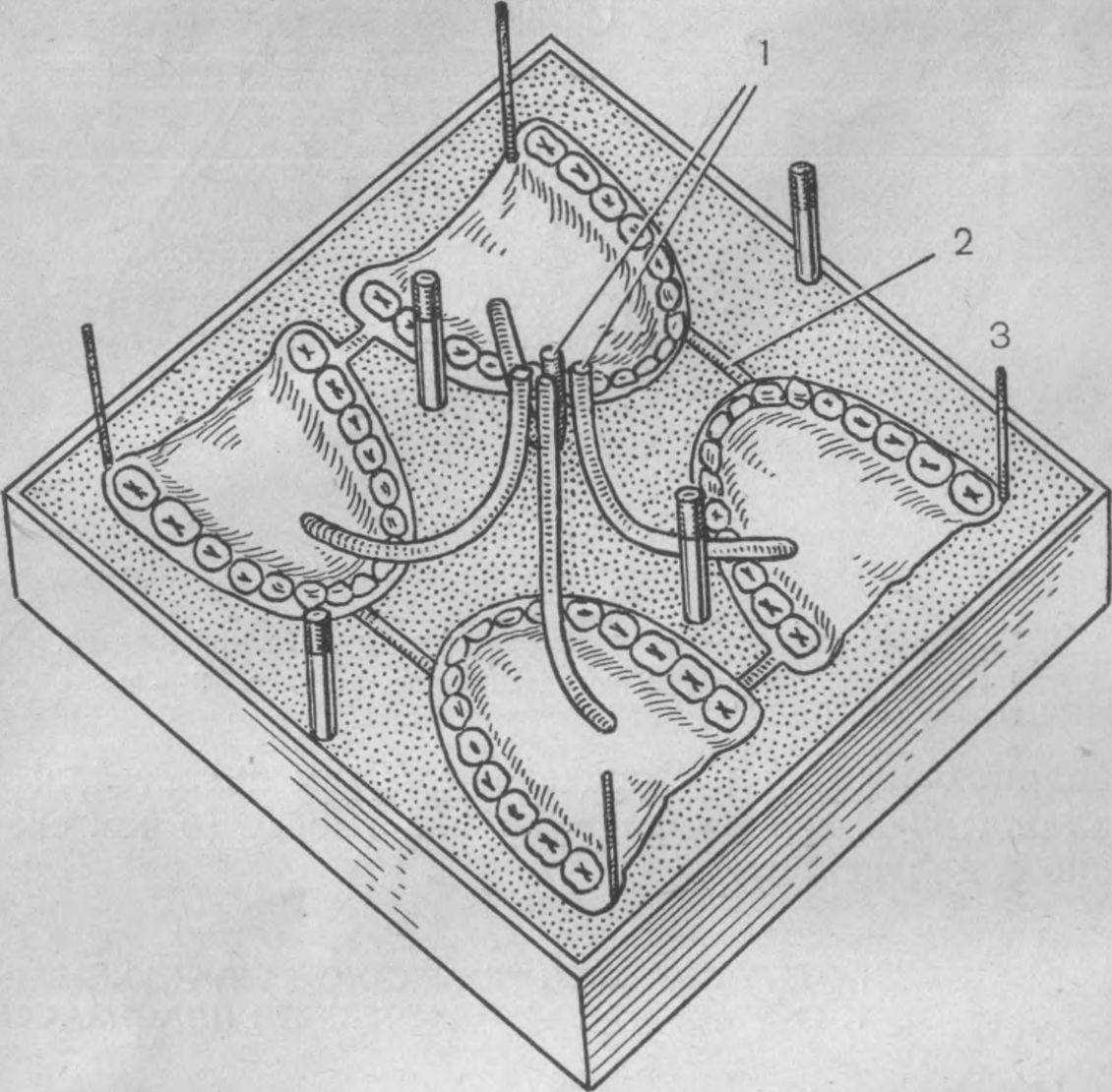
19. Расположение литников в 4-местной кювете.
I — входные литники, 2 — соединяющие литники, 3 — выпускные литники.
щихся непосредственно у основания загрузочной камеры (рис. 19). Не следует создавать один центральный основной литник (рис. 20). Дело в том, что если создается крупный основной литник, то в загрузочной камере из пластмассы не вытесняется основная масса воздушных пор, находящихся в пластмассе. Воздух попадает в литник; и в базисе протеза могут возникнуть поры; б) между восковыми формами протезов в наиболее отдаленных участках следует установить соединяющие литники; в) на каждой восковой форме в наиболее высоком участке должны быть установлены выводные литники.
