При штамповке эластических материалов штамп и контрштамп могут иметь различные по форме рабочие поверхности. Штамповка производится двумя способами: горячим и холодным.
Горячая штамповка является разновидностью ковки. Штампуемый металл предварительно нагревают до температуры, обеспечивающей большую эластичность и вязкость металлу, а затем штампуют.
Холодная штамповка заключается в том, что штампуемый материал и штамп при штамповке находятся в холодном состоянии. Холодная штамповка широко распространена в зубопротезной технике. Штамповку при изготовлении коронок можно назвать опрессованием.
Процессом штамповки особенно широко пользуюття при изготовлении металлических коронок. Методом штамповки изготовляют металлические гильзы для коронок, детали челюстно-лицевых протезов, некоторые разновидности комбинированных коронок, металлические базисы для съемных протезов, дуги для съемных дуговых (бюгельных) протезов и т. д.
При штамповке детали зубного протеза получают окончательно заданную форму. В зуботехнической практике применяют несколько
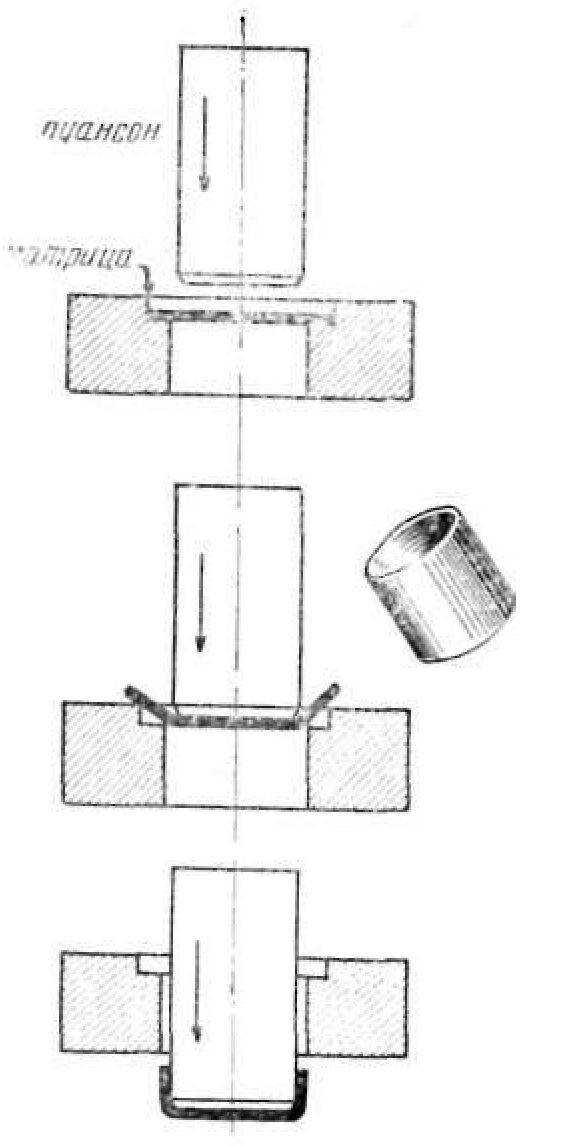
Рис. 62. Этапы штамповки гильз (полусхема). Вверху — металлический диск (обозначен жирной линией) лежит на матрице. Ниже под действием пуансона кружок погружается й матрицу. Внизу—пуансон, пройдя через отверстие матрицы, отштамповал колпачок. Справа — готовая гильза.
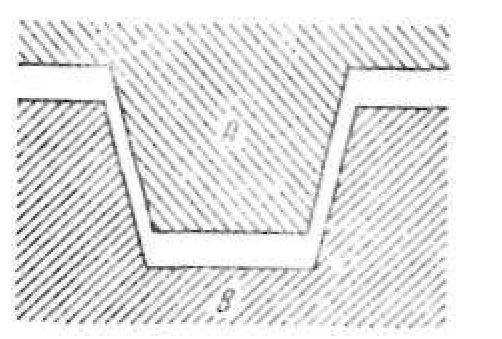
Рис. 61. Процесс штамповки (полусхема) . Металлическая пластинка, помещенная между штампом А и контрштампом В, при их взаимном сближении принимает форму штампа.
методов штамповки. При изготовлении коронок используются три вида штамповки: наружный, внутренний и комбинированный.
Наружный метод штамповки основан на применении силы, давления эластичного материала (каучук, мольдин) на гильзу, которая под воздействием возникающего давления обжимается к контурам коронки зуба металлического штампа.
При внутреннем методе штамповки применяется контрштамп. Штампуемую гильзу укладывают в контрштамп и с внутренней стороны прижимают к стенкам контрштампа, как бы вгоняют в контрштамп за счет давления, создаваемого на внутреннюю поверхность гильзы. Для комбинированной штамповки используют штамп и контрштамп, штампуемую гильзу надевают на штамп и опрессовывают ударом молотка в контрштампе.
В зубопротезной технике под штампом следует понимать копию (модель) формы коронковой части зуба, изготовленного из легкоплавкого сплава, по которой производится штамповка.
Материал для штампов, как правило, подбирается более высокой прочности и твердости, чем штампуемый материал, в противном случае может произойти деформация штампа во время штамповки.
В зубопротезной технике этот принцип не выдерживается, так как получение твердых штампов связано с процессом литья из прочных — твердых сплавов стали. Для того чтобы восполнить разницу в твердости штампуемой детали протеза и штампа из легкоплавкого сплава, применяемого в зубопротезной технике, изготовляют несколько штампов. На одних штампах производят обивку детали (гильзы), на других — штампуют.
При подборе металлов и сплавов для штампов и контрштампов, изготовляемых методом литья, следует учитывать их усадку при литье, легкоплавкость. Необходимо подбирать такие сплавы металлов, которые требуют наименьших производственных затрат.
Схему метода штамповки, применяемого в зубопротезной технике, можно представить следующим образом. По гипсовой форме отливают из легкоплавкого металла металлический штамп, имеющий форму коронковой части естественного зуба. Штамп применяют при наружном и комбинированном методе штамповки, а контрштамп — только при комбинированном.
В зависимости от метода штамповки используют два вида штамповочных аппаратов: 1) аппарат для наружной штамповки коронок и 2) аппарат для внутренней штамповки.