|
- фракции 250 мкм для грубой абразивной обработки (основного удаления паковочной массы с большой рабочей поверхности; удаления твердого слоя оксидов с модельного литья; создания грубой шероховатой поверхности на зуботехнических работах); Б. стеклянные шарики: - диаметром 50 мкм для супертонкой обработки (придания матового блеска зуботехническим реставрациям; работы с мягкими сплавами; мягкого удаления паковочных и огнеупорных масс при работе с прессованной керамикой и при изготовлении виниров и вкладок); - диаметром 100 мкм для тонкой обработки (создания глянцевой поверхности у металла; удаления остатков гипса; аккуратного удаления паковочной массы при работе с прессованной керамикой; удаления огнеупорной массы при изготовлении вкладок и виниров). Пескоструйный аппарат — прибор, предназначенный для очистки поверхностей струей сжатого воздуха с взвешенными в нем частицами абразива различного размера — фракции, — который подается под давлением через специальное сопло. Различают несколько типов зуботехнических пескоструйных аппаратов: А. аппараты с циркуляционной подачей абразива, в которых абразив циркулирует по замкнутой системе, т.е. предусмотрено его многоразовое использование; существуют аппараты с циркуляционной подачей абразива для автоматической и ручной обработки: - в аппаратах для автоматической обработки заготовка или заготовки помещаются в специальную вращающуюся корзину, на которую направлено под определенным углом сопло; абразив подается под давлением 1-6 бар (регулируется); время обработки — 1-60 мин; - в аппаратах для ручной обработки зубной техник руками, которые защищены специальными перчатками, удерживает и поворачивает заготовку у неподвижного сопла; Б. аппараты с сепарационной подачей абразива, в которых абразив используется однократно, после чего удаляется через вытяжку, при этом различные фракции абразива находятся в различных цилиндрических контейнерах, в рабочую камеру выведены сопла всех цилиндров и с помощью переключателя подачи воздуха к цилиндрам осуществляется выбор абразива необходимой фракции; в подобных аппаратах обработка осуществляется вручную; величина давления воздуха, размер частиц абразива устанавливается индивидуально для каждого вида работ; С. аппараты с комбинированной подачей абразива, в которых абразив определенного размера после использования не удаляется через вытяжку, а остается в аппарате, после чего, смешиваясь, используется при циркулярной обработке; в подобном типе пескоструйного аппарата в рабочей камере находится сопло большого диаметра для грубой циркулярной обработки и сопла для более тонкой обработки.
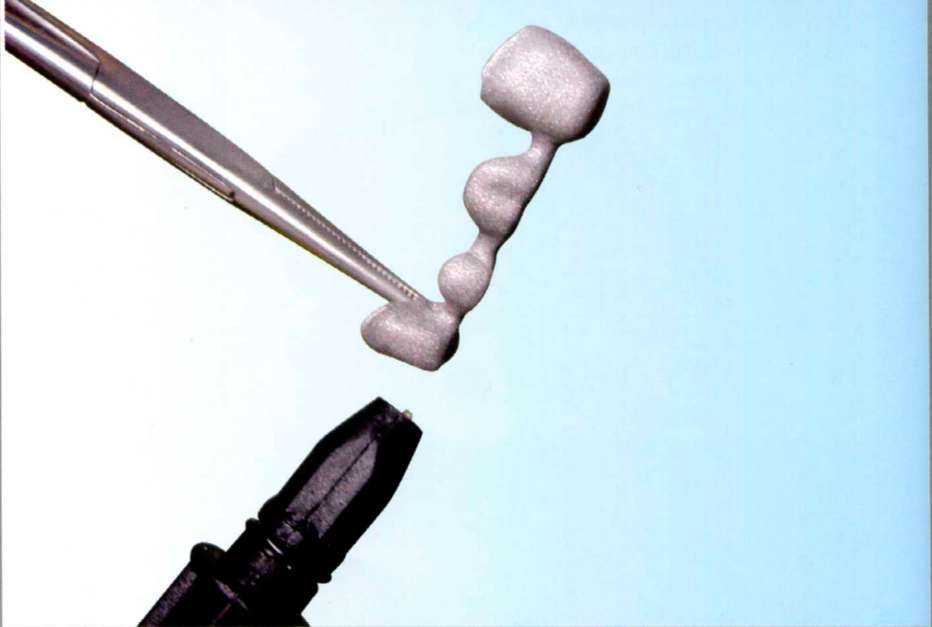
Металлический каркас после обработки режущими инструментами необходимо обработать в пескоструйном аппарате.
