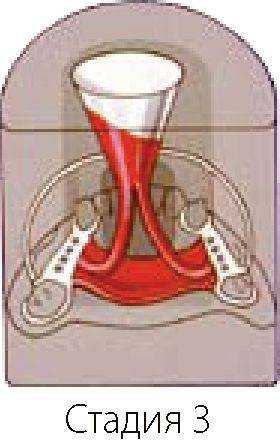
В 3 стадии расплав накапливается при постоянно увеличивающемся противодействии (вызванном остаточным количеством воздуха), очень равномерно действующим из канала для выравнивания давления, и заполняет пустотелую форму отливаемого на модели каркаса. Как при наполнении стакана водой. Расплав начинает уплотняться благодаря постоянно растущему противодействию.
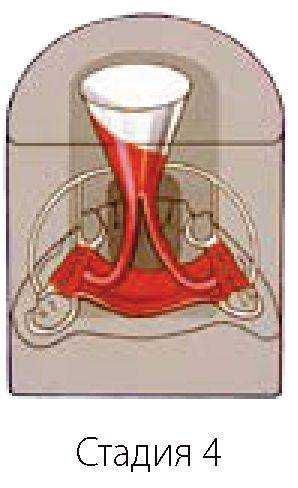
В 4 стадии полость отливки на модели заполнена расплавом. Он находится напротив канала для выравнивания сил сжатия и воздухоотводящего канала под давлением, благодаря чему кламмеры, распределители нагрузки и т.п. элементы оптимально заливаются и имеют очень высокую плотность. По этой причине обычные или кольцевые кламмеры и распределители нагрузки можно не соединять с каналом для выравнивания давления, фиксируя их только к основанию каркаса. При этом быстро возникает сопротивление течению расплава.
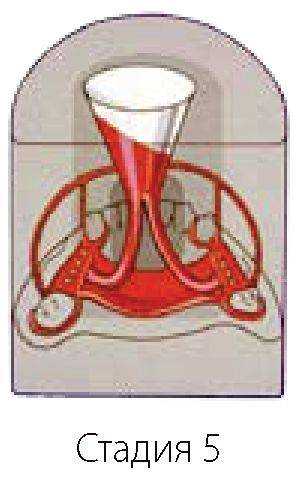
В последней стадии заполняется часть канала для выравнивания давления или вентиляционных каналов. Глубина этого заполнения зависит от литейного оборудования или плотности формовочной массы. Решающее влияние на характер жидкотекучести расплава оказывают короткие литниковые пути, и металл заполняет литейную полость значительно быстрее, начиная уплотняться уже тогда. |
Система литниковых каналов с выравниванием давления - влияние на литейные свойства сплава
| Система литниковых каналов с выравниванием давления - влияние на литейные свойства сплава
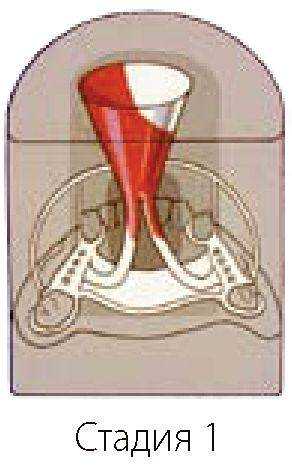
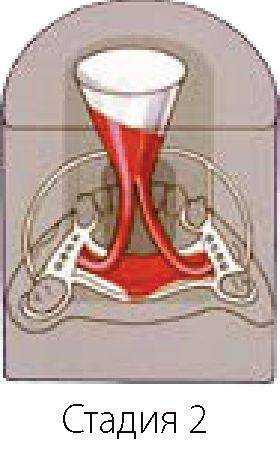
В 1 стадии расплав заполняет заливочную воронку. Полость литейной формы закрывается и движущийся расплав начинает вытеснять имеющийся в полости воздух. Во 2 стадии расплав попадает в литейную полость. Оставшийся воздух, смешанный с кварцевым газом, вытесняется в канал для выравнивания давления и сжимается. |