При определении объема полостей в кювете с помощью воды через выводные литники будет выходить воздух, и если литник будет расположен в низком участке, то останется воздушная полость. Это может привести к ошибкам при определении количества формуемой пластмассы.
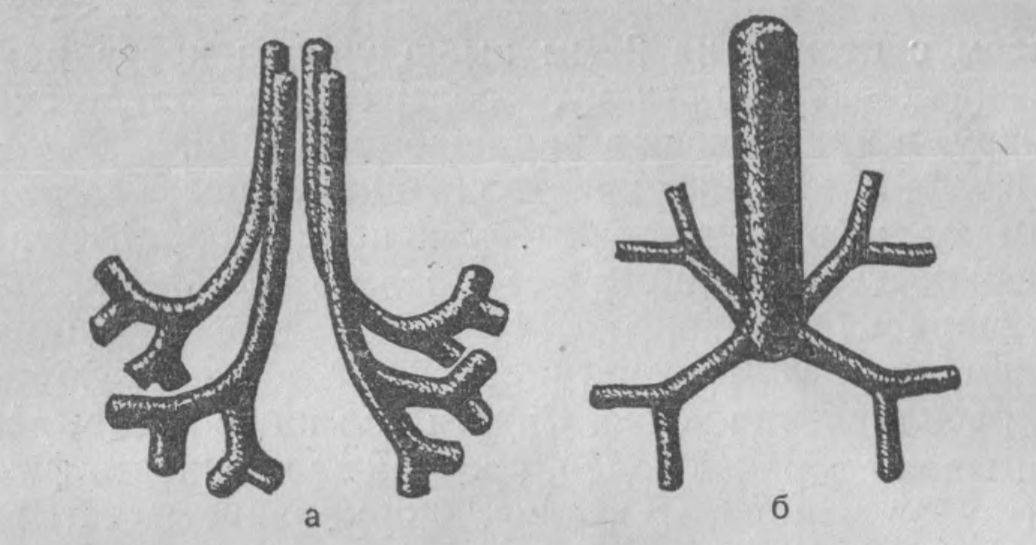
20. Схема правильного (а) и неправильного (б) расположения литников.
Пример I. После загипсовки в нижнюю рамку моделей с восковыми формами 4 полных съемных пластиночных протезов вначале в наиболее отдаленных участках между восковыми формами устанавливают соединяющие литники диаметром 5 мм, затем в центральной части каждой формы устанавливают основной (входной) литник диаметром 4,5 мм. Свободные концы их, изгибая, приближают к центру. После установления верхней рамки приклеивают воском выводные литники диаметром 2 мм.
Пример 2. После загипсовки в нижнюю рамку моделей с восковыми формами 4 частичных протезов в центральной части каждого из них устанавливают входные литники диаметром 4,5 мм. Свободные концы их приближаются к центру кюветы. При наличии отдельных «седел» дугового протеза от входного литника создают впускной диаметром 5 мм, затем устанавливают соединяющие литники диаметром 5—5,5 мм.
Примеров установления литников можно привести много, но в этом нет необходимости. Следует усвоить принцип, что пластмасса по литниковой системе должна для каждого протеза поступать автономно и вместе с тем литниковая система должна обеспечивать запасной «коллатеральный» путь поступления пластмассы; должна быть гарантия заполнения всех участков формуемой полости, поэтому литники должны быть как можно короче, без значительного изгиба, и установлены на участках, где толщина воска не менее 2 мм.
По окончании создания системы литников устанавливают верхнюю рамку и располагают выводные литники. Они должны находиться не под крышкой, а в свободных углах. После этого наносят разделительное покрытие, подготавливают твердый гипс в небольшом количестве и создают «рубашку» на восковой базис и литники. Остальную часть верхней рамки заполняют гипсом с песком на 2 мм выше уровня краев рамки. Устанавливают крышку, поверх нее загрузочную камеру, и закручивают барашковые гайки.
Когда произойдет кристаллизация гипса, осторожно снимают загрузочную камеру и ножом обрабатывают поверхность, входящую в ее нижнюю часть, так, чтобы получилась ровная, на 1—2 мм возвышающаяся, площадка. Затем кювету опускают в кипящую воду для расплавления воска. Спустя 10 мин ее раскрывают, промывают горячей водой, проверяют прочность фиксации зубов и наносят изокол. Формование пластмассы проводят в охлажденную кювету, но перед этим определяют объем формуемых полостей.