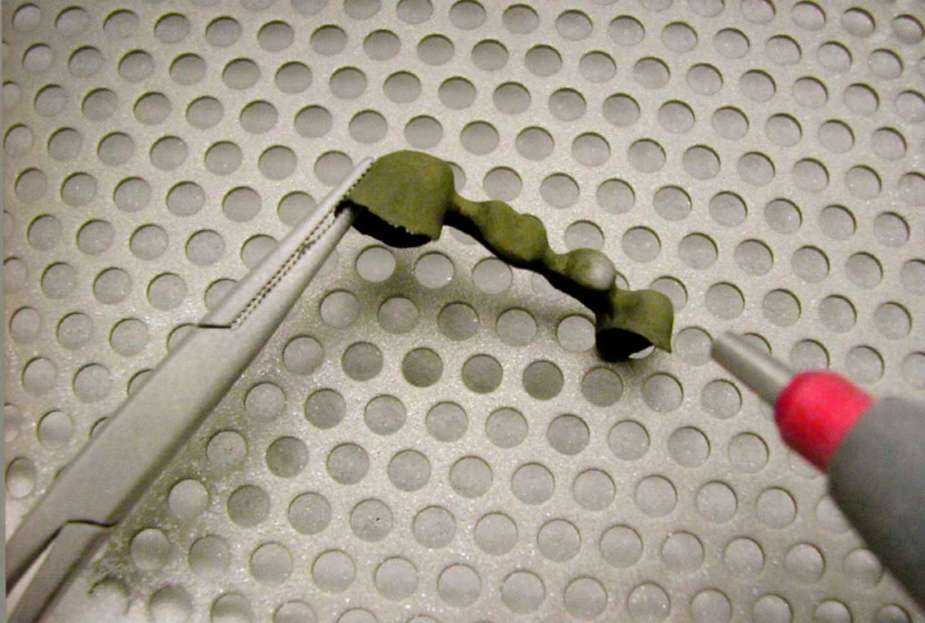
Затем очищаем поверхность металла с помощью пароструйного прибора.
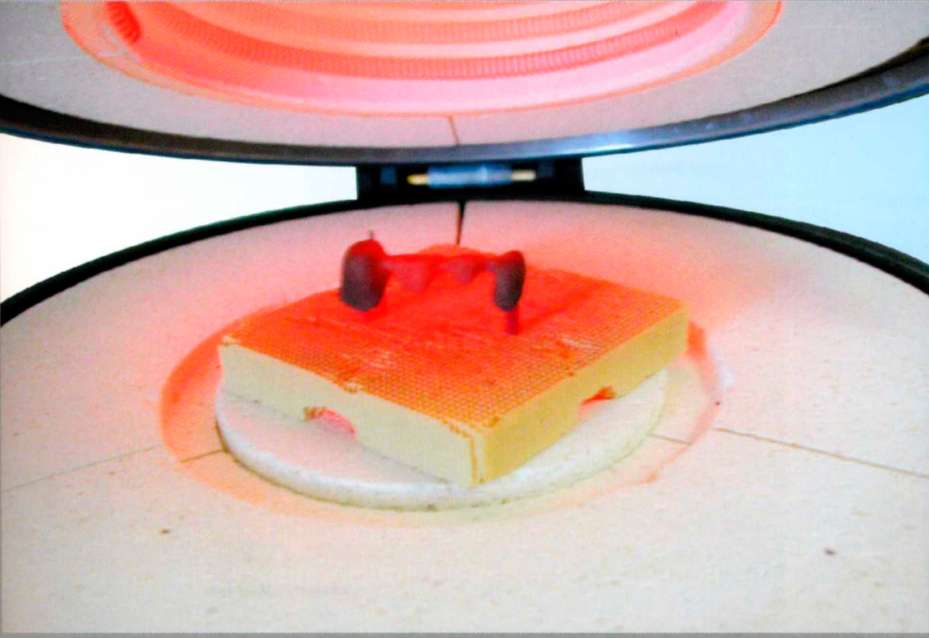
Делаем оксидационный обжиг (если есть необходимость — производим дегазацию). Дегазация термообработкой
производится в печи для обжига керамической массы. Процесс способствует удалению адсорбированных во время литья металлического каркаса газов (кислорода, водорода и азота), которые могут выделяться при обжиге керамической массы, вызывая образование пузырьков на границе раздела между керамикой и металлом. _
Подвергаем каркас пескостоуйной обоаботке. Очищаем и обезжириваем поверхность металла. |
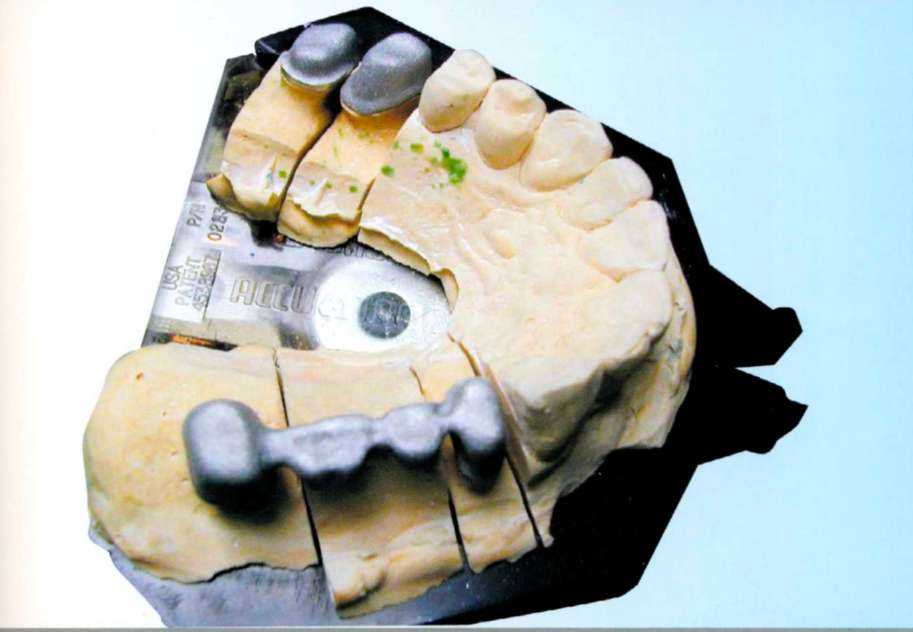
Подготовка к нанесению керамической массы.
|
Подготовка к нанесению керамической массы. Различают несколько типов абразивов: А. абразивы на основе оксида алюминия(Аl203): - фракции 25 мкм для супертонкой обработки (фиссур на керамической реставрации; керамических вкладок, виниров; зуботехнических изделий из пластмассы); - фракции 50 мкм для тонкой обработки (аккуратного удаления оксидов с металлической поверхности; мягкого удаления огнеупорной массы, при изготовлении вкладок и виниров; создания шероховатой поверхности на керамической реставрации перед нанесением глазури); - фракции 90-125 мкм для средней абразивной обработки (удаления паковочной массы с тонких участков зуботехнических работ; подготовки металлической поверхности под нанесение керамической массы; удаления небольших шероховатостей; создание микроретенций); |