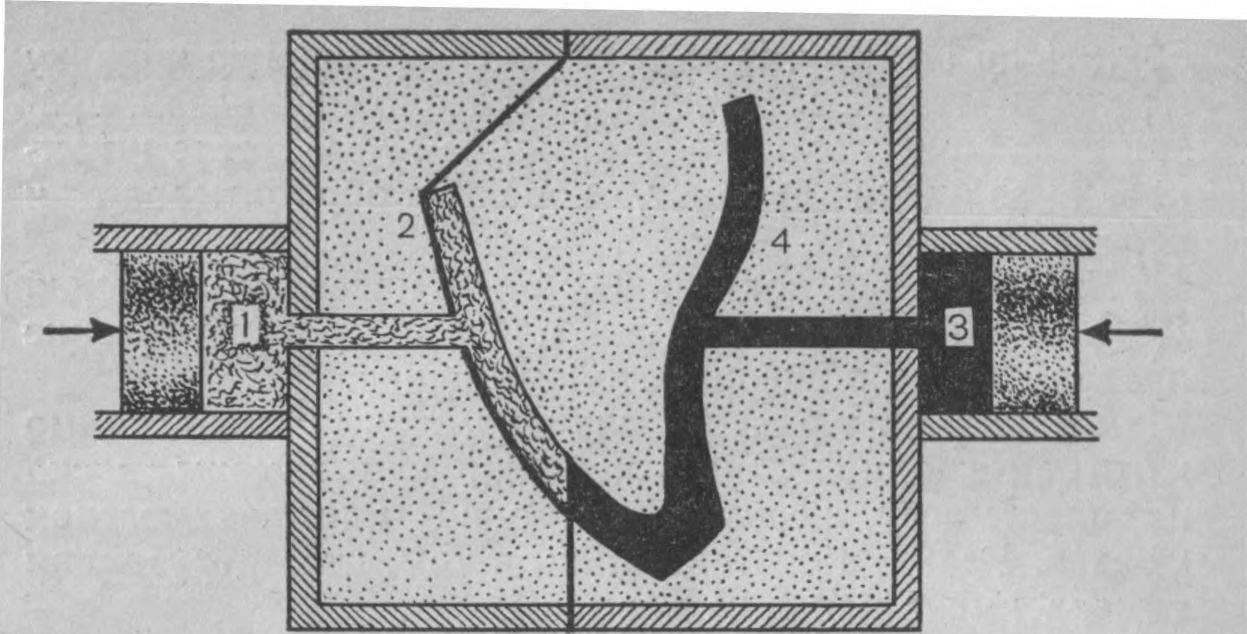
ми. В центре основания прижимной рамки имеется отверстие диаметром 60 мм. На расстоянии 15 мм от края отверстия к основанию приварены две стойки высотой 12 мм, диаметром 8 мм, с барашковыми гайками; 3) две загрузочные камеры с прижимными пластинами; 4) два поршневых устройства.
Правила загипсовки. На восковых коронках, находящихся на гипсовых столбиках, обозначают разделительную границу разного цвета путем нанесения кисточкой специального лака (например, смесь окиси цинка с бензином или с мономером). Гипсовые столбики в горизонтально-наклонном положении приливают горячим воском на боковые стенки нижнего кольца кюветы. При этом столбики устанавливают так, чтобы восковые формы будущих коронок были направлены к центру кюветы, а линии разделения цвета пластмассы находились на уровне поверхности кольца. Когда гипсовые столбики установлены, их смазывают машинным маслом и к восковым формам коронок горячим воском приливают восковые литники диаметром 2—2,5 мм, высотой 25 мм. В тех участках, которые расположены выше линии разделения цвета пластмассы, свободные концы литников сводят к центру кюветы и склеивают между собой. На нижнее кольцо кюветы устанавливают верхнее кольцо, и концы литников срезают точно по уровню поверхности `верхнего кольца. Затем верхнее кольцо снимают, переворачивают и устанавливают на лист резины. Под-.
готовив, отливают гипс и заполняют до уровня поверхности кольца, сразу перевернув литниками вниз, устанавливают сверху на него нижнее кольцо кюветы. При этом восковые литники проходят через гипс и доходят до листа резины (на котором находится верхнее кольцо кюветы), а восковые формы зубов в это время погружаются в гипс, как правило, до линии разделения пластмасс разного цвета. После кристаллизации гипса со свободной поверхности нижнего кольца, обращенной вверх, на восковую форму коронок устанавливают литники и также концы их сводят к центру. Кювету опускают в воду для создания изоляционного слоя, и заполняют ее гипсом. Сверху ставят загрузочную камеру с прижимной плитой. После этого устанавливают вторую загрузочную камеру с прижимной плитой с обратной стороны, поместив перед этим на ее поверхность немного гипса. После кристаллизации гипса загрузочные камеры снимают, и кювету опускают в кипящую воду. Воск выплавляется. Кювету разъединяют, наносят изоляцию и вновь соединяют, предварительно положив между ними 0,1 мм полиэтиленовую пленку, смазанную силиконовым вазелином, чтобы пластмасса к ней не прилипла.
Формование пластмассы проводят сначала через одну загрузочную камеру. Затем снимают давление, раскрывают кювету, убирают полиэтиленовую пленку, составляют кювету и формуют через другую загрузочную камеру пластмассу другого цвета. После этого проводят уплотнение пластмассы, одновременно вращая винты в обеих камерах. После уплотнения следует полимеризация. В данном случае она проводится по общепринятой методике в сушильном шкафу. Кюветы погружаются в холодную воду и нагреваются. Следующие этапы не отличаются от общепринятых.
У специалиста, знакомящегося с данной методикой, может сложиться мнение, что она довольно трудоемкая. Мы можем сказать, что зубные техники, которые овладевают данной методикой, изготавливают пластмассовые коронки значительно быстрее и лучшего качества.