Второй составной частью аппарата является металлическое кольцо, несколько большего диаметра, чем кювета. Кольцо на внутренней поверхности по окружности имеет выступ, на который укладывают кювету при выбивании из нее контрштампа. Кольцо является подставкой для кюветы.
Дополнительно к аппарату прилагают зубило и песгик для выбивания контрштампа и его раскалывания.
Процесс штамповки коронки производится следующим способом. Кювету устанавливают на стол, отверстие закрывают пробкой, в кювету заливают легкоплавкий металл и, пока он не
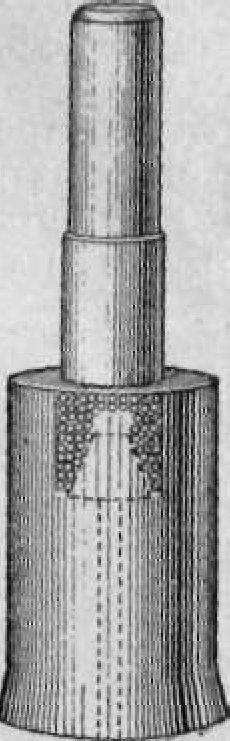
Рис. 63. Аппарат для наружной штамповки коронок.
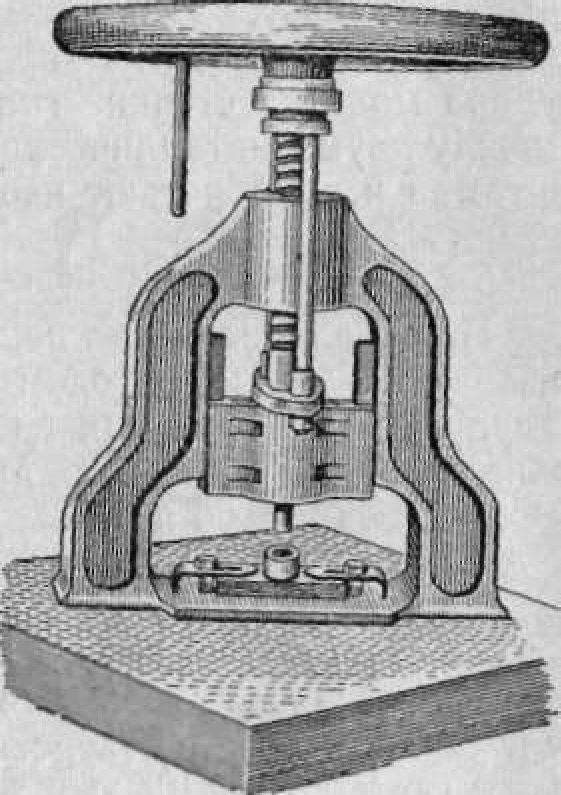
Рис. 64. Винтовой пресс д
ля
штамповки коронок.
затвердел, в него погружают специально подготовленный штамп — зуб, полученный по гипсовой форме модели.
Металл быстро затвердевает, получается контрштамп. Когда металл затвердел, металлический штамп освобождают от контрштампа путем выбивания и раскалывания металла. Затем вновь собирают кювету вместе с подо-
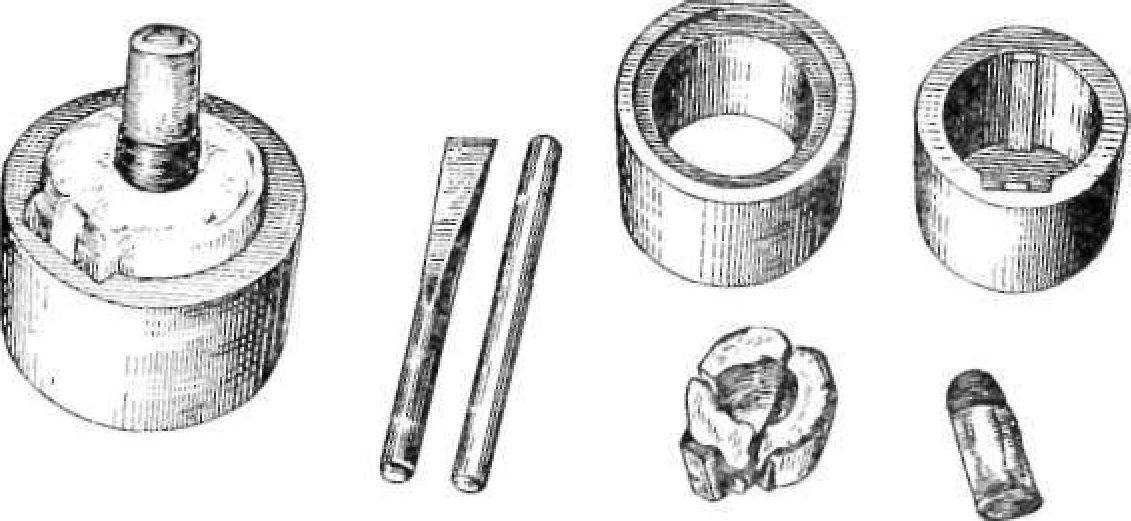
Рис. 65. Аппарат для внутренней штамповки.
бранной и подогнанной гильзой нужного размера. Укладывают гильзу, металлический штамп и контрштамп в кювету и штампуют. В процессе штамповки под силой удара молотка стенки гильзы постепенно сжимаются между двумя металлическими стенками штампа и контр штампа и приобретают необходимую форму.